一种C型三体罐独立液货舱的建造工艺的制作方法
本发明涉及一种c型三体罐独立液货舱的建造工艺。
背景技术:
1、乙烯是世界上产量最大的化学产品之一,乙烯工业是石油化工产业的核心,乙烯产品占石化产品的75%以上,在国民经济中占有重要的地位。世界上已将乙烯产量作为衡量一个国家石油化工发展水平的重要标志之一。
2、液化乙烷相对成熟的技术在化工领域,因此结合船舶特性和imo等国际规范要求的大型船舶低温储运市场还未打开,因此能将乙烷液化工艺与船舶相结合的研发技术相对稀缺。
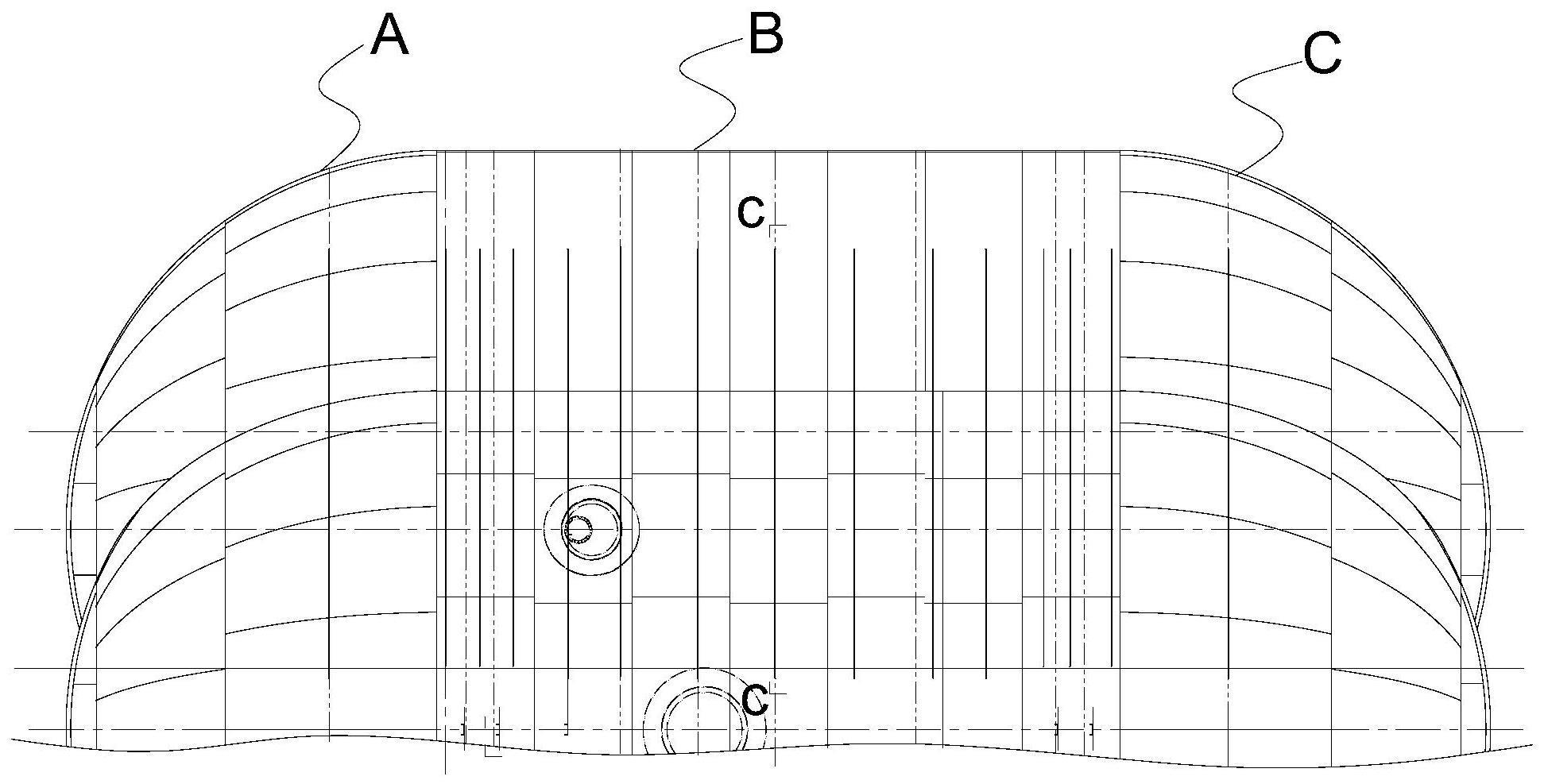
3、c型独立舱乙烷运输船的船体结构采用双底、单壳、单层凸形甲板的设计。液货舱采用5%镍钢建造的c型三体罐独立液货舱。三体罐独立液货舱由三个呈品字形布置的卧式罐体,上罐体100呈扇形,左罐体200和右罐体300均呈c形,三个罐体中间由中纵舱壁1、左纵舱壁2、右纵舱壁3以“y”形连接成的纵舱壁分隔和连接(见图1)。相比双耳罐设计,c型三体罐独立液货舱的装载量能提升20%。c型三体罐独立液货舱的承压能力较大,内部设置纵向舱壁以及横向制荡舱壁。c型三体罐独立液货舱可与船体结构同时建造,通过吊装的方式完成整体建造。c型三体罐独立液货舱的y形接头的焊接工艺以及对c型三体罐独立液货舱吊装的精度控制等对建造船厂的建造技术和工艺要求较高。
4、近年来,随着海上运输需求迅速攀升,设有c型独立液货舱的液化气船逐渐朝大型化、多元化方向发展。传统的c型独立液罐通常为单圆筒型或双联圆筒型,封头一般为球形封头或蝶型封头。为充分利用船体空间,提高舱容利用率,采用c型三体罐独立液货舱,将三个圆筒形罐组合在一起,从而增大载货量,降低运输成本。作为压力容器,新型三体罐结构的舱容利用率高、总体性能好,但设计和建造难度较大。
技术实现思路
1、本发明的目的在于克服现有技术的缺陷而提供一种c型三体罐独立液货舱的建造工艺,它不仅保证了结构的质量,也很大程度上提高了三体罐的建造效率。
2、本发明的目的是这样实现的:一种c型三体罐独立液货舱的建造工艺,涉及的c型三体罐独立液货舱包括三个呈品字形布置的上罐体,左罐体和右罐体;建造c型三体罐独立液货舱时分成前封头总段、中部筒体总段、后封头总段和附属构件;所述前封头总段上包括封头圆顶片、第一层封头瓣片、第二层封头瓣片、封头真空环、加强环、加强环筒节、封头纵隔舱和y型接头;所述中部筒体总段上包括第一层筒节至第五层筒节,前、中、后筒体真空环,筒体纵隔舱和安装在上罐体内的止荡壁;所述后封头总段的结构和所述前封头总段的结构相同并相互对称;
