一种大型航空飞机座椅调节固定器及其生产工艺的制作方法
一种大型航空飞机座椅调节固定器及其生产工艺
【技术领域】
1.本发明涉及座椅调节固定器的技术领域,特别是一种大型航空飞机座椅调节固定器及其生产工艺的技术领域。
背景技术:
2.我国飞机制造行业经过半个世纪的发展,科研和制造能力尽管发展迅猛,但与世界先进水平还有一定的差距。飞机制造从零件加工到装配都有不同于一般机器制造的特点,尤其零件的加工方式及工艺直接影响产品的最终精度是否符合要求。
3.飞机座椅是保障乘客安全的第一道防线,骨架是座椅的灵魂,因为在高空飞行,为了减轻飞机的重量,骨架的重量必须足够轻,还要有很高的强度。座椅调节固定器传统工艺因原材料限制,采用数控走刀机单件加工制作需七道工序才能完成。产品精度要求极高,因工序较多精度不易控制,造成成品合格率和效率较低。
技术实现要素:
4.本发明的目的就是解决现有技术中的问题,提出一种大型航空飞机座椅调节固定器及其生产工艺,能够优化航空飞机座椅调节固定器的生产工艺,提高航空飞机座椅调节固定器的生产效率和精度。
5.为实现上述目的,本发明提出了一种大型航空飞机座椅调节固定器,包括第一圆管、第一圆环、通孔、第二圆环、第二圆管、第三圆管、异型齿,所述第一圆管轴向水平设置,第一圆管右端面设有同轴的第一圆环,第一圆环右端面设有通孔,第一圆环右端面设有同轴的第二圆管,第二圆环套在第二圆管左端,第二圆环、第二圆管同轴,第二圆环设在第一圆环右端面,通孔靠近第二圆环外侧壁,第二圆管右端面设有同轴的第三圆管,第三圆管外侧壁设有四条轴向设置的异型齿。
6.作为优选,所述第一圆管、第一圆环外径相同,第一圆环内环、第二圆管内管、第三圆管内管的内径均相同,第二圆环外径小于第一圆环外径,第二圆环外径大于第三圆管外径,第三圆管外径大于第二圆环内径。
7.作为优选,四个轴向设置的异型齿以第三圆管轴线为圆心呈圆周阵列均匀分布。
8.作为优选,所述第一圆管外侧壁与第一圆环右端面之间倒r角过渡,第一圆环左端面与圆环2内环之间倒r角过渡,第一圆环右端面与第二圆管外侧壁之间倒角过渡,第二圆环外侧壁与第二圆环右端面之间倒r角过渡,第二圆管外侧壁与第三圆管左端面之间倒r角过渡,第三圆管内管与第三圆管右端面之间倒r角过渡,第三圆管外侧壁与异型齿之间倒r角过渡。
9.一种大型航空飞机座椅调节固定器的生产工艺,包括以下步骤:
10.步骤一:精磨:利用精密无心磨床对原材料进行精磨确保精度和直线度,与数控走心机导套和筒夹精密配合减少误差,确保加工精度;原材料经无心磨床精磨至尺寸精度控制在
±
0.01mm,直线度控制在0.05mm/m,保证加工过程尺寸精度;
11.步骤二:车削:高精度cnc走心机加工原材料,进行主备轴相位加工并倒r角,利用镗孔刀具配合高精度cnc走心机切削孔径,确保孔径精度和粗糙度,利用异形球头铣刀配合配合高精度cnc走心机加工第三圆管外侧壁与异型齿之间的r角;
12.步骤三:清洗:确保产品无油污;
13.步骤四:钝化:第一步;将产品置于25-45%体积hno3的槽液内,槽液温度21-32℃,产品浸渍时间至少30分钟,然后取出产品,第二步;将产品置于20-25%体积hno3的槽液内,槽液温度49-60℃,产品浸渍时间至少20分钟,然后取出产品;
14.步骤五:全检包装。
