用于机动车辆的侧门槛部件的制作方法
1.本发明涉及用于机动车辆的侧门槛部件。
2.本发明还涉及包括这种侧门槛部件的车辆车身底部结构以及用于制造这种侧门槛部件的方法。
背景技术:
3.在车辆中,车辆车身底部结构包括也称为下侧门槛的两个侧门槛部件,侧门槛部件是在车辆的车门下方的车辆地板的两侧上沿着车辆的纵向方向延伸的车辆的外部部件。侧门槛部件作为车辆车身底部结构的加强元件布置在一个或更多个横梁的两侧。
4.在相对车辆发生侧面冲击的情况下,横梁布置成防止车辆舱室变形以保持地板面板的完整性,从而通过限制车辆乘客舱室中的任何类型的侵入来保护车辆的乘员。
5.侧面冲击在各种标准化撞击测试、比方说例如欧洲新车评估规程(euroncap)杆柱侧面冲击测试中进行了描述,在该测试中,车辆在其侧部受到在冲击时具有32km/h的相对初始速度的固定杆柱的冲击。另一项标准化侧面冲击测试是euroncap先进的欧洲可移动变形障碍物(ae
‑
mdb)侧面冲击,在该测试中,车辆在其侧部受到1300kg的标准化障碍物的撞击,该障碍物跨越车辆长度的一部分并且以50km/h的速度行进。
6.在这种侧面冲击的情况下,侧门槛部件可以布置成在横梁保持不变形的同时抵靠横梁被挤压以吸收部分冲击能量,以防止侵入车辆舱室中。
7.为此,侧门槛部件例如由中空管状部件形成,该中空管状部件在侧面冲击期间能够被挤压。为了提高能量吸收,可以在侧门槛部件的内容积的内部安置一个或更多个型材部件,型材部件布置成在侧面冲击期间被挤压以便耗散能量。
8.然而,在一些车辆中、特别是具有在车辆地板下方延伸的电池组的电动汽车中,必须极大地提高能量吸收,以防止电池组在侧面冲击期间被损坏。由于电池组及其保护框架的存在,如果车辆的重量增加,这种需求会进一步增加。事实上,增加的重量会导致车辆的动能上的增加,这又增加了在发生冲击情况下的能量吸收需求。
技术实现要素:
9.本发明的目的中的一个目的是提供一种在侧面冲击情况下在能量吸收方面优化的侧门槛部件。
10.为此,本发明涉及一种用于机动车辆的侧门槛部件,该侧门槛部件沿着大致纵向方向延伸,该侧门槛部件至少包括:
11.‑
外门槛构件和内门槛构件,该外门槛构件和内门槛构件由基本上刚性的材料制成并且在外门槛构件与内门槛构件之间限定外容积,外门槛构件包括至少一个内接触表面,并且内门槛构件包括至少一个外接触表面,内门槛构件的外接触表面的至少一部分与外门槛构件的内接触表面的至少一部分根据与纵向方向大致垂直的横向方向间隔开;
12.‑
外部型材部件,该外部型材部件与内门槛构件限定内容积,外部型材部件包括与
内门槛构件的内接触表面根据横向方向至少部分地间隔开的外接触表面;
13.‑
第一型材部件,该第一型材部件在外容积中延伸,第一型材部件包括应用为抵靠外门槛构件的内接触表面的至少一个外接触部分、与内门槛构件的外接触表面相对地延伸的至少一个内接触部分、以及沿着横向方向将外接触部分和内接触部分接合的至少一个接合壁,该第一型材部件具有在横向方向上的第一可挤压性,
14.‑
第二型材部件,该第二型材部件在内容积中延伸,第二型材部件包括应用为抵靠内门槛构件的内接触表面的至少一个外接触部分、与外部型材部件的外接触表面相对地延伸的至少一个内接触部分、以及沿着横向方向将外接触部分和内接触部分接合的至少一个接合壁,第二型材部件具有在横向方向上的次于第一可挤压性的第二可挤压性,
15.其中,外部型材部件具有在横向方向上的次于第二可挤压性的第三可挤压性。
16.根据本发明的侧门槛部件包括:第一型材部件,该第一型材部件具有较高的可挤压性并且在两个基本上刚性的构件之间延伸;以及第二型材部件,该第二型材部件具有较低可挤压性并且安置在基本上刚性的构件之间;以及外部型材部件,该外部型材部件具有甚至更低的可挤压性。这种布置允许精确地控制侧门槛部件在侧面冲击期间的行为。更具体地,由于这种布置,当相对于外门槛构件发生侧面冲击时,外门槛构件导致第一型材部件抵靠内门槛构件被挤压,并且随着冲击向内部扩散,然后内门槛构件导致第二型材部件抵靠外部型材部件被挤压,然后该外部型材部件抵靠车辆车身底部结构的其余部分被挤压。这种变形的顺序通过确保各型材部件在侧面冲击期间全部正确变形并因此吸收更多能量来优化能量吸收。
17.根据侧门槛部件的其他可选特征,单独考虑或根据任何可能的技术组合来考虑:
18.‑
第一型材部件包括:
19.‑
应用为抵靠外门槛构件的内接触表面(16)的至少一个上部外接触部分,
20.‑
将上部外接触部分接合至内接触部分的至少一个上部接合壁,
21.‑
应用为抵靠外门槛构件的内接触表面(16)的至少一个下部外接触部分,以及
22.‑
将下部外接触部分接合至内接触部分的至少一个下部接合壁;
23.‑
第一型材部件的上部外接触部分和下部外接触部分附接至外门槛构件的内接触表面;
24.‑
第二型材部件包括:
25.‑
应用为抵靠内门槛构件的内接触表面的至少一个上部外接触部分,
26.‑
与外部型材部件的外接触表面相对地延伸的至少一个上部内接触部分,
27.‑
将上部外接触部分接合至上部内接触部分的至少一个上部接合壁,
28.‑
应用为抵靠内门槛构件的内接触表面的至少一个中央外接触部分,
29.‑
将上部内接触部分(98)接合至中央外接触部分的至少一个第一中间接合壁;
30.‑
与外部型材部件的外接触表面相对地延伸的至少一个下部内接触部分,
31.‑
将中央外接触部分接合至下部内接触部分的至少一个第二中间接合壁,
32.‑
