用于轨道交通大型构件自动运输定位的小车的制作方法
本技术涉及大型构件运输领域,特别是涉及一种用于轨道交通大型构件自动运输定位的小车。
背景技术:
1、轨道交通大型预制构件的传统生产工艺基本都是采用人工控制,自动化程度较低。近几年来,随着“智能制造”的兴起,大部分预制构件场都逐渐采用自动化生产线,以减少人力投入、提高生产效率。轨道交通大型预制构件在自动化生产线上流转或精密检测时,首先需要解决大型构件的自动运输与精确定位问题。例如,轨道板生产线需要精确定位的工位包括:自动张拉、自动脱模、自动封锚、自动检测等,大型构件包括弧形管片、轨道板等。
2、现有的运输小车不能满足大型构件的自动运输和精确定位问题。
技术实现思路
1、为解决现有技术存在的不足,本实用新型提供一种轨道交通大型构件自动运输小车,能自动化、高精度地运输与定位多种轨道交通大型构件,可作为重要组成部分集成到大型构件检测系统,或集成到大型构件生产系统。
2、为此,本实用新型采用以下技术方案:
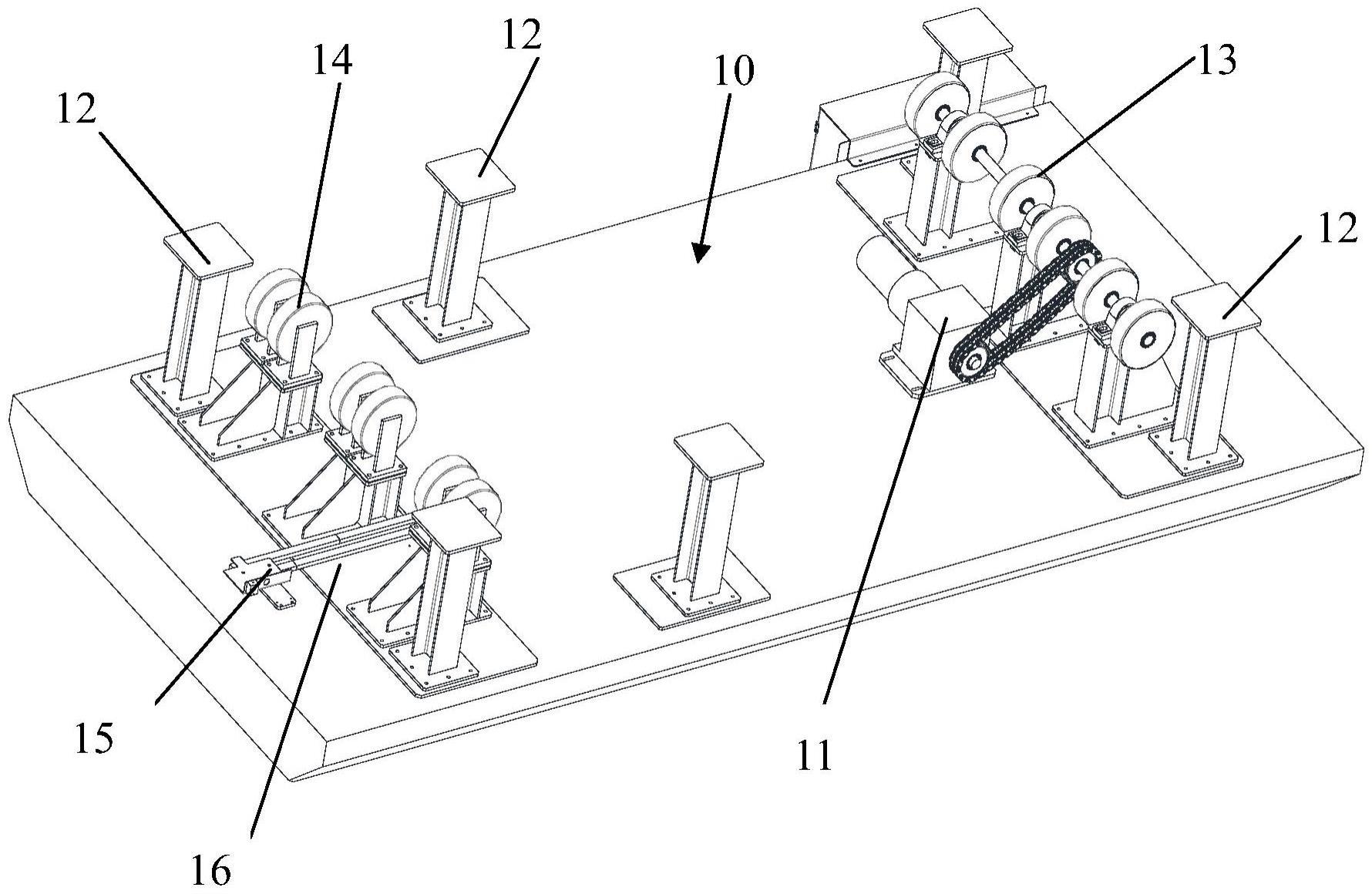
3、一种用于轨道交通大型构件自动运输定位的小车,包括轨道平板车、构件支撑机构、驱动机构、调节机构和激光测距仪,其中:
4、所述构件支撑机构安装在所述轨道平板车上,由至少四组滚轮以及可拆卸的多个支撑柱组成;其中:所述至少四组滚轮分别设置在所述轨道平板车靠近前、后两端处,用于支撑大型的弧形构件或板型构件,位于其中一端的滚轮同轴设置,为主动滚轮;位于另一端的滚轮为从动滚轮;所述多个支撑柱在轨道平板车靠近左右边缘处对称设置,用于支撑板型构件;
5、所述驱动机构用于驱动所述轨道平板车移动;
6、所述调节机构包括直线模组、第一激光传感器和第一电机,其中:所述直线模组用于将所述激光传感器移动到指定位置处;所述激光传感器安装在所述直线模组的滑块上,用于在指定位置处测量其与被支撑的大型构件之间的垂直距离;所述第一电机用于驱动所述主动滚轮正向或反向转动,以调节被支撑构件的位置;
7、所述激光测距仪有两个,一个安装在所述轨道平板车侧面,一个安装在所述轨道平板车前部,用于测量与构件的精确距离。
8、优选的是,所述自动运输定位小车还包括间隔安装在轨道平板车中部的两组小滚轮,以便于支撑和运输小型的弧形构件或板型构件。
9、所述驱动机构包括第二电机和减速机,用于控制轨道平板车的移动。
10、在本实用新型的一个实施例中,所述支撑柱设置有6个,分别安装在所述轨道平板车的四角和两侧中间位置。
11、优选的是,所述轨道平板车为轮轨平板车,可满足所有轨道交通大型构件的运输需求。
12、在本实用新型的一个实施例中,所述轨道平板车长6m,宽2.5m,载重20吨。
13、上述小车使用时,通过控制系统和外部传感器进行控制,实现自动运输和定位。其中:
14、所述控制系统用于控制所述直线模组的运动;接收与反馈直线模组上的激光传感器信号;控制所述驱动机构和第一电机的运动;接收与反馈所述外部传感器的信号,还可以实现与其它系统或上位机的通信和控制。
15、所述外部传感器包括与所述控制系统信号连接的第二激光传感器、第三激光传感器和两个激光测距仪,所述第二激光传感器、第三激光传感器安装在路侧,分别用于轨道平板车减速和停止;所述两个激光测距仪分别安装在路侧和轨道平板车前方的指定位置处,用于测量与构件的精确距离。
16、本实用新型基于实际生产需求研发,主要用于轨道交通大型构件的运输与精确定位。
17、与现有技术相比,本实用新型具有以下有益效果:
18、本实用新型的用于轨道交通大型构件自动运输定位小车采用电机驱动,集成了驱动机构、激光传感器、直线模组、主动滚轮、从动滚轮、支撑柱、激光测距仪等,能运输所有类型的弧形管片、轨道板以及其它同类构件。
19、本实用新型的小车与外部激光传感器联合使用,通过控制系统的控制能够实现轨道交通大型构件的自动运输与自动定位。
技术特征:
1.一种用于轨道交通大型构件自动运输定位的小车,其特征在于,包括轨道平板车、构件支撑机构、驱动机构、调节机构和激光测距仪,其中:
2.根据权利要求1所述的用于轨道交通大型构件自动运输定位的小车,其特征在于:还包括间隔安装在轨道平板车中部的两组小滚轮,用于支撑和运输小型的弧形构件或板型构件。
3.根据权利要求1或2所述的用于轨道交通大型构件自动运输定位的小车,其特征在于:所述驱动机构包括第二电机和减速机。
4.根据权利要求3所述的轨道交通大型构件自动运输定位的小车,其特征在于:所述支撑柱设置有6个,分别安装在所述轨道平板车的四角和两侧中间位置。
5.根据权利要求4所述的轨道交通大型构件自动运输定位的小车,其特征在于:所述轨道平板车长6m,宽2.5m,载重20吨。
技术总结
本技术公开了一种用于轨道交通大型构件自动运输定位的小车,包括轨道平板车、构件支撑机构、驱动机构、调节机构和激光测距仪,构件支撑机构安装在轨道平板车上,由至少四组滚轮以及可拆卸的多个支撑柱组成;驱动机构用于驱动轨道平板车移动;调节机构包括直线模组、第一激光传感器和第一电机,直线模组用于将激光传感器移动到指定位置处;激光传感器用于测量其与大型构件之间的垂直距离;第一电机用于驱动滚轮正向或反向转动,调节被支撑构件的位置;激光测距仪有两个,分别安装在轨道平板车的侧面和前部,用于测量与构件的精确距离。该装置与外部激光传感器联合使用,通过控制系统实现轨道交通大型构件的自动运输与自动定位。
技术研发人员:秦守鹏,洪江华,张冠军,杨云洋,谭兆,许磊,张云龙,薛骐,赵梦杰
受保护的技术使用者:中国铁路设计集团有限公司
技术研发日:20221215
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!