轨道车辆地板及轨道车辆的制作方法
1.本技术涉及轨道地板技术领域,具体地,涉及一种轨道车辆地板及轨道车辆。
背景技术:
2.目前,传统的轨道车辆内装地板系统中,以有着不同功能要求的复合板为承载界面(复合板包含但不限于铝蜂窝夹层结构、泡沫芯夹层结构及胶合板结构等),并在多种材料的复合板表面通过滚涂胶水,粘附地板覆盖物,而地板覆盖物的材料一般以橡胶或pvc居多,粘接胶水主要以氯丁胶为主,也有使用胶膜粘接处理。这种地板系统结构在装车时需要在复合板调平后表面打磨,再在地板布上抹胶、铺设、辊压等操作,不仅时间周期长、工序复杂、人工成本高,而且也是车内tvoc的主要贡献值。
技术实现要素:
3.本技术的目的是提供一种轨道车辆地板及轨道车辆,以解决现有轨道车辆地板存在制作时间周期长、工序复杂、人工成本高的问题。
4.根据本技术的第一方面,提供一种轨道车辆地板,包括复合板和树脂固态层,所述树脂固态层设置于所述复合板的一侧,所述树脂固态层通过热压成型工艺设置于所述复合板的一侧。
5.可选地,所述树脂固态层包括树脂层和石英石,所述石英石均匀填充在所述树脂层内。
6.可选地,所述树脂层包括环氧树脂层。
7.可选地,所述复合板包括金属地板、木地板和复合材料地板中的至少一者。
8.可选地,所述金属地板包括铝蜂窝地板,或所述木地板包括胶合板地板,或所述复合材料地板包括泡沫芯地板。
9.可选地,所述树脂固态层远离所述复合板的一侧设置有指示标识。
10.可选地,所述指示标识包括荧光带或者特殊人群标识。
11.可选地,所述复合板的各边缘分别与所述树脂固态层的各边缘对齐。
12.根据本技术的第二方面,提供一种轨道车辆,包括上述的轨道车辆地板。
13.通过上述技术方案,本技术中通过在复合板的一侧设置树脂固态层,树脂固态层具有较好的防滑、防污、防火、防水等性能,同时,通过设置树脂固态层,可以无需再铺设橡胶地板布或者pvc地板布,这样可以简化安装地板布的繁琐铺设过程,同时,铺设橡胶地板布或者pvc地板布时,一般通过采取胶黏剂粘接的方式将橡胶地板布或者pvc地板布粘接在复合板上,在铺装过程极易发生地板布鼓包、接缝开胶等问题,因此,采用树脂固态层替代现有技术中的橡胶地板布或者pvc地板布可以杜绝此类问题的发生,另外,由于不需要使用粘接胶水或者胶膜粘接,也可以减少车内的tvoc(totalvolatileorganiccompounds-总挥发性有机化合物),从而使本技术中的轨道车辆地板具有良好的无毒环保性能。
14.本技术的其他特征和优点将在随后的具体实施方式部分予以详细说明。
附图说明
15.附图是用来提供对本技术的进一步理解,并且构成说明书的一部分,与下面的具体实施方式一起用于解释本技术,但并不构成对本技术的限制。在附图中:
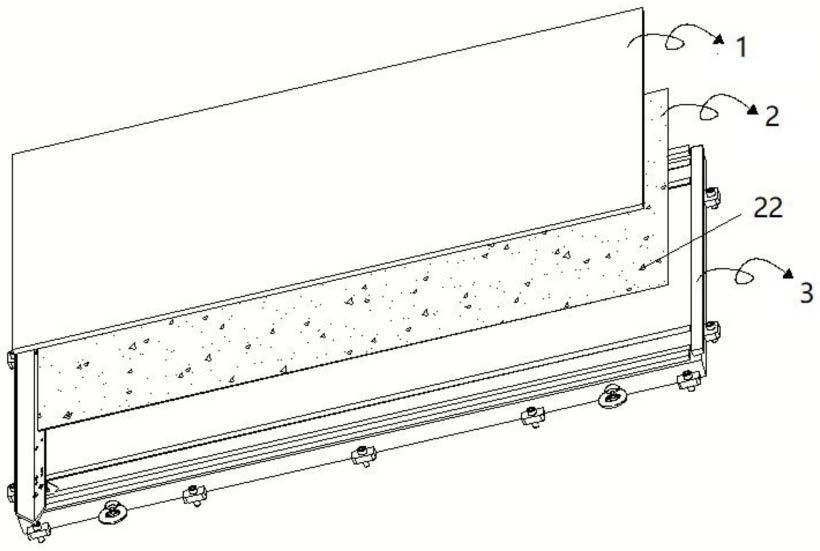
16.图1为本技术示例性实施方式提供的轨道车辆地板的制作示意图;
17.图2为本技术示例性实施方式提供的轨道车辆地板的结构示意图;
18.图3为本技术示例性实施方式提供的轨道车辆地板的结构示意图。
19.附图标记说明
20.1-复合板;2-树脂固态层;3-工装模具;4-荧光带;22-石英石。
具体实施方式
21.以下结合附图对本技术的具体实施方式进行详细说明。应当理解的是,此处所描述的具体实施方式仅用于说明和解释本技术,并不用于限制本技术。
22.本技术中,在未做相反说明的情况下,术语名词“上、下”是指产品处于使用时惯常摆放的方位或位置关系,可以理解为沿重力方向的上、下,也与附图中图面的“上、下”相对应。此外,需要说明的是,所使用的术语如“第一”、“第二”等是为了区别一个要素和另一个要素,不具有顺序性和重要性。
23.如图1和图2所示,根据本技术的第一方面,提供一种轨道车辆地板,包括复合板1和树脂固态层2,所述树脂固态层2设置于所述复合板1的一侧。
24.相比现有技术中在地板上铺设橡胶地板布或者pvc地板布而言,本技术中通过在复合板1的一侧设置树脂固态层2,树脂固态层2具有较好的防滑、防污、防火、防水等性能,同时,通过设置树脂固态层2,可以无需再铺设橡胶地板布或者pvc地板布,这样可以简化安装地板布的繁琐铺设过程,同时,铺设橡胶地板布或者pvc地板布时,一般通过采取胶黏剂粘接的方式将橡胶地板布或者pvc地板布粘接在复合板1上,在铺装过程极易发生地板布鼓包、接缝开胶等问题,因此,采用树脂固态层2替代现有技术中的橡胶地板布或者pvc地板布可以杜绝此类问题的发生,另外,由于不需要使用粘接胶水或者胶膜粘接,也可以减少车内的tvoc值(totalvolatile organiccompounds-总挥发性有机化合物),从而使本技术中的轨道车辆地板具有良好的无毒环保性能。