应用为抵靠内门槛构件的内接触表面的至少一个下部外接触部分,以及
33.‑
将下部内接触部分接合至下部外接触部分的至少一个下部接合壁;
34.‑
第二型材部件的上部外接触部分和下部外接触部分附接至内门槛构件的内接触表面;
35.‑
第二型材部件的中央外接触部分附接至内门槛构件的内接触表面;
36.‑
外门槛构件包括:
37.‑
应用为抵靠内门槛构件的外接触表面的至少一个上部内接触表面,
38.‑
与内门槛构件的外接触表面间隔开的至少一个中央内接触表面,
39.‑
将外门槛构件的上部内接触表面接合至中央内接触表面的至少一个上部接合壁,
40.‑
应用为抵靠内门槛构件的外接触表面的至少一个下部内接触表面,以及
41.‑
将外门槛构件的下部内接触表面接合至中央内接触表面的至少一个下部接合壁,
42.其中,外容积由外门槛构件的中央内接触表面、内门槛构件的外接触表面以及外门槛构件的上部接合壁和下部接合壁界定;
43.‑
外门槛构件的上部内接触表面和下部内接触表面附接至内门槛构件的外接触表面;
44.‑
外部型材部件包括:
45.‑
应用为抵靠内门槛构件的内接触表面的至少一个上部外接触表面,
46.‑
与内门槛构件的内接触表面间隔开的至少一个中央外接触表面,
47.‑
将外部型材部件的上部外接触表面接合至中央外接触表面的至少一个上部接合壁,
48.‑
应用为抵靠内门槛构件的内接触表面的至少一个下部外接触表面,以及
49.‑
将外部型材部件的下部外接触表面接合至中央外接触表面的至少一个下部接合壁,
50.其中,内容积由外部型材部件的中央外接触表面、内门槛构件的内接触表面以及外部型材部件的上部接合壁和下部接合壁界定;
51.‑
外部型材部件的上部外接触表面和下部外接触表面附接至内门槛构件的内接触表面;
52.‑
内门槛构件包括至少一个中央部分以及在中央部分的两侧延伸的一个上部部分和一个下部部分,内门槛构件的位于中央部分中的外接触表面与外门槛构件的内接触表面之间的距离比内门槛构件的位于上部部分和下部部分中的外接触表面与外门槛构件的内接触表面之间的距离大;
53.‑
外门槛构件和内门槛构件由具有大于1200mpa的抗拉强度的压制硬化钢部件制成;
54.‑
压制硬化钢的组成按重量百分比的方式包括:
55.‑
0.15%≤c≤0.5%,0.5%≤mn≤3%,0.1%≤si≤1%,0.005%≤cr≤1%,ti≤0.2%,al≤0.1%,s≤0.05%,p≤0.1%,b≤0.010%,其余为铁和因精制产生的不可避免的杂质;或者
56.‑
0.20%≤c≤0.25%,1.1%≤mn≤1.4%,0.15%≤si≤0.35%,≤cr≤0.30%,0.020%≤ti≤0.060%,0.020%≤al≤0.060%,s≤0.005%,p≤0.025%,0.002%≤b≤0.004%,其余为铁和因精制产生的不可避免的杂质;或者
57.‑
0.24%≤c≤0.38%,0.40%≤mn≤3%,0.10%≤si≤0.70%,0.015%≤al≤
0.070%,cr≤2%,0.25%≤ni≤2%,0.015%≤ti≤0.10%,nb≤0.060%,0.0005%≤b≤0.0040%,0.003%≤n≤0.010%,s≤0.005%,p≤0.025%,%,其余为铁和因精制产生的不可避免的杂质;
58.外门槛构件的厚度大致包括在1.2mm与1.6mm之间;
59.内门槛构件的厚度大致包括在0.8mm与1.2mm之间;
60.‑
外部型材部件、第一型材部件和第二型材部件由屈服强度包括在1200mpa与1700mpa之间且抗拉强度包括在1500mpa与1900mpa之间的完全马氏体钢制成;
61.‑
该完全马氏体钢的组成按重量百分比的方式包括:
62.‑
0.15%≤c≤0.5%;
63.‑
外部型材部件的屈服强度与厚度的乘积大于第二型材部件的屈服强度与厚度的乘积,第二型材部件的屈服强度与厚度的乘积大于第一型材部件的屈服强度与厚度的乘积;
64.‑
外部型材部件的厚度大于第二型材部件的厚度,第二型材部件的厚度大于第一型材部件的厚度;
65.‑
第一型材部件的厚度大致包括在0.8mm与1.2mm之间;
66.‑
第二型材部件的厚度大致包括在1.2mm与1.6mm之间;
67.‑
外部型材部件的厚度大致包括在1.6mm与2mm之间;
68.‑
第一型材部件的和/或第二型材部件的接合壁中的至少一者在至少两个不同平面中延伸。
69.根据另一方面,本发明涉及一种用于机动车辆的车辆车身底部结构,该车辆车身底部结构包括由基本上刚性的材料制成的至少一个横梁,横梁在两个如上所述的侧门槛部件之间沿横向方向延伸,侧门槛部件中的一个侧门槛部件的外部型材部件的内接触表面的一部分应用为抵靠横梁的横向端部中的一个横向端部,并且另一侧门槛部件的外部型材部件的内接触表面的一部分应用为抵靠横梁的另一横向端部。
70.根据车辆车身底部结构的其他可选特征,单独考虑或根据任何可能的技术组合来考虑:
71.‑
车辆车身底部结构还包括在两个侧门槛部件之间的横梁下方延伸的至少一个电池组保护框架,所述保护框架包括至少两个纵向的加强型材,所述加强型材中的一个加强型材与侧门槛部件中的一个侧门槛部件的外部型材部件的内接触表面的一部分相对地延伸,并且另一加强型材与另一侧门槛部件的外部型材部件的内接触表面的一部分相对地延伸;
72.‑
加强型材中的每个加强型材经由在所述加强型材与对应的侧门槛部件的所述外部型材部件之间延伸的连接部件附接至对应的侧门槛部件的外部型材部件;
