用于粘合层空隙的排空注射修复的系统和方法与流程
1.本公开一般地涉及粘合结构部件,更具体地,涉及在结构部件之间的粘合层空隙中注射粘合剂。
背景技术:
2.在飞行器和其他环境中,粘合剂通常放置在结构部件(如,复合结构)之间以将这些结构结合在一起。然而,在某些情况下,粘合剂可能不会均匀分布在结构之间,从而以粘合层空隙的形式在两个结构之间产生结构弱点。
3.用于修复粘合层空隙的现有技术涉及在结构之一中形成(例如,钻孔)两个或更多个孔以进入和修复空隙。例如,粘合剂通过结构中的至少一个孔被注射到空隙中,并且另外的一个或多个孔用于从空隙中排出空气或粘合剂。这些现有修复技术通常还需要使用无损检查来绘制出空隙区域并确定应在何处形成孔。在使用无损检查绘制出空隙区域之后,通常在空隙区域边缘附近的选定位置和空隙区域的相对侧上形成多个孔。
4.然而,这些现有修复技术可能很耗时并且可能需要大量的工厂占地面积。例如,选择多个孔的位置可能是一个复杂而困难的过程。此外,在要修复的每个结构中形成多个孔可能需要比期望更长的时间。更进一步,当使用这些现有修复技术注射粘合剂时,空气会被截留在空隙中,从而产生在修复完成后仍然存在的残余空隙。例如,空气可能被截留在不靠近多个孔之一的空隙的角落中,从而产生残余空隙。这种残余空隙会降低修复后的粘合层的结构能力或以其他方式导致不期望的粘合层。因此,必须经常花费额外的时间和劳动力来重新检查结构以检测和修复残余空隙。
5.因此,当结合结构时,需要一种耗时更少、劳动强度更低且更可靠的用于生产高质量的粘合层的技术。此外,需要一种耗时更少、劳动强度更低且更可靠的用于修复粘合层空隙的技术。
技术实现要素:
6.在实例中,描述了一种方法。该方法包括形成进入结合间隙修复区域的单个孔。该方法还包括经由附接到单个孔的粘合剂注射设备排空结合间隙修复区域和粘合剂注射设备的注射通道。该方法还包括迫使粘合剂通过排空的注射通道并进入排空的结合间隙修复区域。
7.在另一实例中,描述了一种粘合剂注射设备。粘合剂注射设备包括被配置为流体联接到粘合剂储存器的传送通道。粘合剂注射设备还包括配置为流体联接到结合间隙修复区域的注射通道。粘合剂注射设备还包括配置为流体地联接到真空源的排空通道。粘合剂注射设备还包括三通阀,其设置在传送通道、注射通道和排空通道之间并且可选择性地操作以在排空通道和注射通道之间、排空通道和传送通道之间、以及传送通道和注射通道之间建立流体连通。
8.在另一实例中,描述了一种方法。该方法包括形成进入结合间隙区域的单个孔。该
方法还包括经由附接到单个孔的粘合剂注射设备排空结合间隙区域和粘合剂注射设备的注射通道。该方法还包括迫使粘合剂通过排空的注射通道并进入排空的结合间隙区域。
9.已经讨论的特征、功能和优点可以在各种实例中独立实现或者可以在其他实例中组合。可以参考以下描述和附图看到实例的更多细节。
附图说明
10.在所附权利要求中阐述了被认为是说明性实例的特征的新颖特征。然而,当结合附图阅读时,通过参考本公开的示例性实例的以下详细描述,将最好地理解示例性实例以及优选的使用模式、其进一步的目标和描述,其中:
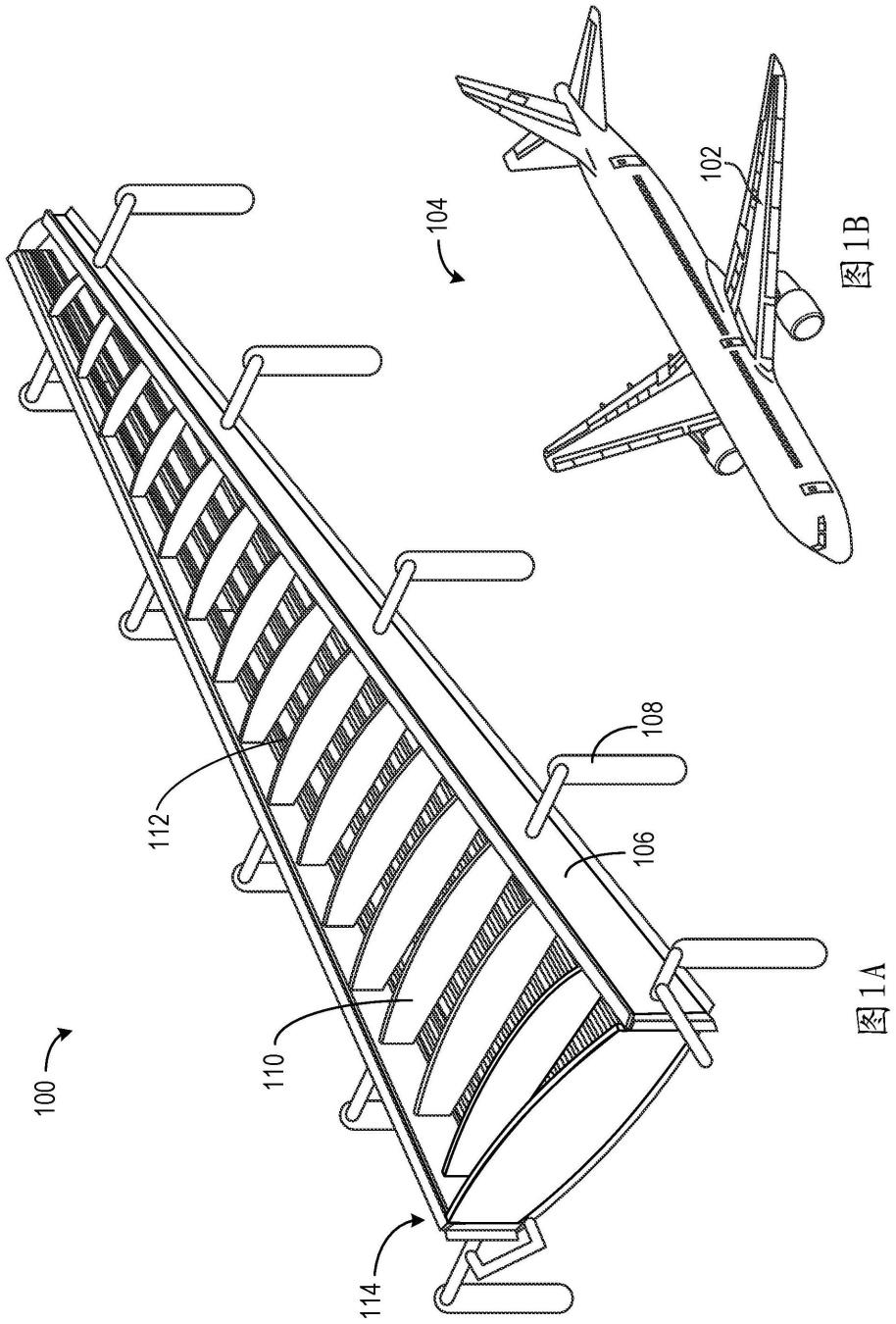
11.图1a图示了根据实例实施的用于形成飞行器的结合的机翼的系统。
12.图1b图示了根据实例实施的包括结合的机翼的飞行器的实例。
13.图2图示了根据实例实施的具有联接或结合至翼梁、翼肋和大梁的部分机翼蒙皮的系统。
14.图3a-3m图示了根据实例实施的在结构部件之间的结合间隙修复区域中注射粘合剂的工艺的实例阶段。
15.图4图示了根据实例实施的工艺的实例阶段,其中将粘合剂注射到结构部件之间的结合间隙区域中,其中密封剂珠限定了结合间隙区域的周边。
16.图5图示了根据实例实施的修复粘合层空隙的实例方法的流程图。
17.图6图示了根据实例实施的与图5的方法一起使用的实例方法以及用于执行图5的方法的迫使功能的实例方法的流程图。
18.图7图示了根据实例实施的用于执行图5的方法的排空功能的实例方法的流程图。
19.图8图示了根据实例实施的用于执行图6的方法的排空功能的实例方法的流程图。
20.图9图示了根据实例实施的用于执行图6的方法的迫使功能的实例方法的流程图。
21.图10图示了根据实例实施的用于执行图6的方法的迫使功能的实例方法的流程图。
22.图11图示了根据实例实施的用于执行图5的方法的形成功能的实例方法的流程图。
23.图12图示了根据实例实施的用于执行图5的方法的形成功能的实例方法的流程图。