3、本发明的c型三体罐独立液货舱的建造工艺,包括依次进行的小合拢流程、中合拢流程和大合拢流程;
4、进行所述小合拢流程时,包括前封头总段的各个部件的小合拢步骤、中部筒体总段的各个部件的小合拢步骤、后封头总段的各个部件的小合拢步骤和附属构件的小合拢步骤;
5、进行所述前封头总段的各个部件的小合拢步骤时,包括上罐体封头小合拢工序、左罐体封头小合拢工序、右罐体封头小合拢工序、加强环筒节小合拢工序、加强环小合拢工序和封头纵隔舱小合拢工序;
6、进行上罐体封头小合拢工序时,先在圆顶胎架上进行上罐体封头圆顶小合拢,同时在真空环胎架上进行上封头真空环小合拢,再在封头胎架上依次进行上罐体第二层封头瓣片小合拢和上罐体第一层封头瓣片小合拢,然后在封头胎架上将上罐体封头圆顶的小合拢件和上封头真空环的小合拢件与上罐体第二层封头瓣片的小合拢件和上罐体第一层封头瓣片的小合拢件一起立式合拢成上罐体封头;
7、进行左罐体封头小合拢工序时,先在圆顶胎架上进行左罐体封头圆顶小合拢,同时在真空环胎架上进行左封头真空环小合拢,再在封头胎架上依次进行左罐体第二层封头瓣片小合拢和左罐体第一层封头瓣片小合拢,然后在封头胎架上将左罐体封头圆顶和左封头真空环与左罐体第二层封头瓣片和左罐体第一层封头瓣片一起立式合拢成左罐体封头;
8、进行右罐体封头小合拢工序时,先在圆顶胎架上进行右罐体封头圆顶小合拢,同时在真空环胎架上进行右封头真空环小合拢,再在封头胎架上依次进行右罐体第二层封头瓣片小合拢和右罐体第一层封头瓣片小合拢,然后在封头胎架上将右罐体封头圆顶的小合拢件和右封头真空环的小合拢件与右罐体第二层封头瓣片的小合拢件和右罐体第一层封头瓣片的小合拢件一起立式合拢成右罐体封头;
9、进行加强环筒节小合拢工序时,在筒体胎架上分别进行上加强环筒节小合拢、左加强环筒节小合拢和右加强环筒节小合拢;
10、进行加强环小合拢工序时,在加强环胎架上分别进行上加强环小合拢、左加强环小合拢和右加强环小合拢;
11、进行封头纵隔舱小合拢工序时,在纵舱壁胎架上分别进行封头中纵舱壁小合拢、封头左纵舱壁小合拢和封头右纵舱壁小合拢,一一对应地形成封头中纵舱壁、封头左纵舱壁和封头右纵舱壁;