25.本实施例中,所述树脂固态层2通过热压成型工艺设置于所述复合板1的一侧,在具体制作时,可以先将树脂固态层2放置在工装模具3中,然后将复合板1放置于树脂固态层2的上方,并通过对复合板1及树脂固态层2施加一定压力和温度,从而完成对树脂固态层2与复合板1的粘接。通过热压成型工艺无需使用额外的粘接胶水,可以简化车辆地板的制作流程。
26.现有的橡胶地板布或pvc地板布在使用一段时间后,会经常出现局部损坏的问题,通常一处损坏就需要大面积更换地板布,导致需要增加修复工序,也增大了轨道车辆地板的维护费用。
27.如图1和图2所示,本实施例中,所述树脂固态层2包括树脂层和石英石22,所述石英石22均匀填充在所述树脂层内,其中,石英石22可以选用天然细沙型颗粒,石英石22作为填充材料,其在树脂固态层2中的占比可以为10-20%,相应地,树脂层在树脂固态层2中占比则为80-90%之间,通过在树脂层中填充石英石颗粒,可以提高树脂固态层2的抗冲击性
能,使得本技术中的轨道车辆地板具有经久耐用的效果,有效延长了轨道车辆地板的使用寿命,降低了轨道车辆地板的维护费用。
28.其中,树脂与石英石22可以通过加压热固化工艺来制作。
29.本实施例中,树脂层包括环氧树脂层,环氧树脂层具有良好的附着力,且具有良好的耐热性和电绝缘性。
30.本实施例中,所述复合板1包括金属地板、木地板和复合材料地板中的至少一者。具体可以根据用户的需求选择不同类型的地板作为复合板1。
31.具体而言,所述金属地板包括铝蜂窝地板,或所述木地板包括胶合板地板,或所述复合材料地板包括泡沫芯地板。
32.本实施例中,树脂固态层2远离所述复合板1的一侧设置有指示标识,指示标识用于对乘客进行对应的指示,以指引乘客按照相应的乘车要求进行乘车。例如,可以用于对轨道车辆的出入口进行指示,以使乘客按照指示的方向进出,可以用于对座椅的位置进行标识。
33.在一种可选的实施例中,指示标识包括荧光带4或者特殊人群标识,荧光带4的反光性使得其具有明显的标识作用,因而,可以利用荧光带4给予乘客相应的指示。其中,如图2所示,荧光带4可以使用粘接层粘接在树脂固态层2的远离复合板1的一侧,此时,荧光带4的上表面是高于树脂固态层2的上表面,如图3所示,也可以在制作树脂固态层2时,将荧光带4置于树脂中进行制作,从而使得树脂固态层2和荧光带4为一体结构,这种情况下,就可以减少粘接层的使用,同时还可以减少人力粘接荧光带4。
34.这里的特殊人群标识可以是针对儿童、老人、行动不便人群、孕妇或者军人,例如,可以在部分座椅的车辆地板处设置特殊人群标识,以提醒其他乘客在非必要情况下不得使用相应的座椅。
35.由于轨道车辆内需要使用较多的荧光带4实现不同的指引功能,例如,可以采用一种颜色的荧光带4指引乘客出入轨道车辆的车门,采用另一种颜色的荧光带4划定座椅的位置,或者使用其他颜色的荧光带4划定车厢连接的位置(提醒乘客不得依靠在车厢的连接处),因此,在本技术中,荧光带4还可以具有不同的颜色,具体使用时,可以选择一些醒目的延伸,比如黄色、红色等。
36.本实施例中,所述复合板1的各边缘分别与所述树脂固态层2的各边缘对齐,换言之,复合板1的上下表面的面积分别与树脂固态层2的上下表面的面积相等,从而可以确保树脂固态层2能够完全覆盖复合板1的其中一个侧面。
37.根据本技术的第二方面,提供一种轨道车辆,该轨道车辆包括上述的轨道车辆地板。
38.以上结合附图详细描述了本技术的优选实施方式,但是,本技术并不限于上述实施方式中的具体细节,在本技术的技术构思范围内,可以对本技术的技术方案进行多种简单变型,这些简单变型均属于本技术的保护范围。另外需要说明的是,在上述具体实施方式中所描述的各个具体技术特征,在不矛盾的情况下,可以通过任何合适的方式进行组合,为了避免不必要的重复,本技术对各种可能的组合方式不再另行说明。
39.此外,本技术的各种不同的实施方式之间也可以进行任意组合,只要其不违背本技术的思想,其同样应当视为本技术所申请的内容。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1