73.‑
加强型材中的每个加强型材由至少一个辊轧成形钢板制成且包括沿纵向方向延伸的上部部分和下部部分,所述上部部分和所述下部部分各自具有由前壁、后壁、上部壁和下部壁限定的闭合横截面,上部壁和下部壁将前壁接合至后壁,其中,在上部部分的前壁与下部部分的后壁之间延伸的中央壁形成上部部分的下部壁和下部部分的上部壁两者;并且
74.‑
在电池组保护框架中接纳有用于电动车辆的至少一个电池单元。
75.根据另一方面,本发明涉及一种用于生产如上所述的侧门槛部件的方法,该方法
至少包括以下步骤:
76.‑
提供由基本上刚性的材料制成的外门槛构件和内门槛构件,
77.‑
提供第一型材部件、第二型材部件和外部型材部件,第一型材部件具有的在横向方向上的第一可挤压性大于第二型材部件的在横向方向上的第二可挤压性,第二可挤压性大于外部型材部件的在横向方向上的第三可挤压性,
78.‑
将外门槛构件、内门槛构件、第一型材部件、第二型材部件以及外部型材部件组装成使得外门槛构件和内门槛构件限定外容积,第一型材部件在外容积中延伸,并且使得内门槛构件和外部型材部件限定内容积,第二型材部件在内容积中延伸。
79.根据该方法的其他可选特征,单独考虑或根据任何可能的技术组合来考虑:
80.‑
外门槛构件和内门槛构件各自通过对拼接焊接钢坯进行热冲压而获得;
81.‑
第一型材部件、第二型材部件以及外部型材部件各自通过对钢板或钢卷进行辊轧成形而获得;
82.‑
组装步骤包括以下步骤:
83.‑
将第一型材部件附接至外门槛构件,
84.‑
将第二型材部件附接至内门槛构件,
85.‑
将外部型材部件附接至附接有第二型材部件的内门槛构件,
86.‑
将附接有第一型材部件的外门槛构件附接至附接有第二型材部件(88)和外部型材部件的内门槛构件;并且
87.‑
附接步骤是点焊步骤。
附图说明
88.本发明的其他方面和优点将在阅读以示例的方式提供并参照附图作出的以下描述后变得明显,在附图中:
89.‑
图1是包括侧门槛部件的机动车辆的侧视图,
90.‑
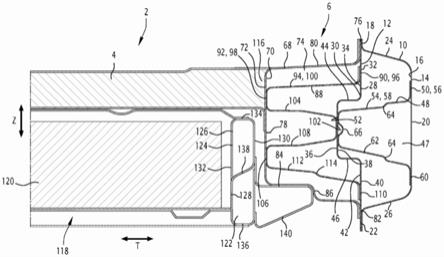
图2是包括根据本发明的侧门槛部件的车辆车身底部结构的一部分根据图1的轴线ii
‑
ii的横向横截面图,
91.‑
图3是根据本发明的侧门槛部件的分解立体图,以及
92.‑
图4和图5是图2的车辆车身底部结构在侧面冲击期间的横向横截面图。
具体实施方式
93.在说明书中,术语“纵向”根据机动车辆的前后方向、对应于车辆的长度而限定,术语“横向”根据机动车辆的左右方向、对应于车辆的宽度而限定,并且术语“高程”根据汽车的高度限定。术语“上部”和“下部”是相对于高程方向限定的。术语“内”相对于朝向车辆的内部指向的物件而限定,而术语“外”相对于朝向车辆的外部指向的物件而限定。
94.参照图1和图2,描述了机动车辆1,并且更具体地描述了在车辆的地板下方延伸的车辆车身底部结构2。
95.车辆车身底部结构2包括在沿着纵向方向l延伸的两个侧门槛部件6之间沿着横向方向t延伸的至少一个横梁4。如图1所示,侧门槛部件6形成在车辆的每一侧的门8下方延伸的外部部件。横梁4在车辆的位于车辆舱室下方的地板中沿着横向方向t延伸,并且例如形
成用于将至少一个车辆座椅附接在车辆舱室中的支承件。如随后将更详细地描述的,在发生侧面冲击的情况下,发生冲击的侧门槛部件6布置成被挤压并吸收能量,而横梁4布置成保持基本上不变形,以防止侵入车辆舱室中。
96.侧门槛部件6关于车辆的在纵向方向和高程方向上延伸的中央平面相对于彼此基本相同且对称。因此,现在将参照图2和图3仅详细描述侧门槛部件6中的一个侧门槛部件、更具体地是在车辆的右侧上延伸的侧门槛部件。
97.侧门槛部件6包括外门槛构件10和内门槛构件12,外门槛构件10和内门槛构件12各自由基本上刚性的材料制成并且沿着纵向方向l延伸。所谓刚性材料,是指具有高的机械阻力、需要大量的能量才能变形的材料。这种刚性材料例如具有大于1200mpa的抗拉强度。根据一个实施方式,外门槛构件10和内门槛构件12各自由抗拉强度大于1200mpa的压制硬化的钢部件制成。更具体地,根据各种实施方式,压制硬化钢的组成按重量百分比的方式包括:
98.‑
0.15%≤c≤0.5%,0.5%≤mn≤3%,0.1%≤si≤1%,0.005%≤cr≤1%,ti≤0.2%,al≤0.1%,s≤0.05%,p≤0.1%,b≤0.010%,其余为铁和因精制产生的不可避免的杂质;或者
99.‑
0.20%≤c≤0.25%,1.1%≤mn≤1.4%,0.15%≤si≤0.35%,≤cr≤0.30%,0.020%≤ti≤0.060%,0.020%≤al≤0.060%,s≤0.005%,p≤0.025%,0.002%≤b≤0.004%,其余为铁和因精制产生的不可避免的杂质;或者
100.‑
0.24%≤c≤0.38%,0.40%≤mn≤3%,0.10%≤si≤0.70%,0.015%≤al≤0.070%,cr≤2%,0.25%≤ni≤2%,0.015%≤ti≤0.10%,nb≤0.060%,0.0005%≤b≤0.0040%,0.003%≤n≤0.010%,s≤0.005%,p≤0.025%,%,其余为铁和因精制产生的不可避免的杂质。
101.压制硬化钢例如为外门槛构件10和内门槛构件12例如通过对拼接焊接钢坯热冲压而获得。