12、进行所述中部筒体总段的各个部件的小合拢步骤时,包括上罐体筒体小合拢工序、左罐体筒体小合拢工序、右罐体筒体小合拢工序、止荡壁小合拢工序、前筒体真空环小合拢工序、中筒体真空环小合拢工序、后筒体真空环小合拢工序和筒体纵舱壁的小合拢工序;
13、进行上罐体筒体小合拢工序时,在筒体胎架上依次进行上罐体第五层筒节小合拢至上罐体第一层筒节小合拢,形成上罐体筒体;
14、进行左罐体筒体小合拢工序时,在筒体胎架上依次进行左罐体第五层筒节小合拢至左罐体第一层筒节小合拢,形成左罐体筒体;
15、进行右罐体筒体小合拢工序时,在筒体胎架上依次进行右罐体第五层筒节小合拢至右罐体第一层筒节小合拢,形成右罐体筒体;
16、进行前筒体真空环小合拢工序时,在真空环胎架上分别进行上筒体真空环小合拢、左筒体真空环小合拢和右筒体真空环小合拢;
17、所述中筒体真空环小合拢工序和后筒体真空环小合拢工序均与前筒体真空环小合拢工序相同;
18、进行筒体纵隔舱小合拢工序时,在纵舱壁胎架上分别进行筒体中纵舱壁小合拢、筒体左纵舱壁小合拢和筒体右纵舱壁小合拢,一一对应地形成筒体中纵舱壁、筒体左纵舱壁和筒体右纵舱壁;
19、进行所述后封头总段的各个部件的小合拢步骤时,与进行所述前封头总段的各个部件的小合拢步骤相同;
20、进行所述中合拢流程时,分别进行前封头总段的各个小合拢件的中合拢步骤、中部筒体总段的各个小合拢件的中合拢步骤和后封头总段的各个小合拢件的中合拢步骤;
21、进行前封头总段的各个小合拢件的中合拢步骤时,包括以下工序:
22、工序一,将封头中纵舱壁、封头左纵舱壁、封头右纵舱壁和y型接头立式中合拢成封头纵隔舱;
23、工序二,先在筒体胎架上分别将上加强环筒节的小合拢件、上加强环的小合拢件和上加强环重磅板合拢成上加强环的中合拢件,将左加强环筒节的小合拢件、左加强环的小合拢件和左加强环重磅板合拢成左加强环的中合拢件,将右加强环筒节的小合拢件、右加强环的小合拢件和右加强环重磅板合拢成右加强环的中合拢件;
24、工序三,将封头纵隔舱分别与上加强环的中合拢件、左加强环的中合拢件、右加强环的中合拢件合拢成封头支撑件;
25、工序四,将上罐体封头、左罐体封头、右罐体封头、y型接头和三块封头顶部嵌补件一起与封头支撑件中合拢,形成前封头总段;
26、进行中部筒体总段的各个小合拢件的中合拢步骤时,包括以下工序:
27、工序一,将筒体中纵舱壁、筒体左纵舱壁和筒体右纵舱壁立式中合拢成筒体纵隔舱;
