骨架部件的制作方法
本发明涉及能量吸收效率优良的骨架部件。本申请基于2021年5月6日在日本提出申请的日本专利申请22021-078461号主张优先权,在此引用其内容。
背景技术:
1、以往,作为汽车的骨架部件,使用将钢板加工为规定的闭截面形状的中空部件。这样的骨架部件被要求实现轻量化,并且要求在由于碰撞而被施加朝向轴向的输入载荷时发挥充分的耐受力及能量吸收性能。
2、作为用于实现轻量化所主要采用的手段,可以举出通过钢板的高强度化提高耐受力及能量吸收性能、相应地将部件薄壁化而轻量化的方法。因此,近年来有作为骨架部件的材料而使用通过使用热冲压工艺能够发挥1.5gpa以上的抗拉强度的钢板。
3、在专利文献1中,以提高耐屈曲性(buckling resistance)为目的,公开了一种车辆用耐碰撞加强件,是由被成形加工后的薄板构成的车辆用耐碰撞加强件,至少具备主体部和经由折曲部与主体部一体化的一对侧壁部,在主体部设置有沿着其长度方向在主体部的宽度方向中央处延伸的凹筋,设凹筋与折曲部的距离为有效宽度c’,以使其满足特定的范围的方式设置凹筋。
4、现有技术文献
5、专利文献
6、专利文献1:日本特开2009-286351号公报
技术实现思路
1、发明要解决的课题
2、根据专利文献1的技术,通过考虑有效宽度来设置筋,能够抑制弹性屈曲,使得耐受力提高。但是,为了进一步实现薄壁化带来的轻量化,要求进一步提高骨架部件的每单位截面积的能量吸收量即能量吸收效率。
3、本发明是鉴于上述问题而做出的,本发明的目的在于提供一种能量吸收效率优良的骨架部件。
4、用来解决课题的手段
5、本发明的具体的技术方案如下。
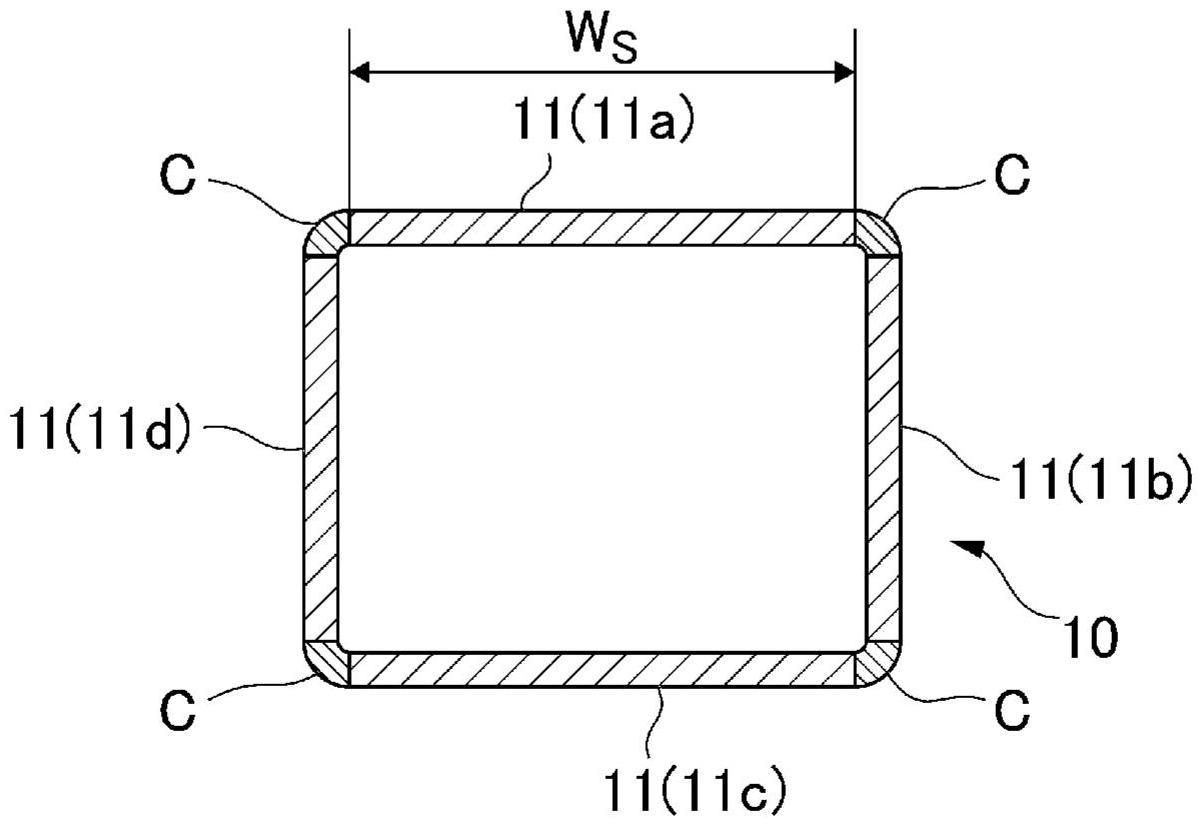
6、(1)本发明的第一技术方案是一种骨架部件,是通过将钢板热冲压(hot-stamping)而形成的骨架部件,上述骨架部件具有与长度方向垂直的截面是闭截面的闭截面部;上述闭截面部具有作为曲率半径比该截面的最大外形尺寸大的部位的至少1个平坦部位;当定义上述至少1个平坦部位中的具有相对于根据卡门有效宽度公式(karman’seffective width