多厚度焊接式车用轨道的制作方法
1.本发明涉及结构轨道的领域,并且特别地涉及可以安装汽车支柱(pillar)或其他车辆部件的轨道。
背景技术:
2.某些应用尤其是在汽车领域中的应用需要金属管作为结构元件。这样的应用是可以安装汽车的a支柱、b支柱和c支柱的轨道。考虑到汽车经受的力不同,例如在碰撞期间,并且由于可能附接到轨道的部件或结构的特性,轨道的某些部分将具有与轨道的其他部分不同的强度要求。例如,在典型的车用轨道中,a支柱和b支柱之间的区域通常需要比轨道的其他部段大的强度。在制造轨道时,可以使用单个金属管,但均匀的较厚管会增加车辆的重量,而均匀的较薄管在需要时无法提供足够的强度。此外,创建沿单个管的长度具有不同壁厚度的部分以满足沿着轨道的不同强度要求的单个管是相对昂贵的。将具有不同壁厚度但具有相同外径的两个(或更多个)管焊接在一起会更便宜。这将使用不同壁厚度的管部段来提供轨道,该轨道制造起来相对较便宜,但通过仅在需要的地方具有较厚的材料而仍然节省了重量和成本。
3.us5,333,775(bruggemann等人)描述了一种通过将具有不同壁厚度的线性管以端部对端部的方式进行焊接来构造具有不同壁厚度的零件的方法。具体讨论了钢管激光对焊以形成管坯。通常,将具有共同外径的管进行接合。如果将不同外径的管进行接合,则一个管或两个管的端部向外张开或逐渐变细,以对应相对管的外径。然后现在具有共同外径的管端部被对接。在线性管的焊接之后,外表面上多余的焊接金属被移除以使该表面光滑,从而制备出坯件以用于进一步加工。然后,使用常规手段沿焊接管坯的纵向轴线将焊接管坯弯曲成与放置该坯件的模具的形状相对应的u形。然后发生u形零件的液压成型。液压成型通常在9000p.s.i范围内的高液压下、在相对较低的温度例如室温下发生。用于液压成型的金属必须在室温下具有足够的延展性或可成型性,以便在不加热的情况下如此成型。
4.对接的焊接部存在某些缺点。如果没有叠置,焊接部中的任何不连续性都可能导致焊接部处的强度损失、潜在腐蚀和断裂的可能性。因此,有利的是将不同厚度的但具有共同外径的管接合起来,但仍将管叠置以使用mag焊接等创建更坚固、更安全的接合部。然而,将叠置管焊接在一起的问题通常是在焊接部的区域中形成热影响区(haz)。haz在焊接部两侧稍微延伸到管中。haz的微观结构和性能与基底金属的微观结构和性能不同。热激活软化现象,例如马氏体钢材情况下的晶粒长大和回火,是导致haz中材料的机械性能差的原因。haz中金属的改变的机械性能通常是不希望的,并且haz中的材料通常在焊接后具有比基底金属低的强度。
技术实现要素:
5.我们设计了一种方法,将两个或更多个不同壁厚度的但外径相同的金属管焊接在一起,同时避免了现有技术中的某些限制。特别地,该方法允许使用多个通常是滚压成型的
管,该多个管具有单一一致的壁厚度,而无需在各个管本身的部分中创建增加的壁厚度。在将不同壁厚度的两个管焊接的情况下,较厚的管每单位长度的更为昂贵,因为它的壁厚度需要更多的材料。这允许现在称为管坯的焊接结构在需要强度的区域中具有厚壁管的更高的强度,而焊接结构在需要较小强度的区域中具有薄壁管的更小成本和重量。此外,克服了与焊接效果有关的某些缺点。该方法中采用的金属管通常由钢材组成。在接合部处焊接这些管会在焊接部附近产生被称为热影响区或haz的微晶结构,该微晶结构不同于管坯材料的其余部分的微晶结构。通过在烘箱中对焊接管坯进行预热,整个管坯呈现奥氏体微晶结构。然后使用加压气体介质将焊接管坯在模具中吹塑成型为管坯的最终形状,最后使用液体冷却介质对管坯进行淬火。淬火后,整个成品轨道可能除了焊丝材料外,现在都具有期望的马氏体微晶结构。结果是适合安装在车辆中的成品车用轨道。
