一种冰区航行船用复合板冰带结构的制作方法
1.本发明属于船舶设计技术领域,具体涉及一种冰区航行船用复合板冰带结构。
背景技术:
2.船舶在冰区进行航行作业时,需要破开厚厚的冰层。当船体和海冰发生碰撞、摩擦、挤压等现象时,船体水线附近外板(即冰带区)将承受巨大的冰载荷,导致严重的磨损和凹陷,进而引起磨蚀、腐蚀等锈蚀现象,造成结构强度损失及破坏,严重威胁船体结构安全。
3.所述冰带区系指国际船级社协会(iacs)所属船级社,以及国际海事组织(imo)制定的极地船舶规范所规定的“低位冰载水线-1.5米”~“高位冰载水线+2米”两条水线之间的区域(冰带区视实际使用需求也可进行范围的拓展);对于艏部区域,根据实际需要,也可应用于“高位冰载水线+2米”的水线以下的整个艏部区域。
4.目前,常规的冰区航行作业船舶,在冰带区外板处通常采用防摩擦油漆等特种涂料覆盖进行保护。实际使用结果显示,特种涂料对于冰级较高、冰区航行时间较长的船舶保护效果十分有限,运行一段时间后,船体油漆发生破损,外板和焊缝的锈蚀也十分严重,导致船舶不得不频繁进坞返修,投入昂贵的维护费用。
5.因此,亟需设计一种冰区航行船用复合板冰带结构,以解决上述问题。
技术实现要素:
6.本发明的目的在于提供一种冰区航行船用复合板冰带结构,能够有效抵御冰载荷造成的船体磨蚀、腐蚀。
7.本发明的技术方案如下:
8.一种冰区航行船用复合板冰带结构,包括基材和覆材;
9.所述的覆材设于基材的表面,组成复合板,在整个冰带区设有多组复合板;
10.相邻复合板之间的基材对接焊缝处采用基材焊材进行焊接,覆材对接焊缝处采用覆材焊材进行焊接,基材与覆材之间的过渡区对接焊缝处采用过渡层焊材或直接采用覆材焊材进行焊接。
11.所述复合板与其他外板的连接处的对接焊缝,通过削斜过渡,并采用基材焊材堆焊。
12.在所述的覆材表面涂覆耐磨油漆。
13.在所述复合板与其他外板的连接过渡处的覆材超出冰带区。
14.所述覆材超出冰带区的范围不超过500mm。
15.所述基材的成分为:c≤0.18%,mn:0.90~1.60%,si≤0.50%,s≤0.035%,p≤0.035%,al≥0.015%,nb:0.02~0.05%,v:0.05~0.10%,ti≤0.02%,cu≤0.35%,cr≤0.20%,ni≤0.80%,mo≤0.20%,n≤0.012%。
16.所述的基材不含铝时,n≤0.009%。
17.所述基材的厚度范围为6~60mm。
18.所述覆材的成分为:c≤0.08%,si≤1.0%,mn≤2.0%,p≤0.045%,s≤0.03%,cr:16.0~20.0%,ni:8.0~15.0%,mo:2.0~4.0%,n:0.10~0.25%。
19.所述覆材的厚度范围为1~15mm。
20.所述基材的厚度大于覆材的厚度。
21.所述过渡层焊材的厚度不小于覆材厚度的1/2,且不大于基材厚度的1/2。
22.所述过渡层焊材的厚度不小于2mm,且不大于6mm。
23.所述的复合板适用于包括双壳船舶和单壳船舶在内的所有冰区航行船舶,以及所有需要进行船舷加强的船舶。
24.本发明的显著效果在于:
25.1)本发明覆材为合金材料,相比特种涂料,有更好的强度,能更好地抵抗冰载荷;
26.2)本发明覆材具有良好的抗腐蚀和抗磨蚀特性,可有效抵御海水、海冰和大气的腐蚀;
27.3)本发明覆材与基材的结合面强度远高于涂料与基材之间的结合面强度,可有效避免因防护层破损脱落导致的海水、海冰、大气直接与基材接触导致磨蚀、腐蚀;
28.4)本发明覆材对接所用的焊材相比常规船用外板焊材具备更好的耐腐蚀、耐磨蚀性能,可有效避免焊缝腐蚀;
29.5)本发明极大程度减少了船舶进坞返修的频率,节约大量的运营和维护成本。
附图说明
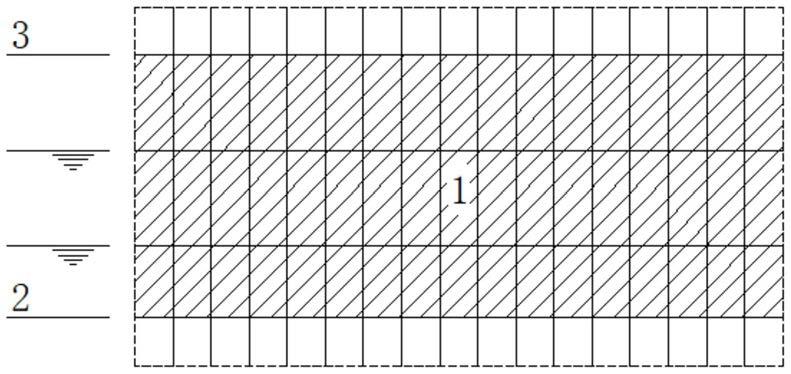
30.图1为冰带区域侧视图;
31.图2为双壳船冰带区域剖视图;
32.图3为单壳船冰带区域剖视图;
33.图4为复合板冰带细节图a;