24.图13图示了根据实例实施的用于执行图12的方法的形成功能的实例方法的流程图。
25.图14图示了根据实例实施的用于执行图5的方法的迫使功能的实例方法的流程图。
26.图15图示了根据实例实施的与图5的方法一起使用的实例方法的流程图。
27.图16图示了根据实例实施的与图5的方法一起使用的实例方法的流程图。
28.图17图示了根据实例实施的与图5的方法一起使用的实例方法的流程图。
29.图18图示了根据实例实施的与图17的方法一起使用的实例方法的流程图。
30.图19图示了根据示例实施方式的用于用粘合剂填充结合间隙区域的另一实例方法的流程图。
31.图20图示了根据实例实施的与图19的方法一起使用的实例方法的流程图。
具体实施方式
32.现在将在下文中参考附图更全面地描述公开的实例,其中示出了一些但不是全部公开的实例。实际上,可以描述几个不同的实例并且不应将其解释为限于本文中阐述的实例。相反,描述这些实例是为了使本公开彻底和完整,并将向本领域技术人员充分传达本公开的范围。
33.通过本文使用的术语“基本上”、“大约”、“近似”和“接近”,表示不需要精确地实现所述特征、参数或值,而是偏差或变化,包括例如,公差、测量误差、测量准确度限制和本领域技术人员已知的其他因素可能以不排除该特性旨在提供的效果的量出现。
34.除非另有特别说明,否则附图中描绘的元件不一定按比例绘制。
35.所公开的方法和系统将主要在飞行器的结合的结构(如,纵梁和蒙皮)的背景下进行讨论,但是所公开的方法和系统也可以针对除了飞行器外的其他类型的结合的结构实施。在飞行器的背景下,所公开的方法和系统可以在飞行器的生产过程中使用,诸如在结合的结构(如飞行器的结合的机翼)的生产过程中。额外地或可选地,比如,所公开的方法和系统可以在飞行器结构的结构维护期间使用,诸如以解决飞行器的机翼或其他部件的结构损坏。
36.在实例中,本文描述了用于在两个结合的结构(即,第一结构结合到第二结构)之间的结合间隙修复区域中注射粘合剂的方法,特别是通过经由单个孔排空结合间隙修复区域并通过该相同的孔将粘合剂注射到结合间隙修复区域。此外,本文描述了根据所公开的方法用于修复结合间隙修复区域的粘合剂注射设备。所公开的方法和粘合剂注射设备在修复粘合层空隙的背景下使用。所公开的方法和粘合剂注射设备也用于除了修复粘合层空隙以外的目的。例如,在两个结构紧固在一起并且这些结构匹配的边缘被密封(如,用填缝剂)之后,所公开的方法和粘合剂注射设备可用于用粘合剂填充所得的结合间隙区域并产生期望的、强粘合层。
37.在实例中,形成单个孔进入结合间隙修复区域并且粘合剂注射设备附接到该单个孔。单个孔可以在两个结构之一中形成或以提供进入结合间隙修复区域的一些其他方式创建。然后通过粘合剂注射设备将结合间隙修复区域和粘合剂注射设备的注射通道排空。一旦结合间隙修复区域和粘合剂注射设备的注射通道被排空,粘合剂就被迫使通过排空的注射通道并进入排空的结合间隙修复区域。
38.为了促进该过程,粘合剂注射装置包括三个通道和一个三通阀。特别地,粘合剂注射设备包括配置为与粘合剂储存器流体联接的传送通道、配置为与结合间隙修复区域流体联接的注射通道、以及配置为与真空源流体联接的排空通道。三通阀设置在传送通道、注射通道和排空通道之间并且可选择性地操作以在排空通道和注射通道之间、排空通道和传送通道之间以及传送通道和注射通道之间建立流体连通。
39.为了排空结合间隙修复区域,定位三通阀以在排空通道和注射通道之间建立流体连通,并且在注射粘合剂之前使用真空源从结合间隙修复区域去除空气。然后定位三通阀以在排空通道和传送通道之间建立流体连通,并且使用真空源从传送通道去除空气。然后定位三通阀以在传送通道和注射通道之间建立流体连通,并且迫使粘合剂离开粘合剂储存
器,通过传送通道和注射通道,并进入结合间隙修复区域。
40.由于在注射粘合剂之前从传送通道和结合间隙修复区域中去除空气,传送通道和结合间隙修复区域中的空气分子可以较少或没有空气分子,以阻止粘合剂填充结合间隙修复区域。结果,可以减少在结合间隙修复区域中出现残余空隙的频率,这可以减少或消除花费额外的时间和人力来重新检查和重新修复结合的结构的需要。因此,所公开的方法和设备可以有效地产生具有期望结构能力的期望粘合层。此外,与多个孔相比,使用单个孔可以减少准备填充结合间隙或用于粘合层修复所花费的时间和劳动。此外,粘合剂注射设备可用作用于排空和注射两者的单个装置,这可减少或消除对用于执行排空和注射的额外的、单独的装置的需要。
41.所公开的用于修复粘合层空隙的方法比用于粘合层空隙的常规修复技术耗时更少、劳动强度更低并且更可靠,并且可以帮助实现结合的结构的高速生产。
