一种整体艉管安装工装组件的制作方法
本技术属于船舶安装,特别涉及一种整体艉管安装工装组件。
背景技术:
1、整体尾管在浇注环氧前,需要进行定位检查及调整,常规方法是通过艉柱和前尾管座上打螺纹孔使用螺栓调整的方式。这种方式只能调整尾管上下,左右方向,无法进行船长方向的调整,并且根据船线型不同,艉柱上螺纹孔深度可能需要400~500mm,存在一定的加工难度和风险。
技术实现思路
1、针对上述问题,本实用新型提供了一种整体艉管安装工装组件。
2、为实现上述目的,本实用新型采用如下的技术方案:
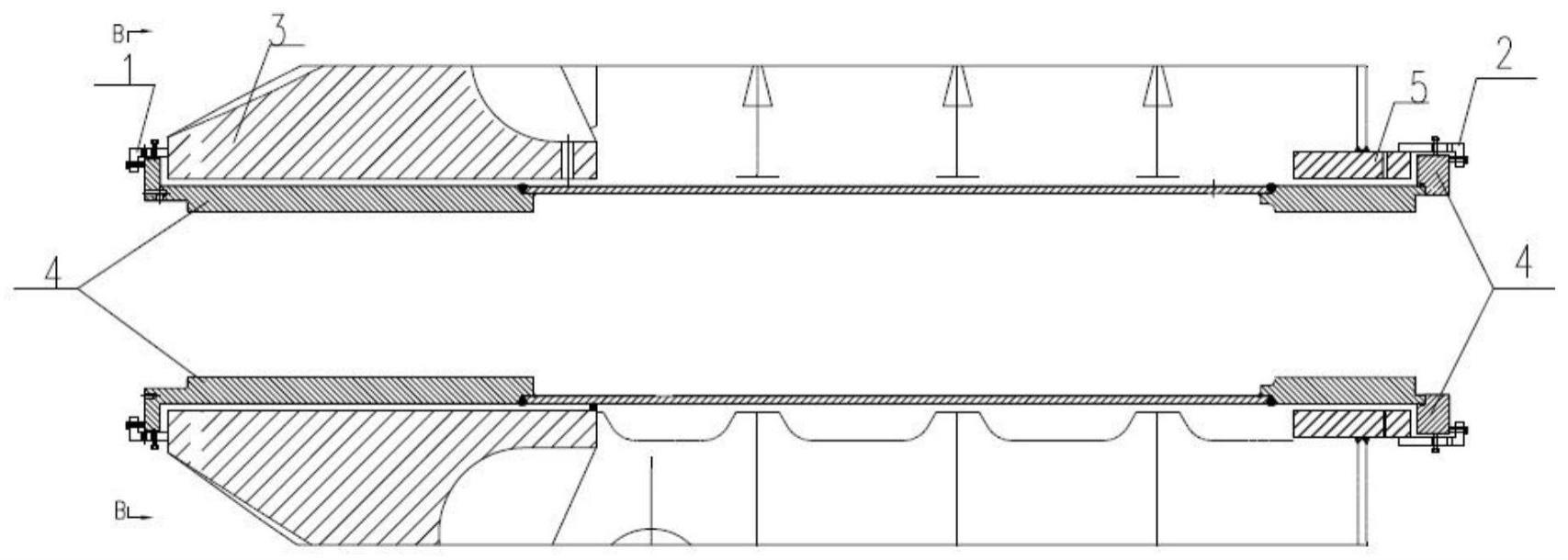
3、一种整体艉管安装工装组件,包括多个第一工装件和多个第二工装件,所述第一工装件呈“┌”型,第二工装件呈“┑”型,在所述第一工装件和第二工装件的横向部上均间隔开设有多个螺孔,在第一工装件和第二工装件的竖向部上均开设有一个螺孔;第一工装件横向部的自由端与艉柱位于船艉的一侧端面固定连接,多个第一工装件在艉柱上呈圆形间隔设置,第一工装件的竖向部位于整体艉管的艉轴承座靠近船艉一侧,且与整体艉管的艉轴承座间隔设置,第一工装件横向部上设有穿设螺孔的螺栓,螺栓的下端与整体艉管的艉轴承座的上端面抵接,第一工装件的竖向部设有穿设螺孔的螺栓,螺栓与整体艉管的艉轴承座靠近船艉一侧的外侧面抵接;第二工装件的横向部自由端的下端面与前艉管座靠近船艏一侧的上端面固定连接,第二工装件的横向部向船艏方向水平延伸,第二工装件的竖向部位于整体艉管的前封盖靠近船艏一侧的前方,与整体艉管的前封盖的靠近船艏一的侧面间隔设置,多个第二工装件在前艉管座上呈圆形间隔设置,第二工装件的横向部上设有穿设螺孔的螺栓,螺栓的下端与整体艉管的前封盖的上端面抵接,第二工装件的竖向部上设有穿设螺孔的螺栓,螺栓的下端与整体艉管的前封盖靠近船艏外侧面抵接。
4、进一步的,所述第一工装件和第二工装件的个数均为四个,相邻两个第一工装件和相邻两个第二工装件之间的夹角均为90°。
5、进一步的,所述第一工装件横向部和第二工装件横向部上螺孔的个数均为两个。
6、进一步的,所述螺孔的内径为16mm。
7、本实用新型的整体艉管安装工装组件,通过在艉柱和前尾管座上焊接工装件,能够轻易地对尾管进行各个方向的定位调整,同系列船工装件可以重复利用。
技术特征:
1.一种整体艉管安装工装组件,其特征在于,包括多个第一工装件和多个第二工装件,所述第一工装件呈“┌”型,第二工装件呈“┑”型,在所述第一工装件和第二工装件的横向部上均间隔开设有多个螺孔,在第一工装件和第二工装件的竖向部上均开设有一个螺孔;第一工装件横向部的自由端与艉柱位于船艉的一侧端面固定连接,多个第一工装件在艉柱上呈圆形间隔设置,第一工装件的竖向部位于整体艉管的艉轴承座靠近船艉一侧,且与整体艉管的艉轴承座间隔设置,第一工装件横向部上设有穿设螺孔的螺栓,螺栓的下端与整体艉管的艉轴承座的上端面抵接,第一工装件的竖向部设有穿设螺孔的螺栓,螺栓与整体艉管的艉轴承座靠近船艉一侧的外侧面抵接;第二工装件的横向部自由端的下端面与前艉管座靠近船艏一侧的上端面固定连接,第二工装件的横向部向船艏方向水平延伸,第二工装件的竖向部位于整体艉管的前封盖靠近船艏一侧的前方,与整体艉管的前封盖的靠近船艏一的侧面间隔设置,多个第二工装件在前艉管座上呈圆形间隔设置,第二工装件的横向部上设有穿设螺孔的螺栓,螺栓的下端与整体艉管的前封盖的上端面抵接,第二工装件的竖向部上设有穿设螺孔的螺栓,螺栓的下端与整体艉管的前封盖靠近船艏外侧面抵接。
2.根据权利要求1所述的一种整体艉管安装工装组件,其特征在于,所述第一工装件和第二工装件的个数均为四个,相邻两个第一工装件和相邻两个第二工装件之间的夹角均为90°。
3.根据权利要求1所述的一种整体艉管安装工装组件,其特征在于,所述第一工装件横向部和第二工装件横向部上螺孔的个数均为两个。
4.根据权利要求3所述的一种整体艉管安装工装组件,其特征在于,所述螺孔的内径为16mm。
技术总结
本技术提供了一种整体艉管安装工装组件,包括多个第一工装件和多个第二工装件,第一工装件呈“┌”型,第二工装件呈“┑”型,在第一工装件和第二工装件的横向部和竖向部上均设有螺孔;第一工装件横向部的自由端与艉柱位于船艉的一侧端面固定连接,多个第一工装件在艉柱上呈圆形间隔设置,第一工装件的竖向部位于整体艉管的艉轴承座靠近船艉一侧;第二工装件的横向部自由端的下端面与前艉管座靠近船艏一侧的上端面固定连接,第二工装件的竖向部位于整体艉管前封盖靠近船艏一侧的前方,多个第二工装件在前艉管座上呈圆形间隔设置。本技术的整体艉管安装工装组件,能够轻易地对尾管进行各个方向的定位调整,同系列船工装件可以重复利用。
技术研发人员:主艾波,王振宇
受保护的技术使用者:招商局金陵船舶(江苏)有限公司
技术研发日:20230515
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!