102.外门槛构件10包括朝向车辆的外部指向的外接触表面14以及朝向车辆的内部并且朝向内门槛构件12指向的内接触表面16。外接触表面14和内接触表面16形成外门槛构件10的相反面。外门槛构件10的厚度——被限定为将外接触表面14与内接触表面16分隔的距离——例如基本上包括在1.2mm与1.6mm之间,并且例如基本上等于1.4mm。
103.根据图2和图3中所示出的实施方式,外门槛构件10具有帽形横截面并且包括限定上部内接触表面18的上部部分、限定中央内接触表面20的中央部分以及限定下部内接触表面22的下部部分。上部部分和下部部分别通过上部接合壁24和下部接合壁26接合至中央部分。中央部分相对于上部部分和下部部分朝向外部突出,从而意味着将中央部分与内门槛构件12分隔的距离大于将上部部分和下部部分与内门槛构件12分隔的距离。如随后将描述的,外门槛构件10的上部内接触表面18和下部内接触表面22应用为抵靠内门槛构件12并附接至内门槛构件12,而中央内表面20与内门槛构件12根据横向方向t间隔开。
104.根据实施方式,在内门槛构件10的中央部分中朝向车辆的内部延伸有凹部。
105.如图3中所示,外门槛构件10例如是至少包括外门槛构件10和外a柱构件和外b柱构件的外门环构件27的一部分,外a柱构件和外b柱构件根据高程方向z延伸。如本身已知的,a柱和b柱在车辆的前门8的两侧延伸,a柱从外门槛构件10延伸至挡风玻璃,并且b柱从
外门槛构件10延伸至车辆的车顶,如图1中所示。
106.内门槛构件12包括朝向车辆的外部并朝向外门槛构件10指向的外接触表面28以及朝向车辆的内部指向的内接触表面30。外接触表面28和内接触表面30形成内门槛构件12的相反面。内门槛构件12的厚度——被限定为将外接触表面28与内接触表面30分隔的距离——例如基本上包括在0.8mm与1.2mm之间,并且例如基本上等于1mm。更一般地,内门槛构件12的厚度小于外门槛构件10的厚度,这使得内门槛构件12与外门槛构件10相比在横向方向t上更可变形或可挤压。
107.所谓“在横向方向t上更可变形或可挤压”,是指使一部件变形或挤压与使另一部件变形或挤压相比需要更少的能量。所谓“可挤压”,是指部件的当在该部件的接触表面中的一个接触表面上被施加力时在其自身上折叠的能力。当部件在力的作用下被挤压时,该部件会以与塑料瓶在该瓶的顶部与底部之间被施加压缩载荷时所表现的相同的方式折叠到该部件自身上。为此,部件的可挤压性由挤压该部件所需的必要的能量的量或必要的力的量来限定,随着必要的能量的量或必要的力减小,可挤压性更大。
108.作为变型,当外门槛构件10和内门槛构件12由不同的材料制成时,通过使内门槛构件12的屈服强度与厚度的乘积大于外门槛构件10的屈服强度与厚度的乘积,内门槛构件12在横向方向t上的可挤压性大于外门槛构件10在横向方向t上的可挤压性。
109.根据实施方式,内门槛构件12是基本上平的构件。然而,根据图2和图3中所示的优选实施方式,内门槛构件12具有帽形横截面并且包括限定上部外接触表面32和上部内接触表面34的上部部分、限定中央外接触表面36和中央内接触表面38的中央部分、以及限定下部外接触表面40和下部内接触表面42的下部部分。上部部分和下部部分分别通过上部接合壁44和下部接合壁46接合至中央部分。中央部分相对于上部部分和下部部分朝向内部突出,从而意味着将中央部分与外密封构件10分隔的距离大于将上部部分和下部部分与外密封构件10分隔的距离。
110.外门槛构件10的上部内接触表面18应用为抵靠内门槛构件12的上部外接触表面32并附接至内门槛构件12的上部外接触表面32,并且外门槛构件10的下部内接触表面22应用为抵靠内门槛构件12的下部外接触表面40并附接至内门槛构件12的下部外接触表面40。外门槛构件10与内门槛构件12的附接例如通过点焊步骤实现。
111.根据实施方式,根据高程方向测量的内门槛构件12的中央部分的高度小于外门槛构件10的中央部分的高度。
112.内门槛构件12例如是至少包括内门槛构件12和内a柱构件和内b柱构件的内门环构件的一部分。内门环构件和外门环构件27附接在一起以形成车辆的包括a柱和b柱的门环。
113.外门槛构件10和内门槛构件12在外门槛构件10与内门槛构件12之间限定有外容积47,外容积47由外门槛构件10的内接触表面16、由内门槛构件12的外接触表面28以及由外门槛构件10的接合壁24和接合壁26界定。外容积47的最大宽度——该最大宽度在横向方向t上测量并且对应于将外门槛构件10的中央内接触表面20与内门槛构件的中央外接触表面36分隔的距离——例如包括在70mm与110mm之间。
114.在外容积47内部于外门槛构件10的内接触表面16与内门槛构件12的外接触表面28之间根据纵向方向l延伸有第一型材部件48。
115.第一型材部件48包括应用为抵靠外门槛构件10的内接触表面16的外接触部分50以及与内门槛构件12的外接触表面28相对地并在内门槛构件12的外接触表面28附近延伸的内接触部分52。至少一个接合壁54将外接触部分50接合至内接触部分52。
116.所谓“与
……
相对地并在
……
附近”,指的是将第一型材部件48的内接触部分52与内门槛构件12的外接触表面28分隔的距离包括在0mm与5mm之间。应当注意的是,提供该空间是为了考虑制造公差,并且第一型材部件48的内接触部分52能够与内门槛构件12的外接触表面28接触。因此,接合壁54在横向方向t上延伸通过几乎整个外容积47。
