通舱件的辅助安装工装的制作方法
本发明涉及船舶建造,尤其涉及一种通舱件的辅助安装工装。
背景技术:
1、船舶管路是船舶上连接各种机械设备的管道,用来传送水、油、气等有关工质。船舶管路有两大类:动力管路和船舶系统管路。动力管路是为主机和辅机服务的各种管路,用于传送燃油、滑油、冷却水、压缩空气、排气、废热等管路。船舶系统管路是为了提高船舶的抗沉性、稳性以及满足船员、旅客的正常生活需要。因此,船用管路在船舶系统中发挥着不可替代的重要作用。
2、在船舶管路中,镍铜通舱件是船舶管路中不可或缺的重要附件,常用于贯穿水密舱、甲板、舱柜、双层底,能起到使管路保持各自密封的作用。传统装配镍铜通舱件的方法一般为施工人员进行手工组装,通过使用水平尺、直尺等工具通过多次比对,不断寻找镍铜环和镍铜通舱件的对中点,从而将两个镍铜环分别与镍铜通舱件对准,再进行焊接操作。由于镍铜通舱件的规格单一,数量较多,需要进行大量的重复作业。因此使用传统方法组装镍铜通舱件时,需要多次重复校准,产生大量无效工时,导致组装效率低下,且施工人员技能水平参差不齐,无法保证组装精度。
技术实现思路
1、本发明的目的在于提供一种通舱件的辅助安装工装,无需人工对准和校准操作,提高通舱件的组装精度和组装效率。
2、为达此目的,本发明所采用的技术方案是:
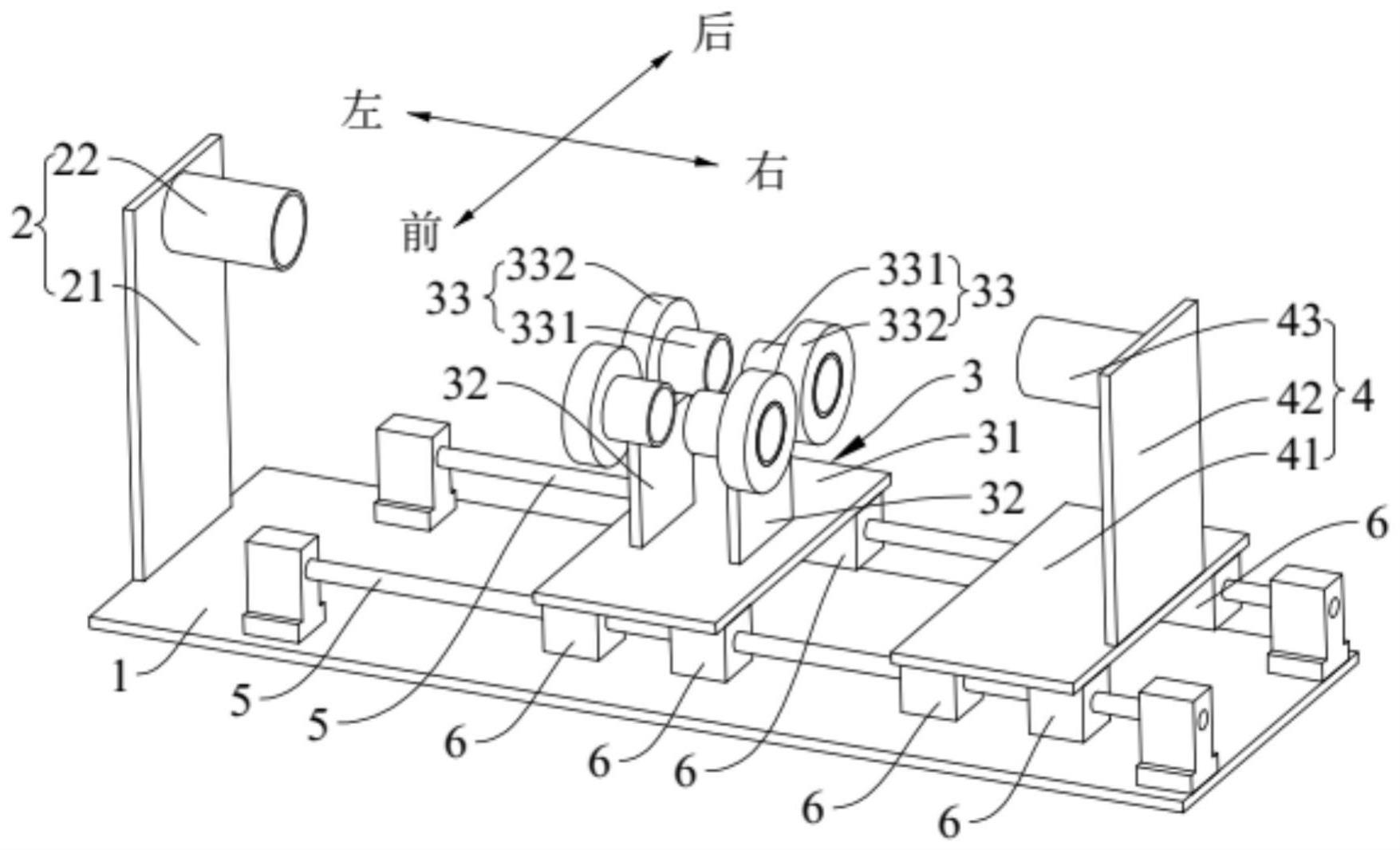
3、通舱件的辅助安装工装,包括底座和沿第一方向间隔设置的固定架、支撑架与移动架;待组装的第一环体、通舱件与第二环体能够分别同轴安装于所述固定架、所述支撑架与所述移动架上;
4、所述固定架固定设置于所述底座上,所述支撑架与所述移动架均能够沿所述第一方向朝向所述固定架滑动,以使所述第二环体、所述通舱件与所述第一环体依次贴合并抵紧。
5、作为优选方案,所述支撑架包括:
6、第一底板,沿所述第一方向滑动设置于所述底座上;
7、滚动组件,可转动地设置于所述第一底板上,所述滚动组件能够滚动支撑所述通舱件。
8、作为优选方案,所述滚动组件包括:
9、第一立板,固定设置于所述第一底板上;
10、两个滚动模块,两个所述滚动模块沿第二方向间隔且转动设置于所述第一立板上,以共同滚动支撑所述通舱件;所述第二方向垂直于所述第一方向。