6.在本发明的一个主要方面,一种制备多厚度焊接式车用钢材轨道的方法,该方法包括下述步骤:(a)形成具有第一外径、内径和第一壁厚度的第一管;(b)形成第二管,第二管具有第一外径、第二内径和与第一壁厚度不同的第二壁厚度;(c)将第一管的第一端部型锻成具有比第二管的第二内径小的第二外径;(d)将第一管的经型锻的第一端部插入第二管的一端部中以形成接合部;(e)将第一管和第二管焊接在一起以在接合部处形成焊接部,从而形成在焊接部的区域中具有较低金属强度的热影响区的管坯;(f)对管坯进行预热,以沿管坯的长度创建共同的结晶微观结构;(g)将管坯引入具有内模制壁的吹塑模制工具中;(h)通过将加压介质注入管坯的内部腔,在升高的温度下以使管坯膨胀抵靠模制工具的内模制壁的方式对管坯进行模制;以及(i)通过将加压介质替换成通过模制工具和管坯的冷却介质来对管坯进行淬火,从而在管坯上实现快速冷却效果,并创建在整个焊接部上具有基本一致的材料强度的成品车用轨道。
7.在本发明的另一方面中,管坯包括至少两个开口,用于分别供给和移除待通过管坯的内部进行循环的加压介质和冷却介质。
8.在本发明的另一方面,加压介质是气态的,以及冷却介质是液态的。
9.在本发明的另一方面,加压的气态介质选自空气和氮气,以及冷却介质是水。
10.在本发明的另一方面,焊接包括mag焊接。
11.在本发明的另一方面,管坯的材料是钢材,钢材在预热之后和模制期间具有奥氏体晶体微观结构,并且在淬火之后具有马氏体晶体微观结构。
12.在本发明的另一方面,第二壁厚度大于第一壁厚度。
13.在本发明的另一方面,第一壁厚度大于第二壁厚度。
14.在本发明的另一方面,一种吹塑成型的多厚度焊接式车用钢材轨道,包括:(a)第一管,第一管具有第一外径、内径和第一壁厚度;(b)第二管,第二管具有第一外径、第二内径和与第一壁厚度不同的第二壁厚度;(c)第一管的第一端部型锻成具有比第二管的第二内径小的第二外径;(d)第一管的经型锻的第一端部被插入第二管的一端部并形成接合部;(e)第一管和第二管在接合部处被焊接在一起以形成管坯;(f)管坯已经经受过包括预热、吹塑模制和淬火的热机械加工。
附图说明
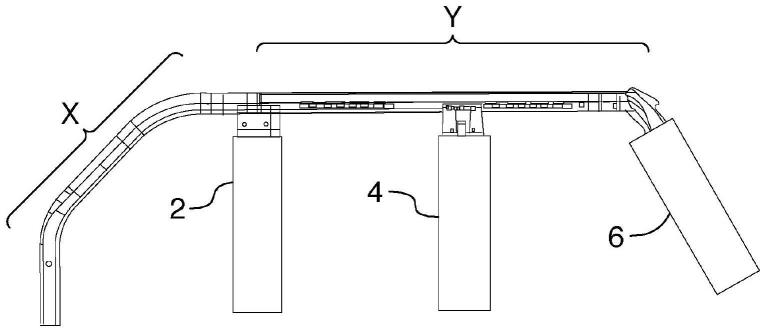
15.图1是附接车辆a支柱、b支柱和c支柱的车用轨道的正视图。
16.图2是车用轨道的正视图,示出了需要更大和更小强度的区域。
17.图3a是由具有不同壁厚度的管形成的车用轨道的正视图。
18.图3b是示出了具有不同壁厚度但具有一致外径的管的接合部的截面正视图。
19.图4是准备进行预热和吹塑成型的管坯的正视图。
具体实施方式
20.在图1中例示了典型的车用轨道结构,在这种情况下为斜轨道。虽然描绘了斜轨道,但本发明可应用于其他合适的轨道。
21.图1例示了连接到车辆c支柱2、b支柱4和a支柱6中的每一个的轨道。同样在图2中例示的区域x中的轨道部分需要比区域y中的轨道部分低的强度和刚度。这可以通过在区域x中使用较轻重量的管来实现,以帮助降低轨道的重量和材料成本,并有助于减轻车辆的整体重量。相比之下,区域y中的轨道部分优选地具有较高的强度和刚度,以提供侧面冲击碰撞强度。这可以通过在区域y中使用较重的规格金属管来实现。尽管例示的示例描绘了在区域x中的薄壁管和在区域y中的厚壁管,但也可以是在区域x中的厚壁管和在区域y中的薄壁管。
22.在示例实施方式中,区域x中的第一管1具有1.8mm的壁厚度,而区域y中的第二管3具有2.2mm的壁厚度。如图3b所例示的,第一管1具有第一外径a、内径b和第一壁厚度c。第二管3具有相同的第一外径a、第二内径f和大于第一壁厚度c的第二壁厚度d。
23.为了创建具有最大强度和最少加工的叠置接合部,较薄的第一管1的第一端部5被型锻以将第一端部的外径减小到第二外径e,该第二外径小于第二管3的第二内径f,因此允许经型锻的第一端部5以最小的间隙滑动到较厚的第二管3的端部7内,大致达到型锻部分的程度。该叠置区域形成接合部9。第一管1和第二管3然后在焊接部11处被周向地焊接以创建牢固的叠置接合部,通常使用mag焊接或类似工艺。然而,焊接工艺在接合部9附近创建了较低强度的热影响区或haz 13。焊接后,接合的管1、3被称为管坯15,准备用于进一步加工。我们已经发现,haz 13可以通过将管坯15进一步加工成最终形状而几乎被消除。
