一种船用锚台的装配方法与流程
1.本发明涉及船舶技术领域,尤其涉及一种船用锚台的装配方法。
背景技术:
2.锚台是艏部线形比较丰满或带有球鼻艏的船舶,为避免抛锚时锚撞击外板,而在船体外板的锚链筒出口处设置一个凸台结构。其作用是将锚链筒出口向船体外部延伸一定位置,确保船体倾斜5度时,锚爪不碰到外板。因为锚台是设置在船体外板外面,船体外板又是双面曲线,锚台在装配时可参照物少,定位难度大。
3.因此,需要一种船用锚台的装配方法来解决上述技术问题。
技术实现要素:
4.本发明的目的在于提供一种船用锚台的装配方法,能够降低锚台装配的难度。
5.为达此目的,本发明采用以下技术方案:
6.一种船用锚台的装配方法,包括如下步骤:
7.s1、制造圆环形的工装件;
8.s2、沿所述工装件的周向于所述工装件上等间隔开设八个定位槽;
9.s3、当对锚台进行预制时,以面板为基面确定每块肘板的安装位置;
10.s4、依据所述安装位置在所述面板上焊接与所述面板垂直的两块肘板;
11.s5、将所述工装件通过两个所述定位槽插设在两块所述肘板上,且所述工装件与所述肘板垂直;
12.s6、在另外六个所述定位槽中均插设剩余的六块所述肘板,六块所述肘板与所述面板连接;
13.s7、在所述工装件的内环中穿设锚链筒,所述锚链筒穿过所述面板上的锚链筒开口,且与所述面板固定连接;
14.s8、拆下所述工装,沿所述锚链筒的周向于所述锚链筒的外侧面沿竖直方向等间隔设置与所述肘板一一对应的补板,每块所述补板与其对应的肘板连接。
15.进一步地,所述步骤s1中,所述工装件由两个半圆环拼装而成。
16.进一步地,所述步骤s3中,在所述面板上划设每块所述肘板的定位线以确定所述安装位置。
17.进一步地,使用油漆划设所述定位线。
18.进一步地,所述步骤s6中六块所述肘板与其在所述面板上的所述安装位置一一相对应。
19.进一步地,所述步骤s3中,当对所述锚台在船台上进行组装时,执行如下步骤:
20.s9、在所述锚链筒上标注锚链中心线;
21.s10、将所述工装件套设到所述锚链筒上;
22.s11、在所述工装件上插设一块与所述面板垂直的肘板;
23.s12、将面板与所述步骤s11中的所述肘板固定连接;
24.s13、在所述工装件的其余所述定位槽中插设其余所述肘板;
25.s14、将其余所述肘板与所述面板连接,然后执行步骤s8。
26.进一步地,所述步骤s9中,利用油漆标记所述锚链中心线。
27.进一步地,所述步骤s10中,所述工装件上的任一所述定位槽的中心线与所述锚链中心线对齐。
28.进一步地,所述锚台的表面涂设有防锈层。
29.进一步地,所述防锈层为油漆。
30.本发明的有益效果:
31.本发明所提供的船用锚台的装配方法,通过设计圆环形的工装件,在圆环形的工件上开设有定位槽,然后在面板上焊接垂直面板的两块肘板,再将工装件通过定位槽插设在肘板上,在其余的定位槽中插设剩下的肘板,然后再插设锚链筒,最后将锚链筒通过补板与肘板一一对应连接,完成锚台的组装。通过上述方式,能够降低锚台装配的难度。
附图说明
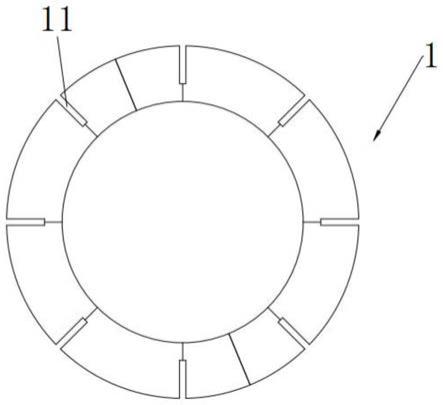
32.图1是本发明一种船用锚台的装配方法中工装件的示意图。
33.图中:
34.1、工装件;11、定位槽。
具体实施方式
35.下面结合附图和实施方式进一步说明本发明的技术方案。可以理解的是,此处所描述的具体实施例仅仅用于解释本发明,而非对本发明的限定。另外还需要说明的是,为了便于描述,附图中仅示出了与本发明相关的部分而非全部。
36.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
37.在本发明中,除非另有明确的规定和限定,第一特征在第二特征之“上”或之“下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度小于第二特征。
