车身机盖安装定位工装、汽车以及机盖的安装方法与流程
本发明涉及定位工装,特别涉及一种车身机盖安装定位工装、汽车以及机盖的安装方法。
背景技术:
1、当前,机盖装配工装能够很好地将机盖定位到车身上,缩短尺寸链环提升机盖装配精度和搭接精度。但是现有的机盖装配工艺及工装在环抱型车身使用时,还存在以下的一些问题:
2、1)现有车身机盖安装定位工装与车身定位采用圆销配圆孔工艺,无法实现机盖与车门轮廓x向短接。进而导致机盖与翼子板(翼子板以车门轮廓为定位基准)的x向间隙装配公差大,都需要迂回调整,影响装调效率。
3、2)现有车身机盖安装定位工装与车身定位采用圆销配圆孔工艺,也无法实现机盖与车门y向形面短接及对中,导致机盖安装后y向存在偏中或偏差,需要迂回调整,影响装调效率。
4、3)现有车身机盖安装定位工装采用孔/销工艺定位机盖,未能实现机盖与翼子板/前大灯y向轮廓短接,机盖与前保x向轮廓短接。既不能保证机盖与翼子板y向间隙/面差装配精度,由难以保证机盖与翼子板/前大灯/前保轮廓x向精度要求。
技术实现思路
1、本发明的主要目的在于,克服现有技术的缺陷,是提出一种车身机盖安装定位工装,旨在提高机盖与车身的装配精度与效率。
2、为实现上述目的,本发明提供一种车身机盖安装定位工装,包括:
3、工装支架,在z方向上具有相对的第一安装侧端和第二安装侧端;
4、车身定位结构组,设于所述第一安装侧端,所述车身定位结构组包括车身x向定位块结构、车身y向定位块结构、车身z向定位块结构以及车身定位销结构,其中,所述车身x向定位块结构用以与车身前门轮廓抵接定位,所述车身y向定位块结构用以与车身前门形面与车身前大灯抵接定位,所述车身z向定位块结构用以与车身形面贴合定位;以及,
5、机盖定位结构组,设于所述第二安装侧端,所述机盖定位结构组包括机盖x向定位块结构、机盖y向定位块结构、机盖z向定位块结构,所述机盖x向定位块结构用以与机盖的前后向轮廓抵接定位,所述机盖y向定位块结构用以与机盖的左右向轮廓抵接定位,所述机盖z向定位块结构用以与机盖形面贴合定位。
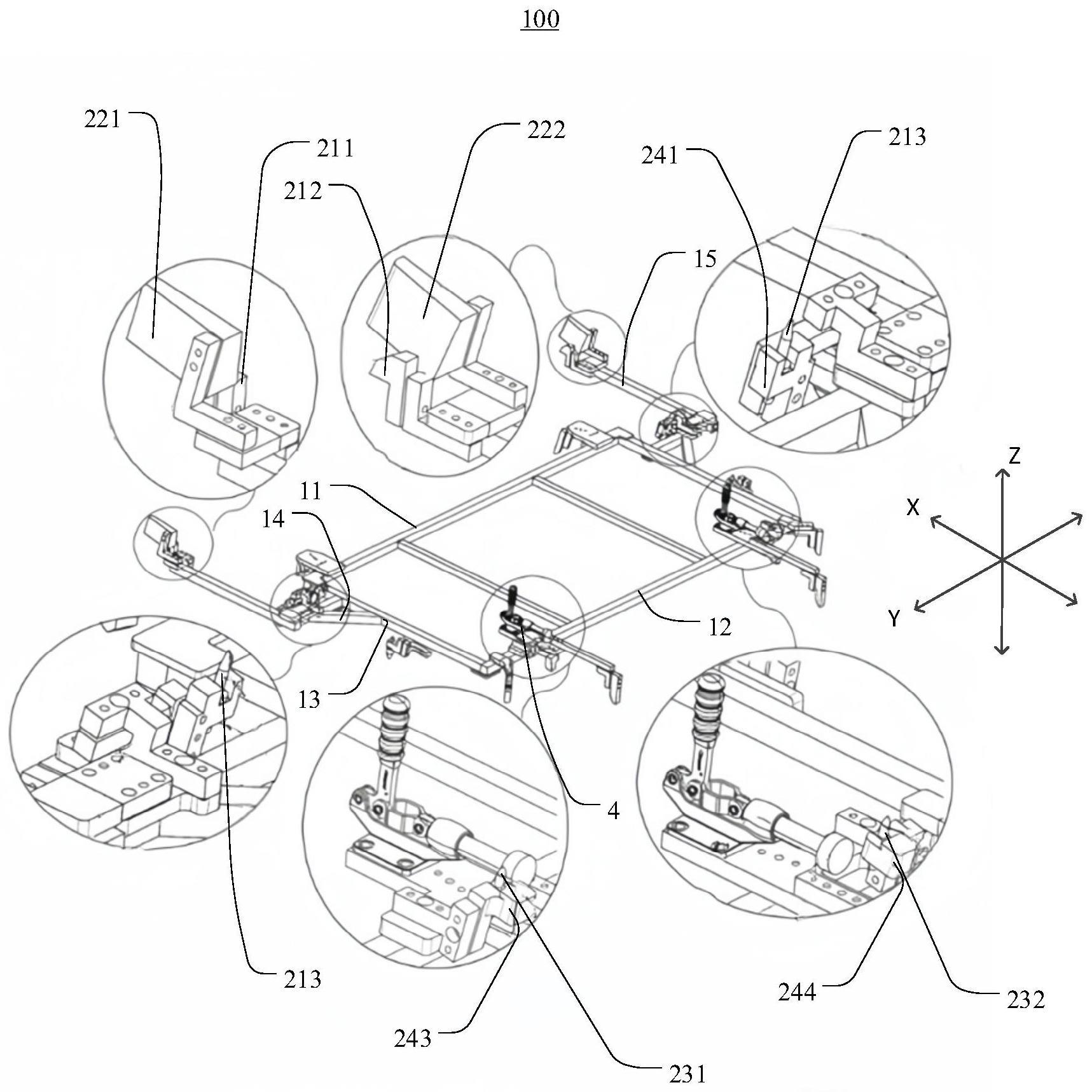
6、可选地,所述工装支架包括:
7、两个横梁,均沿y方向延伸,且在x方向间隔设置,包括第一横梁与第二横梁,所述第一横梁靠近所述车身前门,所述第二横梁相对远离所述车身前门,靠近所述车身前大灯;
8、至少两个纵梁,均沿x方向延伸,且在y方向间隔设置,与所述横梁y方向两端连接;
9、两个安装板,分别向y方向两端延伸,分别对称设于所述两个纵梁上;
10、两个连接杆,一端连接所述安装板,另一端在x方向靠近所述车身前门轮廓延伸;以及,
11、两个安装柱,对应所述车身前大灯,在x方向靠近所述车身前大灯延伸,设于所述第二横梁的所述第一安装侧端上。
12、可选地,所述车身x向定位块结构包括车身x1限位块与车身x2限位块,分设于所述连接杆靠近所述车身前门轮廓一端;