42.下面将更详细地描述这些和其他改进。下面描述的实施是出于实例的目的。下面描述的实施以及其他实施也可以提供其他改进。
43.图1a图示了根据实例实施的用于形成飞行器104的结合的机翼102的系统100。图1b图示了包括结合的机翼102的飞行器104的实例。
44.系统100包括多个翼梁106,其由多个固定臂108保持就位。多个固定臂108不包括在组装的机翼中,而是为了组装的目的而提供的。其他固定装置或工具可用于在组装期间将系统100的各方面保持就位。系统100还包括多个翼肋110,其附接到翼梁106之间。系统100还包括多个大梁112(在一些实例中也称为“纵梁”),其平行于翼梁106行进,并且其提供翼肋110和系统100的其他方面之间的界面。大梁112可以为系统100提供柔性和强度。
45.翼梁106可以共同形成翼盒114的一部分,其为系统100提供横向结构,并且其提供系统100的大体形状和尺寸。此外,系统100的附加部件可以联接到翼盒114。因此,翼梁106的尺寸可以严格遵循机翼102的设计方案。出于类似的原因,翼梁106中的孔可以是紧公差孔,并因此可以按照给定的精度水平装配相应的紧固件(如,在紧固件直径的1%以内)。
46.图2图示了根据实例实施的系统100,其中机翼蒙皮116的一部分联接或结合到翼梁106、翼肋110和大梁112。通过将机翼蒙皮116联接到机翼的部件(如,翼梁106、翼肋110和大梁112),形成了结合的机翼102。
47.图3a-3m图示了根据实例实施的在第一结构120和第二结构122之间的结合间隙修复区域118中注射粘合剂的过程的实例阶段。图3a-3m涉及在结合间隙修复区域118中注射粘合剂以修复粘合层空隙。
48.为了显示在实施该过程中涉及的部件,图3a首先图示了该过程的中间阶段的横截面图,即粘合剂被迫使进入结合间隙修复区域118的阶段。具体地,图3a图示了在修复过程的中间阶段期间第一结构120、第二结构122和粘合剂注射设备200的横截面图(沿线a-a截取)。然后,图3b-3m图示了该过程的实例阶段,从图3b中所示的初始阶段开始。
49.具体地,图3a图示了第一结构120、第二结构122和粘合剂注射设备200。第一结构120的实例可以包括飞行器104的机翼102的部件,诸如翼梁106、翼肋110或大梁112。在实例中,第一结构120可以是飞机104的纵梁。第二结构122的实例可以包括机翼102的机翼蒙皮116或飞行器104的另一结构。第一结构和第二结构可以包括机翼102的其他部件或飞行器104的其他部件。此外,第一结构120和第二结构122可以是另一种类型的通行工具中的结构
或用于通行工具以外的环境中的类型的结构。
50.粘合剂注射设备200包括传送通道202,该传送通道202被配置为流体联接到包含粘合剂205的粘合剂储存器204。粘合剂注射设备200任选地包括粘合剂储存器204。在一些实例中,粘合剂205是脱气粘合剂(如,进行气泡或空气排空的粘合剂膏),尽管在其他实例中可以使用其他类型的粘合剂。
51.粘合剂注射设备200还包括被配置为流体地联接到结合间隙修复区域118的注射通道206。粘合剂注射设备200还包括被配置为流体联接到真空源209的排空通道208。此外,粘合剂注射设备200包括设置在传送通道202、注射通道206和排空通道208之间的三通阀210。三通阀210可选择性地操作以在排空通道208和注射通道206之间、排空通道208与传送通道202之间、以及传送通道202与注射通道206之间建立流体连通。更进一步地,粘合剂注射设备200包括易碎密封件212,该易碎密封件212靠近粘合剂储存器204并将其与传送通道202分开。易碎密封件212防止空气进入粘合剂储存器204。
52.注射通道206终止于注射尖端214,注射尖端214可以插入形成在第一结构120中的单个孔216中,以促进注射通道206流体联接到结合间隙修复区域118。可选地,注射尖端214可以放置在或以其他方式附接到单个孔216上。在可选实例中,可以使用其他方法和结构以将粘合剂注射设备200流体联接到结合间隙修复区域118。
53.单个孔216可以钻出或以其他方式形成通过第一结构120。如上所述,单个孔216用于排空结合间隙修复区域118并迫使粘合剂205进入结合间隙修复区域118。在可选实例中,单个孔216可以以其他方式形成在结合间隙修复区域118中,诸如通过在第二结构122中而不是在第一结构120中形成单个孔216。并且在其他可选实例中,单个孔216可以形成在粘合剂、密封剂或其他材料中,这些材料限定了结合间隙修复区域118的周边。