15.作为优选,所述高精度cnc走心机通过3d软件进行程序编辑模拟控制,进行主备轴相位加工并倒角,确保同轴度精度要求,产品圆跳动控制在0.05mm以内,垂直度控制0.025mm内,确保尺寸稳定符合图面和使用要求。
16.作为优选,所述镗孔刀具通过在切削面和排屑面之间设置精修面,可用于切削孔径,从而降低镗孔刀具镗孔时孔径粗糙度,确保孔径精度和粗糙度。
17.作为优选,所述异形球头铣刀加工过程中,主轴定位加工异型齿,通过控制数控铣床铣刀的移动距离,来控制加工中铣刀的刀刃相位差,保证所有尺寸及r角稳定性和一致性符合图面要求。
18.本发明的有益效果:本发明通过优化航空飞机座椅调节固定器的生产工艺,提高航空飞机座椅调节固定器的生产效率和精度;航空飞机座椅调节固定器的产品圆跳动控制在0.05mm以内,垂直度控制0.025mm内,确保尺寸稳定符合图面和使用要求,产品孔径误差控制
±
0.01mm,孔壁光滑;利用精密无心磨床和高精密数控走心机优化加工工艺,精密无心磨床将尺寸误差控制在
±
0.01mm,直线度控制在0.05mm/m,保证加工过程尺寸精度,高精密数控走心机将原有的七道车削工序整合为一道工序,一次完成所有工序加工,确保产品同轴度和精度要求;自主设计基于产品特殊性的专用镗孔刀具,通过在切削面和排屑面之间设置精修面,可用于切削孔径,从而降低镗孔刀具镗孔时孔径粗糙度,确保孔径精度和粗糙度;利用异形球头铣刀配合配合高精度cnc走心机加工第三圆管外侧壁与异型齿之间的r角,主轴定位加工异型齿,通过控制数控铣床铣刀的移动距离,来控制加工中铣刀的刀刃相位差,保证所有尺寸及r角稳定性和一致性符合图面要求;优化后的航空飞机座椅调节固定器的生产工艺,量产后可达到7分/pcs,产值可达6000元/台/天。。
19.本发明的特征及优点将通过实施例结合附图进行详细说明。
【附图说明】
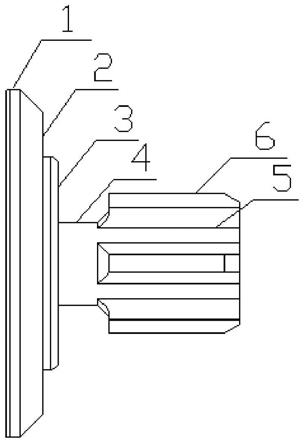
20.图1是本发明一种大型航空飞机座椅调节固定器的主视图;
21.图2是本发明一种大型航空飞机座椅调节固定器的主视剖面图;
22.图3是本发明一种大型航空飞机座椅调节固定器的右视图。
【具体实施方式】
23.参阅图1、图2、图3,本发明一种大型航空飞机座椅调节固定器,包括第一圆管1、第一圆环2、通孔21、第二圆环3、第二圆管4、第三圆管5、异型齿6,所述第一圆管1轴向水平设置,第一圆管1右端面设有同轴的第一圆环2,第一圆环2右端面设有通孔21,第一圆环2右端
面设有同轴的第二圆管4,第二圆环3套在第二圆管4左端,第二圆环3、第二圆管4同轴,第二圆环3设在第一圆环2右端面,通孔21靠近第二圆环3外侧壁,第二圆管4右端面设有同轴的第三圆管5,第三圆管5外侧壁设有四条轴向设置的异型齿6,所述第一圆管1、第一圆环2外径相同,第一圆环2内环、第二圆管4内管、第三圆管5内管的内径均相同,第二圆环3外径小于第一圆环2外径,第二圆环3外径大于第三圆管5外径,第三圆管5外径大于第二圆环3内径,四个轴向设置的异型齿6以第三圆管5轴线为圆心呈圆周阵列均匀分布,所述第一圆管1外侧壁与第一圆环2右端面之间倒r角过渡,第一圆环2左端面与圆环2内环之间倒r角过渡,第一圆环2右端面与第二圆管4外侧壁之间倒角过渡,第二圆环3外侧壁与第二圆环3右端面之间倒r角过渡,第二圆管4外侧壁与第三圆管5左端面之间倒r角过渡,第三圆管5内管与第三圆管5右端面之间倒r角过渡,第三圆管5外侧壁与异型齿6之间倒r角过渡。