28、工序二,在筒体胎架上将上罐体筒体、左罐体筒体和右罐体筒体与筒体纵隔舱合拢成中部筒体支撑件;
29、工序三,先将前筒体真空环中的上筒体真空环的小合拢件、左筒体真空环的小合拢件和右筒体真空环的小合拢件与中部筒体支撑件中合拢,接着将中筒体真空环中的上筒体真空环的小合拢件、左筒体真空环的小合拢件、右筒体真空环的小合拢件与中部筒体支撑件中合拢,再将止荡壁与中筒体真空环中的上筒体真空环小合拢件中合拢,然后将后筒体真空环中的上筒体真空环的小合拢件、左筒体真空环的小合拢件和右筒体真空环的小合拢件与中部筒体支撑件中合拢,形成中部筒体总段;
30、进行后封头总段的各个小合拢件的中合拢步骤时,与进行前封头总段的各个小合拢件的中合拢步骤相同,形成后封头总段;
31、进行大合拢流程时,先将前封头总段、后封头总段和中部筒体总段各自翻身呈卧式,再在大合拢胎架上将前封头总段、后封头总段和中部筒体总段合拢成一体,然后安装附属构件。
32、上述的c型三体罐独立液货舱的建造工艺,其中,进行所述附属构件小合拢步骤时,包括主气室小合拢工序、两个副气室小合拢工序、两个集液井小合拢工序和四个防浮装置小合拢工序。
33、上述的c型三体罐独立液货舱的建造工艺,其中,进行小合拢流程和中合拢流程时都在车间内完成,进行大合拢流程时在外场作业。
34、上述的c型三体罐独立液货舱的建造工艺,其中,进行大合拢流程时,先用模块小车将前封头总段、后封头总段和中部筒体总段运输至外场,利用龙门吊对前封头总段、后封头总段和中部筒体总段进行翻身作业,并吊装至所述大合拢胎架上。
35、本发明的c型三体罐独立液货舱的建造工艺具有以下特点:
36、1、根据三体罐对称的结构特点,多次重复利用包括封头胎架、筒体胎架、加强环胎架和真空环胎架等,避免胎架的往复拆装,提高了胎架的制作效率。同时在建造过程中,通过尺寸精度控制程序,不仅保证了结构的质量,也很大程度上提高了三体罐的建造效率,为后续三体罐的施工提供了强有力的支撑。
37、2、在车间的三个区域内进行小合拢和中合拢制作,充分利用车间的三个区域内的行车作业能力,完成多频次的小吨位吊装以及翻身作业,以实现内场资源的快速流转;外场再对三个总段进行大合拢作业,合理安排外场的场地资源,结合龙门吊实现大吨位的起重和施工;最终,科学地利用车间和外场资源,优化资源周转效率,压缩生产周期,降低制作成本。
- 还没有人留言评论。精彩留言会获得点赞!