54.如图3a进一步所示,真空密封带218可任选地用于将粘合剂注射设备200附接到单个孔216。真空密封带218可提供额外帮助以促进从结合间隙修复区域118排空所有空气。在实例中,真空密封带218在排空结合间隙修复区域118和注射通道206之前被附接。
55.图3b图示了该过程中初始阶段的透视图。在初始阶段,定位结合间隙修复区域118。如上所述,在一些情况下,结合间隙修复区域118是使用该过程修复的粘合层空隙。可以使用各种方法定位结合间隙修复区域118,例如无损评估(如,超声波测试)。在图3b和3c中,第一结构120的一部分是透明的,以图示结合间隙修复区域118。
56.图3c和图3d分别图示了下一阶段的透视图和横截面图(沿图3a中所示的a-a截取),其中在第一结构120中形成单个孔216以进入第一结构120和第二结构122之间的结合间隙修复区域118。在实例中,单个孔216形成在靠近结合间隙修复区域118的几何中心217的位置以帮助粘合剂205完全填充结合间隙修复区域118。可以使用无损评估或其他技术绘制和估计几何中心。与包括选择多个孔的位置和形成多个孔的传统方法相比,选择单个孔的位置和形成单个孔的复杂性和耗时更少。
57.图3e-3l图示了沿图3a中所示的线a-a截取的第一结构120和第二结构122的横截面图。
58.图3e图示了下一阶段的横截面图,其中粘合剂注射设备200附接到单个孔216。如上所述,真空密封带218可用于辅助将粘合剂注射设备200附接到单个孔216。
59.图3f图示了下一阶段的横截面图,其中使用粘合剂注射设备200排空结合间隙修
复区域118和粘合剂注射设备200的注射通道206。为了有助于此,可以如图3f所示定位三通阀210以在排空通道208和注射通道206之间建立流体连通,从而允许真空源209被打开并用于排空注射通道206和结合间隙修复区域118。示出箭头以图示从注射通道206和结合间隙修复区域118中抽出的空气。在一个实例中,三通阀210的位置可以由人类操作者手动改变。在另一个实例中,三通阀210的位置可以通过机器人装置改变。
60.图3g图示了下一阶段的横截面图,其中使用粘合剂注射设备200排空粘合剂注射设备200的传送通道202。为了有助于此,在排空结合间隙修复区域118之后,然后可以如图3g所示定位三通阀210以在排空通道208和传送通道202之间建立流体连通,并且可以打开真空源209以排空传送通道202。示出箭头以图示从传送通道206抽出的空气。
61.可选地,三通阀210可以被定位(即,从图3g中所示的位置逆时针旋转大约90度)以在排空通道208、注射通道206和传送通道202之间建立流体连通,从而允许打开真空源209并用于基本上同时排空注射通道206、传送通道202和结合间隙修复区域118。
62.图3h图示了下一阶段的横截面图,其中准备粘合剂注射设备200以通过定位三通阀210以在排空的传送通道202和排空的注射通道206之间建立流体连通,将粘合剂205注射入结合间隙修复区域118。
63.图3i图示了下一阶段的横截面图,其中粘合剂205被迫使离开粘合剂储存器204,破坏易碎密封件212,进入排空的传送通道202,然后进入排空的注射通道206。在图3i-3k中示出箭头以图示放置在粘合剂储存器204上的压力,从而迫使粘合剂205离开粘合剂储存器204。在一个实例中,压力由人类操作者手动施加。在另一个实例中,压力由机器人装置施加。
64.图3j图示了下一阶段的横截面图,其中粘合剂205进入排空的结合间隙修复区域118并开始填充排空的结合间隙修复区域118。
65.图3k图示了下一阶段的横截面图,其中粘合剂205填充排空的结合间隙修复区域118。粘合剂205没有空气,并且当粘合剂205被注射到排空的结合间隙修复区域118时,由于在排空的结合间隙修复区域118中不存在空气以阻止粘合剂205填充排空的结合间隙修复区域118,因此将不存在空隙或截留气泡。例如,所得粘合层是无空隙粘合层。
66.图3l图示了下一阶段的横截面图,其中粘合剂注射设备200已经从单个孔216拆下,从单个孔216突出的粘合剂205的剩余部分(如果有任何这样的部分剩余)已经被移除,并且粘合剂205已经固化以在结合间隙修复区域118中形成粘合层。