117.第一型材部件48包括形成第一型材部件48的相反面的外接触表面和内接触表面:该外接触表面应用为在外接触部分50中抵靠外门槛构件10的内接触表面16,并且该内接触表面在内接触部分52中与内门槛构件12的外接触表面28相对地延伸。
118.根据图1和图2中所示出的实施方式,第一型材部件48具有帽形横截面并且包括:
119.‑
上部外接触部分56,其中,第一型材部件48的外接触表面应用为抵靠外门槛构件10的内接触表面16、更具体地抵靠外门槛构件10的中央内接触表面20,
120.‑
将上部外接触部分56接合至内接触部分52的上部接合壁58,
121.‑
下部外接触部分60,其中,第一型材部件48的外接触表面应用为抵靠外门槛构件10的内接触表面16、更具体地抵靠外门槛构件10的中央内接触表面20,
122.‑
将下部外接触部分60接合至内接触部分52的下部接合壁62。
123.第一型材部件48的内接触部分52与内门槛构件12的中央外接触表面36相对地并在内门槛构件12的中央外接触表面36附近延伸。
124.根据实施方式,上部接触部分56附接至外门槛构件10的内接触表面16,并且下部接触部分60附接至外门槛构件10的内接触表面16。例如,如图2中所示,第一型材部件48的上部接触部分56和下部接触部分60在凹部的两侧附接至外门槛构件10的内接触表面16。该附接例如通过点焊来实现。
125.上部接合壁58和下部接合壁62在内接触部分52的两侧根据高程方向延伸。根据实施方式,上部接合壁58和下部接合壁62从内接触部分52到上接触部分56和下接触部分60彼此叉开,从而意味着上部接合壁58和下部接合壁60与横向方向t形成非零的角度。
126.根据实施方式,上部接合壁58和/或下部接合壁62在至少两个不同的平面中延伸,从而意味着在上部接合壁58和/或下部接合壁62中形成有阶状部64。阶状部64布置成使得上部接合壁58和/或下部接合壁62各自在两个不同的平面中延伸,每个平面基本上沿着横向方向t延伸,这两个平面在高程方向z上的不同高度处延伸。
127.根据实施方式,内接触部分52包括朝向外门槛构件10的内中央接触表面20延伸的凹部66,从而意味着第一型材部件48的内接触部分52延伸成在凹部66周围比在凹部66中更接近于内门槛构件12的中央外接触表面36。
128.侧门槛部件6还包括在内门槛部件12与横梁4之间沿纵向方向l延伸的外部型材部件68。
129.外部型材部件68包括形成外部型材部分68的相反面的内接触表面70和外接触表面72。外接触表面68与内门槛构件12的内接触表面30至少部分地间隔开,以在外部型材部件68与内门槛构件12之间限定内容积74。
130.根据图2和图3中所示出的实施方式,外部型材部件68也具有帽形横截面并且包
括:
131.‑
上部部分,其中,上部外接触表面76应用为抵靠内门槛构件12的内接触表面30、并且更具体地抵靠内门槛构件12的上部内接触表面34,
132.‑
中央部分,其中,中央外接触表面78与内门槛构件12的内接触表面30间隔开,
133.‑
将上部外接触表面76接合至中央外接触表面78的上部接合壁80,
134.‑
下部部分,其中,下部外接触表面82应用为抵靠内门槛构件12的内接触表面30、并且更具体地抵靠内门槛构件12的下部内接触表面42,
135.‑
将下部外接触表面82接合至中央外接触表面78的下部接合壁84。
136.根据实施方式,外部型材部件68的上部部分附接至内门槛构件12的上部内接触表面34,并且外部型材部件68的下部部分附接至内门槛构件12的下部内接触表面42。内门槛构件12的上部部分与外门槛构件10的上部部分以及与外部型材部件68的上部部分之间的附接例如通过将这三个层点焊在一起而实现。同样地,内门槛构件12的下部部分与外门槛构件10的下部部分以及与外部型材部件68的下部部分之间的附接例如通过将这三个层点焊在一起而实现。
137.上部接合壁80和下部接合壁84基本上根据横向方向t延伸。
138.根据实施方式,外部型材部件68的下部接合壁84包括阶状部86,阶状部86将下部接合壁84的邻近中央部分的部分与下部接合壁84的邻近外部型材部件68的下部部分的部分分隔开,并且阶状部86布置成使得下部接合壁84在两个平面中延伸,这两个平面各自基本上沿横向方向t延伸并且各自在根据高程方向z的不同高度处延伸。随后将描述阶状部86的功能和下部接合壁84的邻近中央部分的部分的功能。
139.根据图2和图3中所示出的实施方式,外部型材部件68的中央部分的高度大于内门槛构件12的中央部分的高度并且基本上等于或稍微大于外门槛构件10的中央部分的高度。
140.内容积74由内门槛构件12的内接触表面30、由外部型材部件68的外接触表面72以及由外部型材部件68的接合壁80和接合壁84界定。内容积74的宽度——该宽度在横向方向t上测量并且与将内门槛构件12的中央内接触表面38与外部型材部件68的中央外接触表面78分隔的距离相对应——例如包括在70mm与110mm之间。
141.因此,外容积47在横向方向t上的宽度相当于侧门槛部件6在横向方向t上的总宽度的40%至60%之间,该总宽度为约180mm,内容积74的宽度相当于该总宽度的剩余部分。
142.在内容积74内部于内门槛构件12的内接触表面30与外部型材部件68的外接触表面72之间根据纵向方向l延伸有第二型材部件88。
143.第二型材部件88包括应用为抵靠内门槛构件12的内接触表面30的外接触部分90以及与外部型材部件68的外接触表面72相对地并在外部型材部件68的外接触表面72附近延伸的内接触部分92。至少一个接合壁94将外接触部分90接合至内接触部分92。