13、所述车身y向定位块结构包括车身y1限位块与车身y2限位块,分别与设于所述连接杆靠近所述前门形面一端抵接定位;
14、所述车身定位销结构还包括车身y3定位销与车身y4定位销,用以与所述车身前大灯抵接定位,对应所述车身前大灯设于所述第二横梁上;
15、所述车身z向定位块结构包括车身z1支撑块与车身z2支撑块,分别设于所述两个安装板上;以及,
16、所述车身z向定位块结构还包括车身z3支撑块与车身z4支撑块,对应所述车身y向定位销分别设于所述两个安装柱上。
17、可选地,所述车身定位结构组还包括推紧机构,设于所述安装柱靠近所述第一横梁的一端,包括:
18、橡胶活动部,具有活动的橡胶头,用以与所述车身z3支撑块与所述车身z4支撑块抵紧;
19、手柄,受外力作用下,用以驱动所述橡胶头在x方向运动;
20、连接部,一端与所述手柄铰接,一端与所述橡胶头活动连接;
21、底座,与所述手柄转动连接。
22、可选地,所述推紧机构还包括:
23、套筒,套设于所述橡胶活动部的橡胶杆,在远离所述设有手柄的一端设于所述底座上。
24、可选地,所述车身x向定位块结构还包括一对车身辅助定位销,分别设于所述车身z1支撑块与所述车身z2支撑块上。
25、可选地,所述机盖x向定位块结构包括机盖x1限位块与机盖x2限位块,分别靠近所述两个纵梁设于所述第一横梁上;
26、所述机盖x向定位块结构还包括机盖x3限位块与机盖x4限位块,设于所述安装杆远离所述第二横梁的一端;
27、所述机盖y向定位块结构包括机盖y1限位块与机盖y2限位块,分别设于所述两个安装板上;
28、所述机盖y向定位块结构还包括机盖y3限位块与机盖y4限位块,分别靠近所述两个纵梁设于所述第一横梁两端;以及,
29、所述机盖z向定位块结构包括机盖z1限位块与机盖z2限位块,分别靠近所述第一横梁设于所述两个安装柱上。
30、可选地,所述车身y3定位销与车身y4定位销配长圆孔;和/或,
31、所述车身y1限位块与车身y2限位块与所述前门抵接一侧呈倾斜设置;和/或,
32、所述车身z1支撑块与车身z2支撑块配合的所述车身辅助定位销尺寸改小。
33、本发明还提出一种汽车,所述汽车包括所述车身机盖安装定位工装,所述车身机盖安装定位工装包括:
34、工装支架,在z方向上具有相对的第一安装侧端和第二安装侧端;
35、车身定位结构组,设于所述第一安装侧端,所述车身定位结构组包括车身x向定位块结构、车身y向定位块结构、车身z向定位块结构以及车身定位销结构,其中,所述车身x向定位块结构用以与车身前门轮廓抵接定位,所述车身y向定位块结构用以与车身前门形面与车身前大灯抵接定位,所述车身z向定位块结构用以与车身形面贴合定位;以及,
36、机盖定位结构组,设于所述第二安装侧端,所述机盖定位结构组包括机盖x向定位块结构、机盖y向定位块结构、机盖z向定位块结构,所述机盖x向定位块结构用以与机盖的前后向轮廓抵接定位,所述机盖y向定位块结构用以与机盖的左右向轮廓抵接定位,所述机盖z向定位块结构用以与机盖形面贴合定位。