67.在一个实例中,在粘合剂注射设备200仍然附接到单个孔216的情况下进行固化粘合剂205的动作。在另一实例中,在将粘合剂注射设备200从单个孔216拆下之后进行固化粘合剂205的动作。为了促进粘合剂205的固化,粘合剂205被加热。可以使用各种形式的加热来固化粘合剂205,包括但不限于用电阻加热毯(未示出)传导加热粘合剂205,用加热灯(未示出)辐射加热粘合剂205,用强制空气(未示出)对流加热粘合剂205,和/或用嵌入至少第一结构120中的金属元件(未示出)感应加热粘合剂205。可选地,粘合剂205可以是在室温下固化的粘合剂,并因此可能不需要另一种加热/固化技术。
68.去除从单个孔216突出的粘合剂205的剩余部分的动作是任选的并且可以例如通过使用刀片或砂磨机来修整或打磨从单个孔216突出的任何粘合剂205来执行。在一些实例中,固化粘合剂205的动作也是任选的。
69.在一些情况下,一旦结合间隙修复区域118被填充,粘合剂205就可能开始将注射尖端214推出单个孔216。
70.图3m图示了具有通过上述过程形成的粘合层的第一结构120和第二结构122的透视图。在一些实例中,无损检查,诸如超声波检查或热成像检查,可用于确保完全空隙填充。
71.在一些实例中,诸如图3a-3m中图示的那些,第一结构120和第二结构122之间的结合间隙修复区域118具有由粘合剂(如,与粘合剂205相同类型或不同类型的粘合剂)限定的周边。在实例中,结合间隙修复区域118可以被认为是结合间隙区域。在其他实例中,结合间隙区域的周边由围绕第一结构120和/或第二结构122的周边放置以密封结合间隙区域的密封剂珠限定。作为更具体的实例,第一结构120可以紧固到第二结构122,然后可以使用注射喷嘴或其他施加器将密封剂珠围绕第一结构120的周边放置以密封结合间隙区域。其他实例也是可能的。
72.图4图示了与上述过程类似的过程中的代表性实例阶段,其中结合间隙区域118’被排空并且随后粘合剂205被迫使进入结合间隙区域118’,特别是在密封剂珠220限定结合间隙区域118’的周边的情况中。更具体地,图4图示了其中结合间隙区域118’与注射通道206和传送通道202基本上同时被排空的阶段,如箭头和三通阀210的定位所示。为了有助于此,如进一步所示,粘合剂注射设备200经由紧固件222附接到形成在第一结构120中的单个孔216,紧固件222包括允许进入结合间隙区域118’的通孔。可选地,在一些情况下,紧固件可能不存在并且粘合剂注射设备200以另一种方式附接到单个孔216。在注射通道206、传送通道202和结合间隙区域118’被排空后,粘合剂205可以被迫使离开粘合剂储存器204,通过排空的传送通道202和排空的注射通道206,并进入结合间隙区域118’以填充由密封剂珠220周边限定的结合间隙区域118’。
73.图5示出了可以与图1-2中所示的系统100或其部件一起使用的方法500的实例的流程图。此外,例如,关于图5描述的功能可以由以上关于图3a-3m描述的功能和阶段补充、替换或组合。此外,可以使用或配置装置或系统来执行图5中呈现的逻辑功能。方法500可以包括如框502-506中的一个或多个图示的一个或多个操作、功能或动作。
74.在框502,方法500包括形成进入结合间隙修复区域118的单个孔216。
75.在框504,方法500包括经由附接到单个孔216的粘合剂注射设备200排空结合间隙修复区域118和粘合剂注射设备200的注射通道206。
76.在框506,方法500包括迫使粘合剂205通过排空的注射通道206并进入排空的结合间隙修复区域118。
77.应当理解,图3a-3m和图4中所示的粘合剂注射设备200被示出为实例设备,其可用于至少执行框504和块506中描述的操作,并且其他设备和/或者技术可以可选地用于执行至少那些操作。
78.图6示出了与方法500一起使用的实例方法的流程图。在框508,功能包括排空与粘合剂注射设备200的粘合剂储存器204流体联接的传送通道202。图6还示出了执行如框506所示的迫使的实例方法的流程图。在框510,功能包括迫使粘合剂205通过排空的传送通道202至排空的注射通道206并进入排空的结合间隙修复区域118。
79.图7示出了用于执行如框504中所示的排空的实例方法的流程图,特别是在粘合剂注射设备200包括流体联接到传送通道202、注射通道206以及排空通道208的三通阀210的
情况下,注射通道206联接到结合间隙修复区域118,以及排空通道208联接到真空源209。在框512,功能包括定位三通阀210以在排空通道208和注射通道206之间建立流体连通。
80.图8示出了用于执行如框508中所示的排空的实例方法的流程图。在框514中,功能包括定位三通阀210以在排空结合间隙修复区域118之后在排空通道208和传送通道202之间建立流体连通。
