机动车辆的车身板件的制作方法
1.本实用新型涉及旨在固定在机动车辆白车身上的机动车辆的车身板件。
背景技术:
2.某些车身板件、例如车顶板件旨在固定在车辆的白车身上。这些板件中某些可由板材或铝制成并固定在钢制的车辆白车身上。实际上,无论是从设计角度还是从两个元件之间固定的角度,更简单且经济的是用与白车身相同的材料制造板件。
3.然而,出于某些原因,例如需要对例如雷达或am、fm、dab类型的通讯的波发射部件发射的波的通透性(即被入射波通量穿过的材料传输穿过它的超过90%的波通量的能力),对用于制造车身板件的材料的选择可能有限制。例如,当车身板件旨在被设置于机动车辆上的天线发射和/或接收的波穿过时,不能用板材或铝来制造车身板件。
4.由此,可能需要用塑料来制造固定在机动车辆白车身上的车身板件。
5.然而,例如如果车身板件由塑料制成,这种材料的变化可能会导致获得这样的白车身/车身板件组件:其中,两个元件中的每一个都由具有相互非常不同的线性热膨胀系数(或clte,即英文的“coefficient of linear thermal expansion”)的材料制成。例如,称作“low clte”的塑料的线性热膨胀系数是钢的线性热膨胀系数的三至四倍。“线性热膨胀系数”指描述材料的根据所述材料的温度的长度改变或膨胀的参数。
6.实际上,塑料材料的这个系数比通常用于车辆车身结构的金属高得多,这导致塑料材料的膨胀比钢或铝大得多。这些热机械表现差异在温度升高的情况下、尤其是暴露于日光的情况下,引起板件之间的膨胀差异,这导致胶带内非常大的应力(甚至损坏胶合剂粘合)。胶带的变形则可能会不足以吸收这些膨胀差异。这可能会导致车身板件的变形,尤其当板件是经常暴露于日光下的车顶板件时,特别是在机动车辆的纵向和横向方向上(分别是沿机动车辆常规方向的x和y方向)。这可能会导致车辆车身处的美观缺陷(例如车身板件变形)。由此,重要的是避免车身板件翘曲,并管理车身板件边缘与车辆车身结构之间的间隙和平齐,这些变形是由膨胀差异造成的。不可接受的例如是线性热膨胀系数更高的零件超出其弹性变形域,因此经受永久性变形,即使是在零件冷却之后。
7.为了克服该缺陷,可通过紧固件将车身板件固定在车辆白车身上,并使得车身板件相对于机动车辆的白车身具有至少一个自由度,即所谓浮动连接(liaisons flottantes)。这可例如是通过螺固在长形孔中的固定。例如,可引用文献ep 0 860 615 b1,该文档说明了这样的固定装置的一个示例。
8.然而,该固定类型实施起来麻烦且复杂。此外,它们可能会导致车身板件和白车身形成的组件在各个固定点处的密封缺陷。
技术实现要素:
9.本实用新型的目的尤其在于提供一种能够以简单的方式固定到车辆白车身上并同时避免出现如上所述的美观缺陷的塑料车身板件。
10.为了该效果,本实用新型的主题在于一种机动车辆的车身板件,其包括:
[0011]-由塑料材料制成且尺寸设置为胶合在机动车辆的车身结构上的主体,和
[0012]-至少一条设置为接收第二胶带的胶带,该胶带由比形成主体的材料柔性更大的材料制成。
[0013]
由此,获得包括用于支撑第二胶带的胶带的车身板件。而且,所述胶带由比车身板件柔性更大的材料制成。
[0014]
因此,该胶带能够在车身板件的热膨胀期间(由此在对胶带施加剪切应力的过程中)具有变形的能力,以防止该车身板件发生翘曲(或隆起),例如像不允许车身板件相对于车身结构(例如车辆的白车身)发生相对移位那样的固定方式的情况。
[0015]