34.图5为复合板冰带细节图b;
35.图6为复合板冰带细节图c;
36.图7为复合板冰带细节图d。
37.图中:1.冰带区;2.下缘水线;3.上缘水线;4.覆材;5.基材;6.覆材焊材;7.基材焊材;8.其他外板;9.耐磨油漆;10.过渡层焊材。
具体实施方式
38.下面结合附图及具体实施例对本发明作进一步详细说明。
39.一种冰区航行船用复合板冰带结构,包括基材5和覆材4。复合板冰带结构的使用范围为冰带区1,如图1所示。所述冰带区1的下缘水线2为不高于“最小冰载水线-1.5米的水线”,上缘水线3为不低于“最大冰载水线+2米的水线”。
40.所述的覆材4设于基材5的表面,组成复合板,在整个冰带区1设有多组复合板。相邻复合板之间的基材对接焊缝处采用基材焊材7进行焊接,覆材对接焊缝处采用覆材焊材6进行焊接,基材5与覆材4之间的过渡区对接焊缝处采用过渡层焊材10或直接采用覆材焊材6进行焊接。
41.所述复合板与其他外板8的连接处的对接焊缝,采用基材焊材7堆焊。在所述复合
板与其他外板8的连接过渡处的覆材4略超出冰带区1,优选的超出范围不超过500mm。由于在规范要求的冰带上缘水线3与下缘水线2之间全为复合板材,超出上缘水线3的外板区域仍有可能与冰层发生碰撞摩擦,也就意味着仍有可能因此发生磨蚀、腐蚀,因此适当扩大范围覆材4对于外板本身是有益的。
42.在所述的覆材4表面涂覆耐磨油漆9。
43.所述基材5的成分为:c≤0.18%,mn:0.90~1.60%,si≤0.50%,s≤0.035%,p≤0.035%,al≥0.015%,nb:0.02~0.05%,v:0.05~0.10%,ti≤0.02%,cu≤0.35%,cr≤0.20%,ni≤0.80%,mo≤0.20%,n≤0.009%(含铝时,≤0.012%)。
44.所述基材5的厚度范围为6~60mm。
45.所述覆材4的成分为:c≤0.08%,si≤1.0%,mn≤2.0%,p≤0.045%,s≤0.03%,cr:16.0~20.0%,ni:8.0~15.0%,mo:2.0~4.0%,n:0.10~0.25%。
46.所述覆材4的厚度范围为1~15mm。
47.所述基材5的厚度大于覆材4的厚度。
48.所述过渡层焊材10的厚度不小于覆材4厚度的1/2,且不大于基材5厚度的1/2。优选的过渡层焊材10的厚度不小于2mm且不大于6mm。
49.如图2、3所示,本发明冰带复合板结构适用于包括双壳船舶和单壳船舶在内的所有冰区航行船舶,也可拓展至所有需要进行船舷加强的船舶。
50.实施例1
51.如图4所示,由覆材4与基材5复合而成的复合板,其中覆材4之间采用覆材焊材6,基材5之间采用基材焊材7进行对接焊接;复合板与其他外板8之间的连接通过削斜过渡,并采用基材焊材7堆焊。
52.实施例2
53.如图5所示,由覆材4与基材5复合而成的复合板,覆材4之间采用覆材焊材6,覆材4与基材5之间的融合区采用过渡层焊材10,基材5之间采用基材焊材7进行对接焊接;复合板与其他外板8之间的连接通过削斜过渡,并采用基材焊材7堆焊。
54.实施例3
55.如图6所示,由覆材4与基材5复合而成的复合板,覆材4之间采用覆材焊材6,基材5之间采用基材焊材7进行对接焊接;复合板的覆材4外表面涂装耐磨油漆9;复合板与其他外板8之间的连接通过削斜过渡,并采用基材焊材7堆焊。
56.实施例4
57.如图7所示,由覆材4与基材5复合而成的复合板,覆材4之间采用覆材焊材6,覆材4与基材5之间的融合区采用过渡层焊材10,基材5之间采用基材焊材7进行对接焊接;复合板的覆材4外表面涂装耐磨油漆9;复合板与其他外板8之间的连接通过削斜过渡,并采用基材焊材7堆焊。
58.以上仅为本发明的较佳实施例而已,并非用来限定本发明实施的范围,凡依本发明权利要求范围所述的形状、构造、特征及精神所为的均等变化与修饰,均应包括于本发明的权利要求范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1