81.图9示出了用于执行如框510中所示的迫使的实例方法的流程图。在框516中,功能包括定位三通阀210以在排空的传送通道202和排空的注射通道206之间建立流体连通。
82.图10示出了用于执行如框510中所示的迫使的实例方法的流程图,特别是在粘合剂注射设备200还包括流体联接至传送通道202并包含粘合剂205的粘合剂储存器204的情况下。在框518中,功能包括向粘合剂储存器204施加压力以迫使粘合剂205通过排空的传送通道202到排空的注射通道206并进入排空的结合间隙修复区域118。在一些实施方式中,除了如框516所示的定位三通阀210以在排空的传送通道202和排空的注射通道206之间建立流体连通(如,之后)之外,还执行施加压力的功能。
83.图11示出了用于执行如框502中所示的形成的实例方法的流程图。在框520中,功能包括在靠近结合间隙修复区域118的几何中心217的位置处形成单个孔216。
84.图12示出了用于执行如框502中所示的形成的实例方法的流程图。在框522中,功能包括形成进入两个结合的结构的结合间隙修复区域118的单个孔216。在实例中,两个结合的结构是第一结构120和第二结构122。
85.图13示出了用于执行如框522中所示的形成的实例方法的流程图。在框524中,功能包括形成进入飞行器104的机翼102的纵梁和飞行器104的机翼102的机翼蒙皮116之间的结合间隙修复区域118的单个孔216。在实例中,纵梁是图1a中所示的大梁112之一。
86.图14示出了用于执行如框506中所示的迫使的实例方法的流程图。在框526中,功能包括迫使脱气的粘合剂通过排空的注射通道206并进入排空的结合间隙修复区域118。
87.图15示出了与方法500一起使用的实例方法的流程图。在框528中,功能包括在排空结合间隙修复区域118和粘合剂注射设备200的排空通道206之前,将粘合剂注射设备200附接到具有真空密封带218的单个孔216。
88.图16示出了与方法500一起使用的实例方法的流程图。在框530,功能包括当粘合剂注射设备200附接到单个孔216时,固化粘合剂205以在结合间隙修复区域118中形成粘合层。
89.图17示出了与方法500一起使用的实例方法的流程图。在框532中,功能包括在迫使粘合剂205通过排空的注射通道206并进入排空的结合间隙修复区域118之后,将粘合剂注射设备200从单个孔216拆下并去除从单个孔216突出的粘合剂205的剩余部分。
90.图18示出了与方法500一起使用的实例方法的流程图,特别是方框532中所示的功能。在框534中,功能包括固化粘合剂205以在结合间隙修复区域118中形成粘合层。
91.图19示出了可以与图1-2中所示的系统100或其部件一起使用的方法600的实例的流程图。此外,例如,关于图6描述的功能可以由以上关于图3a-3m和图4描述的功能和阶段补充、替换或组合。此外,可以使用或配置装置或系统来执行图19中呈现的逻辑功能。方法600可以包括如框602-606中的一个或多个所示的一个或多个操作、功能或动作。
92.在框602,功能包括形成进入接合间隙区域118’的单个孔216。
93.在框604,功能包括经由附接到单个孔216的粘合剂注射设备200排空结合间隙区域118’和粘合剂注射设备200的注射通道206。
94.在框606,功能包括迫使粘合剂205通过排空的注射通道206并进入排空的结合间隙区域118’。
95.图20示出了与方法600一起使用的实例方法的流程图,特别是其中结合间隙区域118’是第一结构120和第二结构122之间的结合间隙区域。在框608中,功能包括围绕第一结构120的周边放置密封剂珠220以密封接合间隙区域118’。
96.在一些情况下,装置和/或系统的部件可以被配置为执行功能,使得部件被实际配置和结构化(使用硬件和/或软件)以实现这样的执行。在其他实例中,装置和/或系统的部件可以被布置为适于、能够或适合于执行功能,诸如当以特定方式操作时。方法500和方法600各自包括分别如框502-506和602-606中的一个或多个图示的一个或多个操作、功能或动作。此外,可以根据框502-506中的一个或多个来执行图6-18的框,和根据框602-606中的一个或多个来执行图20的框。尽管以连续顺序图示了框,但是这些框也可以并行执行,和/或以与本文描述的那些不同的顺序执行。此外,各种框可以组合成更少的框、分成额外的框、和/或基于期望的实施方式去除。
