一种车架及车辆的制作方法
1.本技术涉及车辆部件技术领域,更具体的涉及一种车架及车辆。
背景技术:
2.在车架设计时,通常设计成封闭的腔体,以提供足够的强度和刚度。目前设备面临大型化、轻量化的挑战。如何使在相同的腔体截面承受更大的载荷,亦或是在相同的载荷下,使结构件的重量更轻。通常做法有:一、采用高一等级的钢材使结构轻量化。二、结构件上局部大应力处贴板增强,降低应力值。设计比较理想的方法是:将单一腔体分割成多个小腔体,能有效的提高载荷、降低结构件重量。
3.而在不改变钢材等级的前提下,在封闭腔体内增加横向、纵向的加强筋,形成多腔体,是提高强度和刚度的理想方法。但是由于为了形成多腔体,而采用多条横向、纵向的加强筋,导致焊接工作量增加,且对焊接工艺有更大的要求,容易产生焊接缺陷。
4.因此,设计一种能够满足强度、刚度要求且焊接容易并可靠的车架,是本领域技术人员函待解决的问题。
技术实现要素:
5.本技术提供一种能够满足强度、刚度要求且焊接容易并可靠的车架,解决为了形成多腔体,而采用多条横向、纵向的加强筋,导致焊接工作量增加,且对焊接工艺有更大的要求,容易产生焊接缺陷的问题。
6.本技术提供的技术方案如下:
7.一种车架,包括底板、内圈立板、中间筋板、盖板、外围立板及外围封板;
8.所述底板、所述内圈立板及所述中间筋板彼此焊接,组成第一焊接组件;
9.所述盖板与所述第一焊接组件焊接,组成第二焊接组件;
10.所述外围立板逐个与所述第二焊接组件焊接,组成第三焊接组件;
11.所述外围封板与所述第三焊接组件焊接;
12.其中所述中间筋板合并成若干个折弯筋板。
13.优选的,所述折弯筋板之间侧面搭接。
14.优选的,所述折弯筋板之间的搭接处采用焊缝错位焊接。
15.优选的,所述中间筋板为多条横向加强筋和多条纵向加强筋构成。
16.优选的,还包括设置在所述内圈立板内的中心筋板,所述中心筋板两端分别与所述内圈立板焊接。
17.优选的,所述中心筋板合并成若干个中心折弯筋板。
18.优选的,所述中心折弯筋板之间侧面搭接,且搭接处采用焊缝错位焊接。
19.一种车辆,包括如上述任一所述的车架。
20.本实用新型提供的车架,先放置底板,以底板作为基础焊接件,根据预定方向焊接处于初始方向位置的其它零件,然后盖板,再根据预定方向依次焊接处于终点方向位置的
其它零件,直到收口形成多腔体焊接车架。而中间筋板合并成若干个折弯筋板,减少焊缝,提高结构件质量,提高效率,且能有效的提高结构件的承载能力。在载荷不变的条件下,能有效的降低结构件重量。解决为了形成多腔体,而采用多条横向、纵向的加强筋,导致焊接工作量增加,且对焊接工艺有更大的要求,容易产生焊接缺陷的问题。
附图说明
21.为了更清楚地说明本技术实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
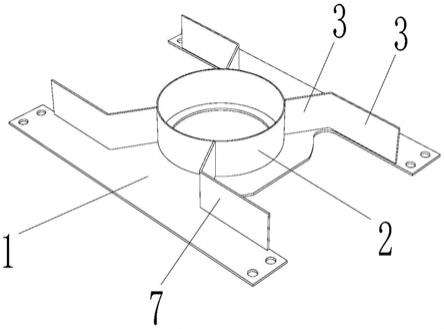
22.图1为本实用新型实施例提供的车架的结构示意图;
23.图2为本实用新型实施例提供的车架的结构示意图;
24.图3为本实用新型实施例提供的车架的结构示意图。
具体实施方式
25.为了使本领域的技术人员更好地理解本技术中的技术方案,下面将对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本技术的一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
26.须知,本说明书附图所绘示的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本技术可实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本技术所能产生的功效及所能达成的目的下,均应仍落在本技术所揭示的技术内容得能涵盖的范围内。
27.本实用新型实施例采用递进的方式撰写。
28.本实施例公开了一种车架,如图1至图3所示,包括底板1、内圈立板2、中间筋板3、盖板4、外围立板5及外围封板6;
29.底板1、内圈立板2及中间筋板3彼此焊接,组成第一焊接组件;
30.盖板4与第一焊接组件焊接,组成第二焊接组件;
31.外围立板5逐个与第二焊接组件焊接,组成第三焊接组件;
32.外围封板6与第三焊接组件焊接;
33.其中中间筋板3合并成若干个折弯筋板7。