而且,所述胶带形成“厚度垫块”,还可以在其上布置第二胶带,这使得将车身板件固定在车身结构上时能够寻找更深的支承点或补偿车身板件与车身结构之间间隔的局部变化。这使得能够优化车身板件相对于车身结构在它们彼此间距方面的定位布置(例如当涉及车顶板件时,在竖直方向、或车辆的z方向上)。
[0016]
所述车身板件可单独或组合地采用的可选的其它特征:
[0017]-所述胶带包括设置为使第一胶带柔韧的芯部。这能够增强该第一胶带在车身板件热膨胀时的柔性;
[0018]-所述芯部包括比形成胶带其余部分的材料柔性更大的材料。比胶带其余部分柔性更大的芯部使得胶带能够进一步变形;
[0019]-所述芯部包括比形成胶带其余部分的材料刚性更大的材料。比胶带其余部分刚性更大的芯部使得存在于该刚性更大的芯部两侧的更柔软的材料(即胶带的其余部分)加倍,这将增大其对膨胀的耐受性。而且,比胶带其余部分刚性更大的芯部有助于生成上述的厚度垫块;
[0020]-所述芯部是空心芯部。空心芯部使得该胶带能够更进一步变形;
[0021]-所述胶带的厚度大于或等于5毫米,优选地介于5毫米至20毫米之间。这些厚度值能够确保胶合轨道最优化的柔性并有助于形成上述厚度垫块;
[0022]-所述胶带布置在主体的外围周边处。它由此布置在最为接近车身板件与车身结构之间的膨胀差异大的区域;
[0023]-所述胶带形成闭环。它由此还能够确保车身板件的位于闭环内的区域的密封性;
[0024]-所述车身板件包括多个胶带,其中至少一个胶带布置为比其它一个或多个胶带更接近车身板件的中心,例如位于车身板件的中心。这除了在伴随车身板件的膨胀之外,还能够防止该车身板件相对于车辆结构在更中心的部分凸起(或隆起)。
[0025]-所述胶带是基于聚氨酯的胶带。这对于这样的应用是理想的基体;
[0026]-所述车身板件是机动车辆的车顶板件。
[0027]
本实用新型还涉及一种用于制造根据本实用新型的车身板件的制造方法,该方法包括以下特征:
[0028]-模制主体,
[0029]-将胶带布置在主体的面上。
[0030]
优选地,胶带由机器人通过喷嘴布置在主体的表面上。
[0031]
胶带还可在布置第二胶带之前固化。
附图说明
[0032]
阅读以下仅示例性地提供的参照附图做出的说明,将更好地理解本实用新型,在附图中:
[0033]
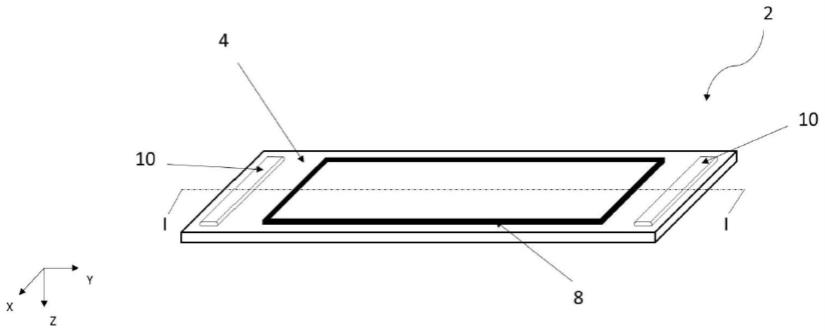
图1是根据本实用新型的车身板件的立体视图,
[0034]
图2是其上布置有第二胶合剂轨道的、根据本实用新型的车身板件的立体视图,
[0035]
图3是图2中圈起来的部分的放大视图;
[0036]
图4是根据图1的车身板件沿着i-i剖面的剖视图;
[0037]
图5是根据图2的车身板件沿着ii-ii剖面的剖视图;和
[0038]
图6是安装在机动车辆的白车身上的根据本实用新型的车身板件的局部剖视图。
[0039]
在以下说明中,所述方向,例如纵向x,横向y或竖直方向z,参照用于机动车辆的方向。
[0040]
附图示出的是车顶板件的车身板件示例。当然,除了车顶板件特有的示例以外,本说明书的内容还适用于构造为胶合在机动车辆白车身上的任何车身板件。
具体实施方式
[0041]
现在参照示出车身板件2的图1。它包括由塑料、优选地热塑性塑料制成的主体4。这样的主体4例如通过注射模制制成。它也可通过热成型制成。
[0042]
主体4构造为胶合在机动车辆的车身结构6(如图5所示)、例如白车身上。例如,如果涉及车顶板件,主体4构造为胶合在车身结构6的上部面的凹部中,同时在主体4的边缘与车身结构6的凹部的边缘之间留出间隙。还可将车身板件2构造为附接在其它车辆零件、例如由线性热膨胀系数小于车身板件2的线性热膨胀系数的材料制成的车身结构性元件上,像例如侧门框或引擎罩结构(以下适用于白车身的所有内容都可适用于更大的车身板件)。