97.在实例中,方法500或方法600的一个或多个框可以用程序代码或电路表示,用于控制机器人机构以用于粘合层空隙的排空注射修复和/或用粘合剂填充结合间隙区域(如,在结合的结构和/或包括多个结合的结构的机翼的组装期间)。虽然方法500或方法600及其变体可以使用例如由根据方法500或方法600操作的程序代码控制的一个或多个机器人电枢来自动执行,但是一些任务可以手动执行。因此,在实例中,关于方法500和方法600描述的某些功能可以自动执行,而其他部分可以手动执行。可选地,方法500或方法600的所有框可以自动执行或者方法500或方法600的所有框可以手动执行。
98.在本文公开的系统、装置和方法的不同实例包括各种部件、特征和功能。应当理解,本文公开的系统、装置和方法的各种实例可以包括本文以任何组合或任何子组合公开的系统、装置和方法的任何其他实例的任何部件、特征和功能,并且所有这些可能性都旨在在本公开的范围内。
99.此外,本公开包括根据以下条款的实施方式:
100.条款1.方法(500)包括:
101.(502)形成进入结合间隙修复区域(118)的单个孔(216);
102.(504)经由附接到所述单个孔(216)的粘合剂注射设备(200)排空所述结合间隙修复区域(118)和所述粘合剂注射设备(200)的注射通道(206);和
103.(506)迫使粘合剂(205)通过排空的注射通道(206)并进入排空的结合间隙修复区域(118)。
104.条款2.根据条款1所述的方法(500),进一步包括:
105.(508)排空与所述粘合剂注射设备(200)的粘合剂储存器(204)流体联接的传送通道(202),
106.其中(506)迫使所述粘合剂(205)通过排空的注射通道(206)并进入排空的结合间隙修复区域(118)包括(510)迫使所述粘合剂(205)通过排空的传送通道(202)至排空的注射通道(206)并进入排空的结合间隙修复区域(118)。
107.条款3.根据条款2所述的方法(500),其中:
108.所述粘合剂注射设备(200)包括流体联接到所述传送通道(202)、所述注射通道(206)以及排空通道(208)的三通阀(210),所述注射通道(206)联接到所述结合间隙修复区域(118),以及所述排空通道(208)联接到真空源,和
109.(504)排空所述结合间隙修复区域(118)包括(512)定位所述三通阀(210)以在所述排空通道(208)和所述注射通道(206)之间建立流体连通。
110.条款4.根据条款3所述的方法(500),其中(504)排空所述传送通道(202)包括(514)定位所述三通阀(210)以在排空所述结合间隙修复区域(118)之后在所述排空通道(208)和所述传送通道(202)之间建立流体连通。
111.条款5.根据条款4所述的方法(500),其中(506)迫使所述粘合剂(205)通过排空的传送通道(202)至排空的注射通道(206)并进入排空的结合间隙修复区域(118)包括(516)定位所述三通阀(210)以在排空的传送通道(202)和排空的注射通道(206)之间建立流体连通。
112.条款6.根据条款5所述的方法(500),其中:
113.所述粘合剂注射设备(200)还包括流体联接至所述传送通道(202)并包含所述粘合剂(205)的粘合剂储存器(204),和
114.(506)迫使所述粘合剂(205)通过排空的传送通道(202)至排空的注射通道(206)并进入排空的结合间隙修复区域(118)进一步包括(518)向所述粘合剂储存器(204)施加压力以迫使所述粘合剂(205)通过排空的传送通道(202)到排空的注射通道(206)并进入排空的结合间隙修复区域(118)。
115.条款7.根据条款1至6中任一项所述的方法(500),其中(502)形成进入所述结合间隙修复区域(118)的所述单个孔(216)包括(520)在靠近所述结合间隙修复区域(118)的几何中心(217)的位置处形成所述单个孔(216)。
116.条款8.根据条款1至7中任一项所述的方法(500),其中(502)形成进入所述结合间隙修复区域(118)的所述单个孔(216)包括(522)形成进入两个结合的结构(120、122)的所述结合间隙修复区域(118)中单个孔(216)。
117.条款9.根据条款8所述的方法(500),其中(502)形成进入两个结合的结构(120、122)的所述结合间隙修复区域(118)中单个孔(216)包括(524)形成进入所述飞行器(104)的机翼(102)的纵梁(112)和所述飞行器(104)的所述机翼(102)的机翼蒙皮(116)之间的所述结合间隙修复区域(118)的单个孔(216)。