34.在实际运用中,首先将内圈立板2的底部焊接在底板1的上端面,以内圈立板2为焊接基础,将中间筋板3的一侧与内圈立板2焊接,而中间筋板3的底部焊接在底板1的上端面,从而形成了第一焊接组件,然后将盖板4底部与第一焊接组件的上端面焊接,形成第二焊接组件,而外围立板5则逐个焊接在第二焊接组件上,对多腔结构形成一定的封闭效果后,形成第三焊接组件,最后再将外围封板6焊接在第三组件上,形成车架整体的封闭。
35.而中间筋板3合并成若干个折弯筋板7,有效的减少了零件数量,减少了焊缝数量,提高了工作效率和结构件质量,且能有效的提高结构件的承载能力。在载荷不变的条件下,
能有效的降低结构件重量。
36.本实用新型提供的车架,先放置底板1,以底板1作为基础焊接件,根据预定方向焊接处于初始方向位置的其它零件,然后盖板4,再根据预定方向依次焊接处于终点方向位置的其它零件,直到收口形成多腔体焊接车架。而中间筋板3合并成若干个折弯筋板7,减少焊缝,提高结构件质量,提高效率,且能有效的提高结构件的承载能力。在载荷不变的条件下,能有效的降低结构件重量。解决为了形成多腔体,而采用多条横向、纵向的加强筋,导致焊接工作量增加,且对焊接工艺有更大的要求,容易产生焊接缺陷的问题。
37.优选的,折弯筋板7之间侧面搭接。
38.将各个折弯筋板7之间采用侧面搭接的方式连接,即搭接处两块折弯筋板7同时承力,相对原来设计的单板承力,能有效提高结构局部的强度、刚度。
39.优选的,折弯筋板7之间的搭接处采用焊缝错位焊接,能有效的避免十字相交的焊缝,避免应力集中。
40.优选的,中间筋板3为多条横向加强筋和多条纵向加强筋构成。
41.在实际运用中,多条横向加强筋和多条纵向加强筋可以采用分层构造,也可以采用交叉构造,其数量比例也可以根据实际需要进行选择。
42.优选的,还包括设置在内圈立板2内的中心筋板,中心筋板两端分别与内圈立板2焊接。
43.增加内圈立板2内的中心筋板,能够进一步提高整体的强度和刚度,但是需要在成本提高和结构增强这两者之间选择一个合适的尺度。
44.优选的,中心筋板合并成若干个中心折弯筋板。
45.与之前的中间筋板3类似,增加的中心筋板也合成为折弯结构,形成多个中心折弯筋板7,减少焊缝,提高结构件质量,提高效率,且能有效的提高结构件的承载能力。
46.优选的,中心折弯筋板之间侧面搭接,且搭接处采用焊缝错位焊接。
47.同样,将各个中心折弯筋板之间采用侧面搭接的方式连接,即搭接处两块折弯筋板同时承力,能有效提高结构局部的强度、刚度。以错位搭接的方式组对、焊接,能有效的避免十字、丁字焊缝,降低焊接产生的集中应力。
48.一种车辆,包括如上述任一所述的车架,包含上述任一车架所能实现的技术效果,具体结构及效果在此不再累述。
49.在本技术所提供的几个实施例中,需要说明的是,当元件被称为“固定于”或“设置于”另一个元件上,它可以直接在另一个元件上或者间接设置在另一个元件上;当一个元件被称为是“连接于”另一个元件,它可以是直接连接到另一个元件或间接连接至另一个元件上。
50.需要理解的是,术语“长度”、“宽度”、“上”、下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。
51.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本技术的描述中,“多个”、“若干个”的含义是两个或
两个以上,除非另有明确具体的限定。
52.须知,本说明书附图所绘示的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本技术可实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本技术所能产生的功效及所能达成的目的下,均应仍落在本技术所揭示的技术内容得能涵盖的范围内。
53.上述实施例对本技术公开的一种车架和车辆进行了说明,对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本实用新型。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本实用新型的精神或范围的情况下,在其它实施例中实现。因此,本实用新型将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1