11、作为优选方案,所述滚动模块包括连接轴与轴承,所述连接轴的一端与所述第一立板相连,所述连接轴的另一端转动安装有所述轴承,两个所述滚动模块的所述轴承滚动支撑所述通舱件。
12、作为优选方案,所述第一底板上沿所述第一方向间隔设置有多个所述滚动组件。
13、作为优选方案,所述固定架包括:
14、第二立板,固定设置于所述底座上;
15、第一套管,所述第一套管的一端设置于所述第二立板朝向所述支撑架的侧面,所述第一套管的另一端敞口设置,以使所述第一环体穿入所述第一套管内。
16、作为优选方案,所述移动架包括:
17、第二底板,沿所述第一方向滑动设置于所述底座上;
18、第三立板,固定设置于所述第二底板上;
19、第二套管,所述第二套管的一端设置于所述第三立板朝向所述支撑架的侧面,所述第二套管的另一端敞口设置,以使所述第二环体穿入所述第二套管内,且所述第一套管与所述第二套管同轴。
20、作为优选方案,所述通舱件的辅助安装工装还包括滑轨,所述滑轨沿所述第一方向延伸并设置于所述底座上,所述支撑架和所述移动架分别与所述滑轨滑动配合。
21、作为优选方案,所述滑轨上滑动设置有至少两个滑块,所述支撑架与至少一个所述滑块相连,所述移动架与至少另一个所述滑块相连。
22、作为优选方案,所述底座上沿第二方向间隔设置有两个所述滑轨。
23、本发明的有益效果为:
24、本发明提出的通舱件的辅助安装工装,将待组装的第一环体、通舱件与第二环体分别安装于固定架、支撑架与移动架上。支撑架沿第一方向朝向固定架移动,以使穿舱件轴向的一端贴合并抵紧在第一环体上,然后移动架沿第一方向朝向固定架移动,以使第二环体贴合并抵紧在穿舱件上,最终使第二环体、通舱件轴向的另一端与第一环体依次贴合并抵紧,最后通过焊接等方式将第一环体与第二环体分别固定组装于穿舱件轴向的两端,即可完成第一环体、通舱件与第二环体三者的同轴组装。通舱件的辅助安装工装能够实现第一环体、通舱件与第二环体的快速对准,无需使用水平尺、直尺等工具对第一环体、通舱件与第二环体进行对准操作,且不用重复进行人工校准,提高了通舱件的组装精度和组装效率。
技术特征:
1.通舱件的辅助安装工装,其特征在于,包括底座(1)和沿第一方向间隔设置的固定架(2)、支撑架(3)与移动架(4);待组装的第一环体、通舱件与第二环体能够分别同轴安装于所述固定架(2)、所述支撑架(3)与所述移动架(4)上;