144.所谓“与
……
相对地并在
……
附近”,是指将第二型材部件88的内接触部分92与外部型材部件68的外接触表面72分隔的距离基本上包括在0mm与0.5mm之间。应当注意的是,提供该空间是为了考虑制造公差,并且第二型材部件88的内接触部分92能够与外部型材部件68的外接触表面72接触。因此,接合壁94在横向方向t上延伸通过几乎整个内容积74。
145.第二型材部件88包括形成第二型材部件88的相反面的外接触表面和内接触表面:该外接触表面应用为在外接触部分90中抵靠内门槛构件12的内接触表面30,并且该内接触
表面在内接触部分92中与外部型材部件68的外接触表面72相对地延伸。
146.根据图1和图2中所示出的实施方式,第二型材部件88具有w形横截面并且包括:
147.‑
上部外接触部分96,其中,外接触表面应用为抵靠内门槛构件12的内接触表面30、并且更具体地抵靠内门槛构件12的上部内接触表面34,
148.‑
上部内接触部分98,其中,内接触表面与外部型材部件68的外接触表面70相对地延伸、并且更具体地与外部型材部件68的中央外接触表面78相对地延伸,
149.‑
将上部外接触部分96接合至上部内接触部分98的上部接合壁100,
150.‑
应用为抵靠内门槛构件12的内接触表面30、并且更具体地抵靠内门槛构件12的中央内接触表面38中央外接触部分102,
151.‑
将上部内接触部分98接合至中央外接触部分102的第一中间接合壁104,
152.‑
与外部型材部件68的外接触表面70相对地延伸、并且更具体地与外部型材部件68的中央外接触表面78相对地延伸的下部内接触部分106,
153.‑
将中央外接触部分102接合至下部内接触部分106的第二中间接合壁108,
154.‑
应用为抵靠内门槛构件12的内接触表面30、并且更具体地抵靠内门槛构件12的下部内接触表面42下部外接触部分110,
155.‑
将下部内接触部分106接合至下部外接触部分110的下部接合壁112。
156.根据实施方式,上部外接触部分96附接至内门槛构件12的内接触表面30,并且下部外接触部分110附接至内门槛构件12的内接触表面30。根据实施方式,中央外接触部分102也附接至内门槛构件12的内接触表面30。
157.上部接合壁100在将外部型材部件68的中央外接触表面78与内门槛构件12的上部内接触表面34分隔的空间中基本上沿着横向方向t延伸,并且下部接合壁112在将外部型材部件68的中央外接触表面78与内门槛构件12的下部内接触表面42分隔的空间中基本上沿着横向方向t延伸。第一中间接合壁104和第二中间接合壁108两者均在将外部型材部件68的中央外接触表面78与内门槛构件12的中央内接触表面38分隔的空间中基本上沿横向方向t延伸。换句话说,第一中间接合壁104和第二中间接合壁108的在横向方向上测量的宽度小于上部接合壁100和下部接合壁112的宽度。
158.根据实施方式,上部接合壁100和下部接合壁112中的至少一者在至少两个平面中延伸,从而意味着在上部接合壁100和/或下部接合壁112中形成有阶状部114。阶状部114布置成使得上部接合壁100和/或下部接合壁112各自在两个不同的平面中延伸,这两个不同的平面各自基本上沿着横向方向t延伸,这两个平面在高程方向z上的不同高度处延伸。
159.第一型材部件48在横向方向t上具有第一可挤压性,第二型材部件88在横向方向t上具有第二可挤压性,并且外部型材部件68在横向方向t上具有第三可挤压性。第一型材部件48、第二型材部件88和外部型材部件68布置成使得第一可挤压性大于第二可挤压性,第二可挤压性大于第三可挤压性。换句话说,在横向方向t上挤压第一型材部件48比挤压第二型材部件88需要更少的能量,在横向方向t上挤压第二型材部件88比挤压外部型材部件68需要更少的能量。此外,第一可挤压性、第二可挤压性和第三可挤压性都大于外门槛构件10在横向方向t上的可挤压性,并且大于内门槛构件12在横向方向t上的可挤压性。
160.根据实施方式,第一外部型材部件48、第二外部型材部件88和外部型材部件68都由相同的材料制成,该材料是具有包括在1200mpa与1700mpa之间的屈服强度和包括在
1500mpa与1900mpa之间的抗拉强度的完全马氏体钢。根据实施方式,完全马氏体钢的成分按重量百分比的方式包括:0.15%≤c≤0.5%。这种完全马氏体钢例如是1500或1700。这种马氏体钢是在通过仿形的容易成型工艺、机械性能与重量减轻之间的良好折衷。该材料可以是未涂覆的或经涂覆的,例如通过任何合适的工艺比如热浸涂覆、电沉积、真空涂覆进行镀锌退火或镀锌。第一型材部件48、第二型材部件88和外部型材部件68例如各自通过对钢板或钢卷进行辊轧成形而获得。
161.根据该实施方式,第一型材部件48、第二型材部件88与外部型材部件68在横向方向t上的可挤压性之间的差异通过改变这些型材部件的厚度而实现。型材部件的厚度由使该型材部件的外接触表面与该型材部件的内接触表面分隔的距离来限定。为了获得低于第一可挤压性的第二可挤压性以及低于第二可挤压性的第三可挤压性,外部型材部68的厚度大于第二型材部件88的厚度并且第二型材部件88的厚度大于第一型材部件48的厚度。