38.现有技术中,锚台包括锚链筒、补板、面板和肘板。补板沿锚链筒的周向等间隔设置,锚链筒穿设在面板上,且与面板固定,肘板与补板一一对应设置,肘板的底端均与面板固定连接,肘板的一侧与补板远离锚链筒的一侧连接。
39.为了降低锚台装配的难度,如图1所示,本发明提供一种船用锚台的装配方法,本船用锚台的装配方法包括如下步骤:
40.s1、制造圆环形的工装件1;
41.s2、沿工装件1的周向于工装件1上等间隔开设八个定位槽11;
42.s3、当对锚台进行预制时,以面板为基面确定每块肘板的安装位置;
43.s4、依据安装位置在面板上焊接与面板垂直的两块肘板;
44.s5、将工装件1通过两个定位槽11插设在两块肘板上,且工装件1与肘板垂直;
45.s6、在另外六个定位槽11中均插设剩余的六块肘板,六块肘板与面板连接;
46.s7、在工装件1的内环中穿设锚链筒,锚链筒穿过面板上的锚链筒开口,且与面板固定连接;
47.s8、拆下工装,沿锚链筒的周向于锚链筒的外侧面沿竖直方向等间隔设置与肘板一一对应的补板,每块补板与其对应的肘板连接。
48.通过设计圆环形的工装件1,在圆环形的工件上开设有定位槽11,然后在面板上焊接垂直面板的两块肘板,再将工装件1通过定位槽11插设在肘板上,在其余的定位槽11中插设剩下的肘板,然后再插设锚链筒,最后将锚链筒通过补板与肘板一一对应连接,完成锚台的组装。通过上述方式,能够降低锚台装配的难度。
49.进一步地,步骤s1中,圆环形的工装件1由两个半圆环拼装而成。通过采用两个半圆环拼装能够降低工装件1的制造难度,而且能够利用在造船过程中产生的边角料进行制造,降低了工装件1的制造成本。
50.进一步地,步骤s3中,在面板上划设每块肘板的定位线以确定安装位置。具体地,使用油漆划设定位线。通过定位线来标识安装位置,便于施工人员安装肘板。通过油漆划设定位线不容易被擦除,使得本工装件1能够在制造同一规格的锚台时,依然可以使用,无需重复划线。
51.进一步地,步骤s6中六块肘板与其在面板上的安装位置一一相对应。通过将肘板插入到定位槽11中,完成肘板的初步定位,然后将肘板与安装位置一一相对应确定肘板的具体位置,保证装配好的锚台的精度。
52.进一步地,有时候,不需要对锚台进行预制,而是在建造的船舶上安装锚台,当对锚台在船台上进行组装时,执行完步骤s1
‑
s2后,直接执行如下步骤:
53.s9、在锚链筒上标注锚链中心线;
54.s10、将工装件1套设到锚链筒上;
55.s11、在工装件1上插设一块与面板垂直的肘板;
56.s12、将面板与步骤s11中的肘板固定连接;
57.s13、在工装件1的其余定位槽11中插设其余肘板;
58.s14、将其余肘板与面板连接,然后执行步骤s8。
59.进一步地,步骤s9中,首先对船舶的外板上划出锚链中心线,并且延伸到锚链筒上,利用油漆标记锚链中心线,便于施工人员参照。
60.进一步地,步骤s10中,工装件1上的任一定位槽11的中心线与锚链中心线对齐,从而确定与面板垂直的肘板的安装槽。
61.进一步地,由于锚台随着船舶在海洋中航行使用,工作环境较为恶劣,为了防止锚台锈蚀,锚台的表面涂设有防锈层。具体地,防锈层为油漆。通过在锚台的表面涂设油漆,使得锚台与外界环境隔离,从而保证锚台不被腐蚀,提高锚台的使用寿命。
62.本锚台的装配方法解决了肘板定位困难、重复性大、安装精度差的问题。减少了重复定位时间,提高了安装精度,降低人工成本。
63.显然,本发明的上述实施例仅仅是为了清楚说明本发明所作的举例,而并非是对本发明的实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明权利要求的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1