[0043]
由塑料制成的主体4可用于覆盖在车身结构6中实现的腔体,车身结构6旨在接收用于发射和/或接收波的设备,例如雷达、激光雷达,天线设备或摄/照像机。这能够保护这些设备,而不会因此妨碍这些设备发射和/或接收的波通过。为了该效果,车身板件2可在主体4的旨在面对车身结构6的面上包括能够防止水进入所述腔体的密封件8。显然,即使在不存在腔体的情况下,密封件仍是有用的,以避免水在车身板件2与车身结构6之间渗入。
[0044]
为了能够允许车身板件2相对于传统地由板材或铝制成的车身结构6的相对变形,该车身板件包括设置为接收第二胶带12(在图2中示出)的胶带10,胶带10由比形成主体4的材料柔性更大的材料制成。
[0045]
由于该胶带10由比主体4的材料柔性更大的材料制成,它能够在该主体热膨胀时变形并由此避免车身板件4翘曲。而且,胶带10旨在接收第二胶带12,该第二胶带12可例如像第一胶带10那样由聚氨酯制成、或由具有与聚氨酯表面粘合化学兼容性的任何其它材料制成。两条胶带的叠置使得能够通过增大(由胶带10和第二胶带12构成的)总胶带的变形能力,来伴随车身板件4的膨胀,从而避免或限制该车身板件翘曲并管理它与白车身6之间的周边间隙。例如,在车顶板件的情况下,胶带在纵向x和横向y方向上经受剪切应力,由于它们的柔韧性,它们而能够承受这些剪切应力。
[0046]
而且,借助于两条胶带10和12的叠置,能够将车身板件4固定在车身结构6更深的固定点上,并由此调节这两个元件之间的距离(例如如果车身板件4是车顶板件时,在竖直
方向z上)。
[0047]
胶带10可包括构造为使得胶带柔软的芯部14。该芯部增强用于将车身板件4胶合到白车身6上的装置的变形能力。
[0048]
这可例如是空心芯部14。在胶带10中心不存在塑料以能够增强其变形能力。
[0049]
可替代地,形成胶带10的芯部14的材料可由比胶带10其余部分柔性更大的材料制成,例如密度更小的聚氨酯、泡沫材料或纤维芯。在胶带10中心处存在柔性更大的材料允许胶带更大地变形。
[0050]
可替代地,形成胶带10的芯部14的材料可由比胶带10其余部分刚性更大的材料形成。如上所述,这能够使得将较柔软的材料(即胶带的其余部分)分布到被刚性更大的材料分隔开的两个部分中。这两个部分的产生能够增大胶带10的变形能力。如上所述,它还有助于生成前面提到的厚度垫块。芯部14仍保持比车身板件更大的柔性。
[0051]
空心或包括与形成胶带10的其余部分的材料不同的材料的芯部14的存在能够使得该胶带通过例如交联,更加快速地固化。芯部14和胶带10可由同心喷嘴系统同时施加布置。
[0052]
胶带10的厚度可大于或等于5毫米,优选地为5至20毫米。该厚度范围保证胶带10的最优柔韧性。如果第二胶带12满足相同条件,获得厚度可大于10毫米的由两条柔软胶带构成的组件(这对于调整车身结构6与车身板件2之间的间隔是有意义的)。该厚度可以与胶带10的合适的宽度、杨氏模量和断裂伸长率组合以获得所需的柔韧性。
[0053]
优选地,胶带10布置在主体4外围边缘处(在其周边的整个或局部处)。实际上,这涉及这样的区域:在该区域处,必须管理车身板件2与车身结构6之间的热膨胀差异(在车身板件2外周边处,尤其是在位于车身板件2沿着其最大尺寸维度的端部的一条或多条边缘处,车身板件2与车身结构6之间的膨胀差异最大)。优选地,这可涉及车顶板件的外围,与白车身包括围绕整个车顶板件的允许其膨胀的间隔空间。在该情况下,所述间隔空间与胶合剂轨道10在车顶板件周边定位布置的组合确保了车顶板件膨胀的可行性,同时避免在该膨胀期间的翘曲。胶带10的这种布置不是强制性的,并可自愿引导实现在车身板件2周边以外的一个或多个特定区域中将车身板件2固定到车身结构6。