118.条款10.根据条款1至9中任一项所述的方法(500),其中(506)迫使所述粘合剂(205)通过排空的注射通道(206)并进入排空的结合间隙修复区域(118)包括(526)迫使脱气的粘合剂(205)通过排空的注射通道(206)并进入排空的结合间隙修复区域(118)。
119.条款11.根据条款1至10中任一项所述的方法(500),进一步包括:
120.在排空结合间隙修复区域(118)和粘合剂注射设备(200)的排空通道(206)之前,(528)将所述粘合剂注射设备(200)附接到具有真空密封带(218)的所述单个孔(216)。
121.条款12.根据条款1至11中任一项所述的方法(500),进一步包括:
122.当所述粘合剂注射设备(200)附接到所述单个孔(216)时,(530)固化所述粘合剂(205)以在所述结合间隙修复区域(118)中形成粘合层。
123.条款13.根据条款1至11中任一项所述的方法(500),进一步包括:
124.(532)在迫使所述粘合剂(205)通过排空的注射通道(206)并进入排空的结合间隙修复区域(118)之后:
125.将所述粘合剂注射设备(200)从所述单个孔(216)拆下;以及
126.去除从所述单个孔(216)突出的所述粘合剂(205)的剩余部分。
127.条款14.根据条款13所述的方法(500),进一步包括:
128.(534)固化所述粘合剂(205)以在所述结合间隙修复区域(118)中形成粘合层。
129.条款15.通过根据条款1至14中任一项所述的方法(500)修复的粘合层空隙。
130.条款16.粘合剂注射设备(200),其包括:
131.传送通道(202),其配置为流体地联接到粘合剂储存器(204);
132.注射通道(206),其配置为流体地联接到结合间隙修复区域(118);
133.排空通道(208),其配置为流体地联接到真空源;和
134.三通阀(210),其设置在所述传送通道(202)、所述注射通道(206)和所述排空通道(208)之间并且可选择性地操作以在所述排空通道(208)和所述注射通道(206)之间、所述排空通道(208)和所述传送通道(202)之间、以及所述传送通道(202)和所述注射通道(206)之间建立流体连通。
135.条款17.根据条款16所述的粘合剂注射设备(200),进一步包括:
136.粘合剂储存器(204)。
137.条款18.根据条款17所述的粘合剂注射设备(200),其中所述粘合剂储存器(204)包含脱气的粘合剂(205)。
138.条款19.根据条款17或条款18所述的粘合剂注射设备(200),进一步包括:
139.易碎密封件(212),所述易碎密封件(212)将所述粘合剂储存器(204)与所述传送通道(202)分开。
140.条款20.根据条款16至19中任一项所述的粘合剂注射设备(200),其中所述注射通道(206)配置为经由在所述结合间隙修复区域(118)中形成的单个孔(216)流体地联接至所述结合间隙修复区域(118)。
141.条款21.一种方法(600),其包括:
142.(602)形成进入结合间隙区域(118’)的单个孔(216);
143.(604)经由附接到所述单个孔(216)的粘合剂注射设备(200)排空所述结合间隙区域(118’)和所述粘合剂注射设备(200)的注射通道(206);和
144.(606)迫使粘合剂(205)通过排空的注射通道(206)并进入排空的结合间隙区域(118’)。
145.条款22.根据条款21所述的方法(600),其中所述结合间隙区域(118’)是第一结构(120)和第二结构(122)之间的结合间隙区域(118’),所述方法(600)进一步包括:
146.(608)围绕所述第一结构(120)的周边放置密封剂珠(220)以密封所述接合间隙区域(118’)。
147.已经出于说明和描述的目的呈现了对不同有利布置的描述,并且不旨在穷举或限制所公开形式的实例。许多修改和变化对于本领域普通技术人员来说将是显而易见的。此外,与其他有利实例相比,不同的有利实例可以描述不同的优点。选择和描述所选择的一个
或多个实例是为了最好地解释实例的原理、实际应用,并使本领域的其他普通技术人员能够理解具有适合特定用途考虑的各种修改的各种实例的公开内容。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1