formula)求出的有效宽度的比例为最大的宽度的平坦部位为基准平坦部位时,上述基准平坦部位中的板厚中心部的维氏硬度是300hv以上;上述基准平坦部位的宽度是上述有效宽度的2.0倍以下;将上述基准平坦部位的表层部的硬度频率分布的标准偏差除以上述基准平坦部位的板厚中心部的硬度频率分布的标准偏差而求出的标准偏差比小于1.0。
7、(2)在上述(1)所记载的骨架部件中,也可以是,上述闭截面部存在于上述骨架部件的上述长度方向的全长的50%以上。
8、(3)在上述(1)或(2)所记载的骨架部件中,也可以是,上述骨架部件包括在上述长度方向上延伸的第一骨架部件、和在上述长度方向上延伸并且与上述第一骨架部件接合的第二骨架部件;上述闭截面部包括上述第一骨架部件和上述第二骨架部件。
9、(4)在上述(1)~(3)中任一项所记载的骨架部件中,也可以是,上述标准偏差比小于0.80。
10、发明效果
11、根据上述的技术方案,通过在基准平坦部位将宽度及硬度标准偏差比控制在适当的范围,能够在抑制弹性屈曲的同时防止由于轴向的载荷造成的在折皱变形中途的断裂。由此,即使在使用高强度的薄壁部件的情况下也能够得到高度的能量吸收性能。因而,能够发挥优良的能量吸收效率。
技术特征:
1.一种骨架部件,通过将钢板热冲压而形成,其特征在于,
2.如权利要求1所述的骨架部件,其特征在于,
3.如权利要求1或2所述的骨架部件,其特征在于,
4.如权利要求1或2所述的骨架部件,其特征在于,
技术总结
该骨架部件是通过将钢板热冲压而形成的骨架部件,骨架部件具有与长度方向垂直的截面是闭截面的闭截面部,闭截面部具有作为曲率半径比该截面的最大外形尺寸大的部位的至少1个平坦部位,基准平坦部位中的板厚中心部的维氏硬度是300Hv以上,基准平坦部位的宽度是有效宽度的2.0倍以下,将基准平坦部位的表层部的硬度频率分布的标准偏差除以基准平坦部位的板厚中心部的硬度频率分布的标准偏差而求出的标准偏差比小于1.0。
技术研发人员:相藤孝博,户田由梨
受保护的技术使用者:日本制铁株式会社
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!