2.根据权利要求1所述的通舱件的辅助安装工装,其特征在于,所述支撑架(3)包括:
3.根据权利要求2所述的通舱件的辅助安装工装,其特征在于,所述滚动组件包括:
4.根据权利要求3所述的通舱件的辅助安装工装,其特征在于,所述滚动模块(33)包括连接轴(331)与轴承(332),所述连接轴(331)的一端与所述第一立板(32)相连,所述连接轴(331)的另一端转动安装有所述轴承(332),两个所述滚动模块(33)的所述轴承(332)滚动支撑所述通舱件。
5.根据权利要求2所述的通舱件的辅助安装工装,其特征在于,所述第一底板(31)上沿所述第一方向间隔设置有多个所述滚动组件。
6.根据权利要求1所述的通舱件的辅助安装工装,其特征在于,所述固定架(2)包括:
7.根据权利要求6所述的通舱件的辅助安装工装,其特征在于,所述移动架(4)包括:
8.根据权利要求1所述的通舱件的辅助安装工装,其特征在于,所述通舱件的辅助安装工装还包括滑轨(5),所述滑轨(5)沿所述第一方向延伸并设置于所述底座(1)上,所述支撑架(3)和所述移动架(4)分别与所述滑轨(5)滑动配合。
9.根据权利要求8所述的通舱件的辅助安装工装,其特征在于,所述滑轨(5)上滑动设置有至少两个滑块(6),所述支撑架(3)与至少一个所述滑块(6)相连,所述移动架(4)与至少另一个所述滑块(6)相连。
10.根据权利要求8所述的通舱件的辅助安装工装,其特征在于,所述底座(1)上沿第二方向间隔设置有两个所述滑轨(5)。
技术总结
本发明涉及船舶建造技术领域,尤其涉及一种通舱件的辅助安装工装。通舱件的辅助安装工装包括底座和沿第一方向间隔设置的固定架、支撑架与移动架。待组装的第一环体、通舱件与第二环体能够分别同轴安装于固定架、支撑架与移动架上。固定架固定设置于底座上,支撑架与移动架均能够沿第一方向朝向固定架滑动,以使第二环体、通舱件与第一环体依次贴合并抵紧。通舱件的辅助安装工装能够实现第一环体、通舱件与第二环体的快速对准,无需使用水平尺、直尺等工具对第一环体、通舱件与第二环体进行对准操作,且不用重复进行人工校准,提高了通舱件的组装精度和组装效率。
技术研发人员:王金涛,陈四兵,陈中原,叶云林,赖莉
受保护的技术使用者:中船黄埔文冲船舶有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!