24.一种大型航空飞机座椅调节固定器的生产工艺,包括以下步骤:
25.步骤一:精磨:利用精密无心磨床对原材料进行精磨确保精度和直线度,与数控走心机导套和筒夹精密配合减少误差,确保加工精度;原材料经无心磨床精磨至尺寸精度控制在
±
0.01mm,直线度控制在0.05mm/m,保证加工过程尺寸精度;
26.步骤二:车削:高精度cnc走心机加工原材料,进行主备轴相位加工并倒r角,利用镗孔刀具配合高精度cnc走心机切削孔径,确保孔径精度和粗糙度,利用异形球头铣刀配合配合高精度cnc走心机加工第三圆管5外侧壁与异型齿6之间的r角;
27.步骤三:清洗:确保产品无油污;
28.步骤四:钝化:第一步;将产品置于25-45%体积hno3的槽液内,槽液温度21-32℃,产品浸渍时间至少30分钟,然后取出产品,第二步;将产品置于20-25%体积hno3的槽液内,槽液温度49-60℃,产品浸渍时间至少20分钟,然后取出产品;
29.步骤五:全检包装,所述高精度cnc走心机通过3d软件进行程序编辑模拟控制,进行主备轴相位加工并倒角,确保同轴度精度要求,产品圆跳动控制在0.05mm以内,垂直度控制0.025mm内,确保尺寸稳定符合图面和使用要求,所述镗孔刀具通过在切削面和排屑面之间设置精修面,可用于切削孔径,从而降低镗孔刀具镗孔时孔径粗糙度,确保孔径精度和粗糙度,所述异形球头铣刀加工过程中,主轴定位加工异型齿,通过控制数控铣床铣刀的移动距离,来控制加工中铣刀的刀刃相位差,保证所有尺寸及r角稳定性和一致性符合图面要求。
30.本发明工作过程:
31.本发明一种大型航空飞机座椅调节固定器及其生产工艺在工作过程中,。
32.本发明,能够优化航空飞机座椅调节固定器的生产工艺,提高航空飞机座椅调节固定器的生产效率和精度;航空飞机座椅调节固定器的产品圆跳动控制在0.05mm以内,垂直度控制0.025mm内,确保尺寸稳定符合图面和使用要求,产品孔径误差控制
±
0.01mm,孔壁光滑;利用精密无心磨床和高精密数控走心机优化加工工艺,精密无心磨床将尺寸误差控制在
±
0.01mm,直线度控制在0.05mm/m,保证加工过程尺寸精度,高精密数控走心机将原有的七道车削工序整合为一道工序,一次完成所有工序加工,确保产品同轴度和精度要求;自主设计基于产品特殊性的专用镗孔刀具,通过在切削面和排屑面之间设置精修面,可用于切削孔径,从而降低镗孔刀具镗孔时孔径粗糙度,确保孔径精度和粗糙度;利用异形球头铣刀配合配合高精度cnc走心机加工第三圆管5外侧壁与异型齿6之间的r角,主轴定位加工
异型齿6,通过控制数控铣床铣刀的移动距离,来控制加工中铣刀的刀刃相位差,保证所有尺寸及r角稳定性和一致性符合图面要求;优化后的航空飞机座椅调节固定器的生产工艺,量产后可达到7分/pcs,产值可达6000元/台/天。
33.上述实施例是对本发明的说明,不是对本发明的限定,任何对本发明简单变换后的方案均属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1