24.如所指出的,尽管所例示的实施方式提供了较薄管的端部被型锻并插入较厚管的端部,但这可以是相反的,使较厚管的端部被型锻并插入较薄管的端部。
25.焊接后,管坯15在成型之前被加热,通常在烘箱或熔炉中被加热。这种预热加工在升高的温度下创建了具有改进的成型性的整个零件的几乎一致的结晶微观结构。在此热处理期间,类似于均质化加工的前两个阶段(包括加热和“渗透(soak)”阶段),材料被充分加热(在钢材的情况下加热到奥氏体化温度),然后保持在均质化温度达一时间段。由于用于完全均质化的“渗透”时间相当长,因此这种热处理通常会导致材料的部分均质化。管坯在该预热之后具有奥氏体晶体微观结构,其介于未焊接金属管的初始晶体微观结构和成品轨道的最终马氏体晶体微观结构之间。在这个阶段,预热后,haz 13和管坯15的其余部分具有几乎相同的晶体微观结构,但不是成品轨道的最终所需的晶体微观结构,该最终所需的晶体微观结构可以通过适当的热机械加工(通常是热变形)和随后的淬火来获得。
26.接下来,将预热的管坯直接放入模具中并进行吹塑模制性质的加压气体加工以扩大管坯的直径并沿管坯的长度适当地改变管坯的形状,如本领域已知的。例如,圆形管坯可以在必须焊接a支柱、b支柱和c支柱的区域中被制成矩形,或者沿管坯的整个长度根据需要
被制成矩形。管坯可以具有沿管坯长度变化的外周长。最终轨道的特定形状不是决定性的。
27.在us 6,261,392(sundgren等人)中通常描述了示例性吹塑模制方法,尽管可以采用任何合适的方法。该方法包括将气体(而非液体)例如高压压缩的空气或氮气)注入管坯的内部,这使加热的管坯零件膨胀到模制工具的内部轮廓以使零件成型。通常,预热处理被设计成使得管坯的温度在吹塑成型工艺开始时的奥氏体温度范围内。因此,这可以被认为是热变形工艺。然而,所需的压力通常在1200至1500p.s.i.的范围内并且高达8700p.s.i.,远低于使未加热管液压成型所需的压力。由于管坯通常在每一端部都是打开的,因此加压气体可以在管坯的任一端部被引入或移除。或者,可以提供除管坯端部以外的开口。
28.最后,当仍在模具中时,将现在处于所期望形状的零件淬火,以使用冷却介质例如水将零件冷却至接近室温。同样,可以在管坯中的合适开口处引入和移除冷却介质。淬火工艺改变了管坯的微晶结构,该管坯现在已成为成品轨道。因此,在钢材零件的情况下,管坯或轨道材料在变形温度下的奥氏体相在淬火期间转变为材料的硬化的马氏体相。我们发现,在这种热机械加工之后,即使来自焊丝本身的材料具有不同的结构,轨道沿其整个长度也具有相对均匀且期望的最终结晶微观结构。在这方面,以前是热影响区或haz的焊接部分与零件的其余部分之间存在很小的差异,且因此在焊接部处存在损失最小的硬度和强度。均质化的微观结构和硬度(这是母材、热影响区13和焊接部11的强度指标)允许具有不同壁厚度的焊接管替代具有不同壁厚度的单个管。这大大节省了材料和/或加工成本。它还避免了对接焊接接合部的某些问题。
29.应当理解,尽管在所例示实施方式中公开了特定的部件布置,但其他布置将从本发明中受益。尽管显示和描述了特定的步骤顺序,但应理解,除非另有说明,否则步骤可以以任何顺序、分开或组合执行,并且仍将受益于本发明。
30.尽管不同示例具有图示中所示的特定部件,但本发明的实施方式不限于这些特定组合。可以将来自示例之一的一些部件或特征与来自另一示例的特征或组件结合使用。
31.尽管已经公开了示例实施方式,但是本领域普通技术人员将认识到某些修改将落入权利要求的范围内。因此,应研究所附权利要求以确定其真实范围和内容。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1