162.根据实施方式,第一型材部件48的厚度基本上包括在0.8mm与1.2mm之间,并且例如等于1mm。根据实施方式,第二型材部件88的厚度基本上包括在1.2mm与1.6mm之间,并且例如等于1.4mm。根据实施方式,外部型材部件68的厚度基本上包括在1.6mm与2mm之间,并且例如等于1.8mm。
163.作为变型,当第一型材部件48、第二型材部件88和外部型材部件68由不同的材料制成时,横向方向t上的第一可挤压性、第二可挤压性和第三可挤压性通过使外部型材部件68的屈服强度与厚度的乘积大于第二型材部件88的屈服强度与厚度的乘积并且通过使第二型材部件88的屈服强度与厚度的乘积大于第一型材部件48的屈服强度与厚度的乘积而得到。
164.根据实施方式,侧门槛部件6还包括在外门槛部件10上方朝向外部延伸并且将侧门槛部件6的其余部分从外部隐藏起来的覆盖部件。换句话说,当侧门槛部件6被安装在车辆上时,覆盖部件形成侧门槛部件6的可见部分。覆盖部件具有美学功能而不是结构功能,并因此能够被选择成在无需特别的结构特征的情况下赋予侧门槛部件6令人满意的外观,以使侧门槛部件6在侧面冲击期间如所希望的那样表现。
165.现在将描述用于制造上面所描述的侧门槛部件6的方法。
166.如先前所描述的,内门槛构件10和外门槛构件12例如各自通过对拼接焊接钢坯进行热冲压而获得,并且第一型材部件48、第二型材部件88和外部型材部件68各自通过对钢板或钢卷进行辊轧成形而获得。
167.在将内门槛构件12与外门槛构件10组装之前,例如通过以下方式将第一型材部件48附接至外门槛构件10:将第一型材部件48的上部接触部分56点焊至外门槛构件10的内接触表面16并且将第一型材部件48的下部接触部分60点焊至外门槛构件10的内接触表面16。
168.此外,在将内门槛构件12与外门槛构件10组装之前,例如通过以下方式将第二型材部件88附接至内门槛部件12:将第二型材部件88的上部外接触部分96点焊至内门槛构件12的内接触表面30、将第二型材部件88的下部外接触部分110点焊至内门槛构件12的内接触表面30并且将第二型材部件88的中央外接触部分102点焊至内门槛构件12的内接触表面30。一旦将第二型材部件88附接至内门槛构件12,就例如通过以下方式将外部型材部件68附接至内门槛构件12:将外部型材部件68的上部部分点焊至内门槛构件12的上部内接触表
面34并且将外部型材部件68的下部部分点焊至内门槛构件12的下部内接触表面42。
169.然后,例如通过以下方式将附接有第二型材部件88和外部型材部件68的内门槛构件12附接至附接有第一型材部件48的外门槛构件10:将外门槛构件10的上部内接触表面18点焊至内门槛构件12的上部外接触表面32以及将外门槛构件10的下部内接触表面22附接至内门槛构件12的下部外接触表面44。
170.根据实施方式,在将外部型材部件68附接至附接有第二型材部件88的内门槛构件12之前,首先将外部型材部件68附接至横梁4并且附接至车辆车身底部结构的其余部分,现在将对车辆车身底部结构进行描述。
171.如先前所描述,横梁4是在侧面冲击期间基本上不变形的部件。为此,横梁4由刚性材料、比如具有大于1200mpa的抗拉强度的压制硬化钢部件制成。根据实施方式,横梁4由制成。
172.横梁4在两个横向端部116之间延伸,每个横向端部都应用为抵靠如上面所描述的一个侧门槛部件6。更具体地,如图2中所示,横向端部116中的一个横向端部应用为抵靠右侧门槛部件6的外部型材部件68的内接触表面72的一部分,并且另一横向端部(未示出)应用为抵靠左侧门槛部件(未示出)的外部型材部件的内接触表面的一部分。车辆车身底部结构可以包括在两个侧门槛部件6之间延伸的多于一个的横梁4。
173.根据实施方式,其中,机动车辆更具体地为由电池组118供给电力的电动机动车辆,车辆车身底部还包括该电池组118。如本身已知的,电池组118包括保护框架122和至少一个电池单元120。
174.如图2中所示,电池组118在侧门槛部件6之间于横梁4下方延伸。保护框架122包括至少两个纵向加强型材124,每个纵向加强型材124与侧门槛部件6中的一个侧门槛部件相对地并在这个侧门槛部件附近延伸。加强型材124关于车辆的在纵向方向和高程方向上延伸的中央平面相对于彼此基本相同且对称,本文中将仅对一个加强型材124进行详细描述。
175.加强型材124与外部型材部件68的内接触表面72的一部分相对地并在外部型材部件68的内接触表面72的这部分附近延伸,横梁4抵靠在内接触表面72的这部分下方附接。
176.加强型材124具有8字形横截面,并且包括在纵向方向上延伸的上部部分126和下部部分128,上部部分126和下部部分128各自具有由前壁130、后壁132、上部壁134和下部壁136限定的闭合横截面。上部壁134和下部壁136将前壁130接合至后壁132。中央壁138在上部部分126的前壁130与下部部分128的后壁132之间延伸,并且形成上部部分126的下部壁和下部部分128的上部壁两者。
177.前壁130与外部型材部件68的内接触表面72相对地延伸,并且,所谓“加强型材124在外部型材部件68的内接触表面72附近延伸”,是指前壁130与内接触表面72之间的距离基本上包括在1mm与5mm之间。
178.前壁130和后壁132基本上平行于外部部件68的内接触表面72,而上部壁134和下部壁136基本上垂直于前壁130以及后壁132。换句话说,上部壁134和下部壁136基本上沿着纵向方向l和横向方向t延伸。然而,根据图2中所示出的实施方式,中央壁138相对于横向方向t稍微地倾斜。