[0054]
胶带10可如图1和2所示布置在某些具体位置处(分两个部分布置在主体4的周边处)或形成闭环(未示出)。该环可例如在主体4的整个外围周边上实现。实现闭环的优点在于该闭环能够同时形成避免水从车身板件2与车身结构6之间渗入的密封件,特别是如果它实现在主体4的外围周边处。
[0055]
可布置多条胶带,其中至少一条布置为比一条或多条其它胶带(其可以是闭环或任何其它胶带)更接近车身板件2的中心,甚至布置在车身板件的中心处。这样的额外的胶带能够实现:
[0056]-出于上述原因,生成厚度垫块,
[0057]-在垂直于它延伸的主要方向上支撑车身板件2(例如如涉及车顶板件,在竖直方向z上支撑它),以避免振动/噪音问题和限制车身板件2的隆起,同时避免在车身板件2与车身结构6之间安装过于刚性大的连接(可让车身板件2略微向外凸出,以使得其热膨胀更好地分布在整个表面上,并避免机械应力集中及其所导致的翘曲)。
[0058]
在任何情况下,实施布置一条或多条胶带10以不仅在伴随车身板件的热膨胀方面
提供益处,而且还能够在以下列出的要点方面提供益处。
[0059]
胶带10以传统的方式由基于聚氨酯的材料制成。这可例如是pu1k或pu 2k胶粘剂。如将在下文可见,后者具有能够在自由空气和环境温度下聚合化,并在形成闭环的胶带10的情况下,保证所期望的区域的密封性的优点。
[0060]
关于车身板件2的制造方法,其第一步骤为模制主体4。当主体由热塑性材料制成时,这可以传统的方式采用注射模制。
[0061]
一旦模制了主体4(根据客户要求,该步骤可能地接着或不接着上漆步骤),第二步骤在于布置胶带10。例如由pu 1k胶粘剂构成的该胶带可由配备有输出开口提供胶带10的尺寸的输配喷嘴的机器人,以连续或不连续的方式,布置在主体4的表面的一个或多个位置处。也可在布置胶带10之后实施上漆步骤。
[0062]
在布置胶合剂轨道10之后,车身板件2就完成了,并可包装以备运输。胶合剂轨道10可冷却和固化,例如通过在自由空气和环境温度下交联(如果形成它的材料能够实现这样的交联)。否则,例如通过局部加热胶合剂轨道10的交联步骤会是必需的。交联也可在将其最终用于车辆之前的运输或储存期间完成,也就是说只需等到材料交联到足以进行操作而没有损坏它的风险即可:由此,节省生产周期时间,无需等待至完全交联。
[0063]
在将车身板件2安装在车身结构6上时,可将第二胶带12布置在胶带10上(见图2和5)。优选的是,为了确保两条胶带10和12之间良好的粘合,它们基于具有相同基础、例如聚氨酯基础的材料制成。第二胶带可例如也由pu 1k胶粘剂(通常用于胶合挡风玻璃)形成。这能够确保两条胶带10和12之间的化学兼容性。
[0064]
一旦布置了第二胶带12,可通过压缩第二胶带12抵靠车身结构6,借助胶合将车身板件2固定到车身结构6上。
[0065]
双倍厚度的胶带在由两条胶带10和12形成的整体条带处产生更大的侧向剪切柔性,以允许车身板件2与车身结构6之间在差异膨胀时更大的位移,同时内部机械应力不会超过车身板件2的塑料材料所允许的弹性阈值(即防止车身板件2变形超出其弹性范围并由此发生塑性变形)。
[0066]
附图标记清单
[0067]
2:车身板件
[0068]
4:主体
[0069]
6:车身结构
[0070]
8:密封件
[0071]
10:胶带
[0072]
12:第二胶带
[0073]
14:第一胶带的芯部
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1