37、本发明还提出一种机盖的安装方法,包括如下步骤:
38、后推手柄打开两侧推紧机构,拉动橡胶头回位让空车身;
39、将车身机盖安装定位工装投放到车身,以使得在自重下所述车身机盖安装定位工装的车身z1支撑块、车身z2支撑块、车身z3支撑块与车身z4支撑块分别与车身形面贴合,以完成z向定位;
40、将车身y3定位销与车身y4定位销分别插入车身前端两侧的y向长圆孔,以完成车身靠近所述前大灯处定位;
41、将两侧所述车身辅助定位销插入对应的定位孔,以完成车身靠近所述前门处x/y粗定位;
42、前拉手柄夹紧两侧推紧机构,推动橡胶头顶挤车身,使工装往靠近所述前门处移动;
43、将所述车身机盖安装定位工装上的车身x1限位块、车身x2限位块与左/右前门轮廓顶贴,以完成车身与车身机盖安装定位工装x向定位;
44、将车身y1限位块、车身y2限位块分别与y向前门型面贴合实现工装靠近所述前门处y向定位,以完成工装在车身的x/y向定位;
45、将机盖放入所述车身机盖安装定位工装,所述车身机盖安装定位工装的机盖z1支撑块、机盖z2支撑块、机盖z3/支撑块、机盖z4支撑块与所述机盖贴合,以完成机盖z向定位;
46、将所述车身机盖安装定位工装上的机盖x1限位块、机盖x2限位块、机盖x3限位块、机盖x4限位块限位机盖前后x向轮廓,以实现机盖x向定位,同时将所述车身机盖安装定位工装上机盖y1限位块、机盖y2限位块、机盖y3限位块、机盖y4限位块限位机盖左右y向轮廓,以实现机盖y向定位;
47、打紧机盖铰链螺栓将所述机盖定位安装到所述车身之后,打开所述机盖,打开所述推紧机构,从所述车身取出所述车身机盖安装定位工装。
48、在本发明提供的技术方案中,操作者需要将所述车身机盖安装定位工装的所述工装支架上设有所述车身结构定位组的所述工装支架的第一安装侧端与车身定位抵接,其中,所述车身定位结构组包括有x向定位块结构、车身y向定位块结构、车身z向定位块结构以及车身定位销结构,其中,所述车身x向定位块结构用以与车身前门轮廓抵接定位,所述车身y向定位块结构用以与车身前门形面与车身前大灯抵接定位,所述车身z向定位块结构用以与车身形面贴合定位,完成车身机盖安装定位工装与车身x、y、z向精准定位,再将机盖与所述工装支架上设有所述机盖定位机构组的所述工装支架的第二安装侧端处定位抵接,其中,所述机盖定位结构组包括机盖x向定位块结构、机盖y向定位块结构、机盖z向定位块结构,所述机盖x向定位块结构用以与机盖的前后向轮廓抵接定位,所述机盖y向定位块结构用以与机盖的左右向轮廓抵接定位,所述机盖z向定位块结构用以与机盖形面贴合定位,完成机盖与车身机盖安装定位工装x、y、z向精准定位,再将所述车身机盖安装定位工装取出,从而实现所述机盖与所述车身精准定位,提高机盖与车身的装配精度与效率。
- 还没有人留言评论。精彩留言会获得点赞!