179.加强型材124例如由至少一个辊轧成形的钢板制成,钢板弯曲在其自身上并闭合以限定上述的8字形横截面。加强型材124的材料和形状布置成使得加强型材124在侧面冲
击的情况下保持基本上不变形。
180.加强型材124例如通过在加强型材124与外部型材部件68之间延伸的连接部件140而附接至外部型材部件68。连接部件140例如由下述l形型材形成:该l形型材通过其竖向壁附接至加强型材124的前壁130并且通过其水平壁附接至外部型材部件68的下部接合壁84。更具体地,连接部件140例如被接纳成抵靠下部接合壁84的与外部型材部件68的中央部分邻近的部分并且抵靠形成在下部接合壁84中的阶状部86。连接部件140布置在加强型材124的前壁130与外部型材部件68之间使得保护框架122能够附接至侧门槛部件6而同时在电池组118的底部与车辆运行的地面之间保持足够的间隙。
181.现在将参考图4和图5描述如上面所描述的车辆车身底部结构2在发生侧面冲击的情况下的行为。
182.如先前所描述,侧面冲击可以经由各种标准化的撞击测试、比方说例如经由欧洲新车评估规程(euroncap)杆柱侧面冲击来模拟,其中,车辆在其侧面受到在冲击时具有的相对初始速度为32km/h的固定杆柱冲击。另一项标准化的侧面冲击测试是euroncap先进的欧洲可移动变形障碍物(ae
‑
mdb)侧面冲击,其中,车辆在其侧面被跨越长度的一部分、以50km/h的速度行进的1300kg的标准化障碍物冲击。
183.在发生侧面冲击的情况下,杆柱142冲击车辆的侧面中的一个侧面,并且根据横向方向t施加朝向车辆的内部定向的力。
184.当杆柱142冲击外门槛构件10时,外门槛构件10通过使第一型材部件48的接合壁58和接合壁62在外接触部分50与内接触部分52之间折叠而将第一型材部件48抵靠内门槛构件12的外接触表面28挤压,如图4中所示。接合壁58和接合壁62的折叠允许吸收由于侧面冲击引起的部分能量。此外,由于外门槛构件10的帽形横截面和内门槛构件12的帽形横截面,外容积47的尺寸可以增加,这允许增加接合壁58和接合壁62在横向方向t上的宽度,从而提高在接合壁58和接合壁62折叠期间实现的能量吸收。应当注意的是,形成在接合壁58和/或接合壁62中的阶状部64用作对接合壁的折叠的导引装置并且允许通过确保接合壁的令人满意的折叠模式来优化接合壁的能量吸收。
185.由于第一型材部件48的可挤压性大于外门槛构件10的可挤压性和内门槛构件12的可挤压性,因此确保了第一型材部件48在内容积74随着侧面冲击朝向横梁4扩散而被挤压之前被完全挤压。
186.由于如前所述的侧门槛部件6的各个部件的可挤压性上的差异,因此,一旦第一型材部件48被挤压,则也抵靠内门槛构件12被挤压的外门槛构件10以及内门槛构件12作用在第二型材部件88上,第二型材部件88抵靠外部型材部件68的外接触表面70被挤压。应当注意的是,当存在形成在外门槛构件10的中央部分中的凹部时,该形成在外门槛构件10的中央部分中的凹部和形成在第一型材部件48的中央部分中的凹部66也用作用于外门槛构件10的变形和第一型材部件48的变形的导引装置,外门槛构件10在被挤压时也吸收能量。
187.当第二型材部件88被挤压时,接合壁94在外接触部分90与内接触部分92之间被挤压。更具体地,上部接合壁100、第一中间接合壁104和第二中间接合壁108以及下部接合壁112折叠在自身上从而吸收能量。对于第一型材部件48,形成在接合壁中的阶状部114用作用于接合壁的折叠的导引装置,从而提高能量吸收。由于内门槛构件12的帽形和第二型材部件88的w形,上部接合壁100和下部接合壁112的宽度可以相对于第一中间接合壁104和第
二中间接合壁108的宽度增加,从而也优化了第二型材部件88的能量吸收能力。
188.由于外部型材部件68抵靠在侧面冲击期间基本不变形的至少一个横梁4延伸,因此,当侧面冲击朝向车辆的内部扩散时,外部型材部件68也抵靠横梁4被挤压。由于第二型材部件88的可挤压性比外部型材部件68的可挤压性大,然而确保的是,第二型材部件88在外部型材部件68也被完全挤压之前被完全挤压,从而优化侧门槛部件6的能量吸收,如图5中所示。
189.连接部件140还可以布置成在外部型材部件68的挤压期间吸收能量。这种能量吸收通过连接部件140抵靠保护框架122的加强型材124挤压而发生,保护框架122的加强型材124在侧面冲击期间保持基本不变形,如前所述并且如图5中所示。
190.由于侧门槛部件6的各部件具有不同的可挤压性,因此在侧面冲击期间发生了优化的变形或挤压顺序,从而优化了侧门槛部件6的能量吸收能力。如先前所提及的,该挤压顺序大致包括在如图5中所示的内容积74的完全挤压之前的如图4中所示的外容积47的完全挤压。
191.当侧门槛部件6被完全挤压时,由于横梁4,防止了杆柱142侵入车辆舱室中。此外,由于保护框架122的加强型材124,也防止了对电池单元120的损坏。
192.应当理解的是,第一型材部件48的形状和第二型材部件88的形状是作为示例给出的,并且可以对第一型材部件48的形状和第二型材部件88的形状进行修改,特别是为了增加延伸穿过外容积和内容积的接合壁的数目以进一步改善侧面冲击期间的能量吸收而进行修改。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1