一种用于自动缠绕的软质屏蔽层带料传送装置的制作方法
1.本发明涉及复合套管电容芯体生产技术领域,具体为一种用于自动缠绕的软质屏蔽层带料传送装置。
背景技术:
2.胶浸纤维套管缠绕工艺是交、直流套管等重要一次设备的关键制造工艺,随着电网建设需求,复合套管的使用需求也随之越来越多,复合套管电容芯体在缠绕生产时,主要的生产工艺缠绕材料为浸胶复合玻纤与半导电带(软质带料)缠绕在芯棒上。浸胶复合玻纤的缠绕目前为机器缠绕绕,而电容屏半导电带等软质带料的绕制,根据绕制套管不同规格,由工艺人员设计,主要人工操作完成。
3.在复合套管电容芯体的大规模生产中,现有的人工缠绕工序往往存在一些问题:对于规格较大的套管,其缠绕时间持续时间长,人工操作频繁且劳动强度较大,易致疲劳,另外,人为缠绕操作存在准确性低、一致性低的问题,同时缠绕设备的运动空间和人工操作空间存在交叉,存在较大安全隐患,还易产生灰尘、纤维粉末等对人有害的物质。因此,采用一种装置来替代人工对半导电带等软质材料工作,尤为重要。为此,本发明提供了一种用于自动缠绕的软质屏蔽层带料传送装置来代替人工进行复合套管电容芯体的缠绕工作,有效的解决了现有的人工缠绕工序中存在的问题,大幅改善人工操作环境并提升缠绕工艺质量。
技术实现要素:
4.本发明的目的在于提供了一种用于自动缠绕的软质屏蔽层带料传送装置。
5.为实现上述目的,本发明提供如下技术方案:一种用于自动缠绕的软质屏蔽层带料传送装置,包括导带机构、导轨机构和基座旋转机构,所述导带机构包括缠绕引料板、顶块、扁形气管、导向轴承、上限位夹板、切带机构、上弹性夹片、下弹性夹片和弹性夹片固定架;
6.所述切带机构包括切刀固定架和切刀;
7.所述导轨机构包括形成固定块、下限位夹板和底滑轨平台;
8.所述基座旋转机构包括旋转基盘、角度定位销和扭簧;
9.所述扭簧通过旋转基盘上的定位栓固定在角度定位销和底滑轨平台之间;
10.所述底滑轨平台与旋转基板通过轴活动连接,所述形成固定块固定在底滑轨平台上,所述底滑轨平台通过弹性夹片固定架与下限位夹板连接,所述切刀固定架固定安装在下限位夹板上,所述切刀安装在切刀固定架上,所述扁形气管安装在上限位夹板上。
11.优选的,所述角度定位销和扭簧的数量为两个,两个所述角度定位销和扭簧分别分布在旋转基盘的两侧。
12.优选的,所述上弹性夹片尾部设置有角度,所述上弹性夹片和下弹性夹片头部开设有槽口,所述顶块安装在上弹性夹片槽口出,且顶块另一端与上限位夹板接触。
13.优选的,所述旋转基盘上开设有弧形槽口,所述角度定位销位于弧形槽口内部。
14.优选的,所述旋转基盘上设置有固定卡簧,所述固定卡簧位于下限位夹板和角对定位销之间。
15.优选的,所述导向轴承设置在上限位夹板和下限位夹板之间。
16.优选的,所述导向轴承的数量为四个。
17.优选的,所述缠绕引料板安装在下限位夹板底部的一端,所述缠绕引料板的材质为硬质弹性材料。
18.优选的,所述扁形气管的数量为两个,两个所述扁形气管分别位于上限位夹板两侧。
19.本发明提供了一种用于自动缠绕的软质屏蔽层带料传送装置。具备以下有益效果:
20.(1)自动化程度高:本发明的用于自动缠绕的软质带料传送装置能替代现有各类需人工进行缠绕的工作,改善了操作人员的工作环境,规避了人工缠绕工作中与其他设备与人为操作空间交叉,兼具安全性。
21.(2)生产效率高:本发明的用于自动缠绕的软质带料传送装置替代了人工操作,可大幅提高生产效率;
22.(3)应用场景广泛:本发明的用于自动缠绕的软质带料传送装置不仅可以应用于轴向叠层缠绕工艺,而且可以根据生产实际的工艺需求,配合横向动力装置,实现带角度的缠绕,满足有间隔和不同比例的叠层缠绕。
23.(4)生产效率高:本发明的用于自动缠绕的软质带料传送装置替代了人工操作,可大幅提高生产效率。
24.(5)生产工艺质量稳定:本发明的用于自动缠绕的软质带料传送装置替代人,避免了因人工的技术水平不同而导致工艺质量参差不齐,同时,加以自动测量可实现数据采集,形成测量到执行的闭环的控制,大幅提高生产的一致性和稳定性。
附图说明
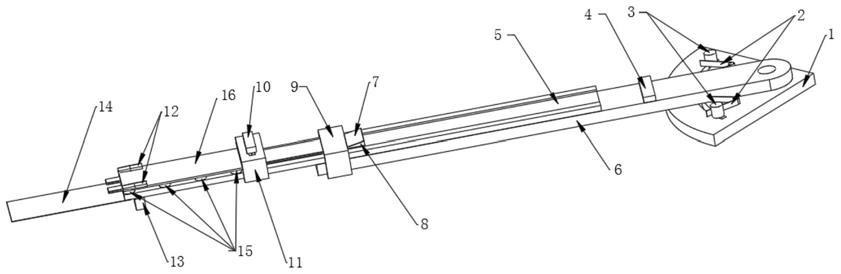
25.图1为本发明立体图;
26.图2为本发明俯视图;
27.图3为本发明正视图;
28.图4为本发明切刀位于原位结构示意图;
29.图5为本发明切刀位于切料时结构示意图;
30.图6为本发明顶块位于原位结构示意图;
31.图7为本发明顶块位于顶料时结构示意图。
32.图中:1旋转基盘、2角度定位销、3扭簧、4行程固定块、5下限位夹板、6底滑轨平台、7上弹性夹片、8下弹性夹片、9弹性夹片固定架、10 切刀、11切刀固定架、12扁形气管、13顶块、14缠绕引料板、15导向轴承、16上限位夹板。
具体实施方式
33.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完
整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,旨在用于解释本发明,而不能理解为对本发明的限制。
34.如图1-7所示,本发明提供一种技术方案:一种用于自动缠绕的软质屏蔽层带料传送装置,包括导带机构、导轨机构和基座旋转机构,导带机构包括缠绕引料板14、顶块13、扁形气管12、导向轴承15、上限位夹板 16、切带机构、上弹性夹片7、下弹性夹片8和弹性夹片固定架9;
35.切带机构包括切刀固定架11和切刀10;
36.导轨机构包括形成固定块4、下限位夹板5和底滑轨平台6;
37.基座旋转机构包括旋转基盘1、角度定位销2和扭簧3;
38.扭簧3通过旋转基盘1上的定位栓固定在角度定位销2和底滑轨平台6 之间;
39.底滑轨平台6与旋转基板1通过轴活动连接,形成固定块4固定在底滑轨平台6上,底滑轨平台6通过弹性夹片固定架9与下限位夹板5连接,切刀固定架11固定安装在下限位夹板5上,切刀10安装在切刀固定架11 上,扁形气管12安装在上限位夹板16上。
40.角度定位销2和扭簧3的数量为两个,两个角度定位销2和扭簧3分别分布在旋转基盘的两侧。
41.上弹性夹片7尾部设置有角度,上弹性夹片7和下弹性夹片8头部开设有槽口,顶块13安装在上弹性夹片7槽口出,且顶块13另一端与上限位夹板16接触。
42.旋转基盘1上开设有弧形槽口,角度定位销2位于弧形槽口内部。
43.旋转基盘上设置有固定卡簧,固定卡簧位于下限位夹板5和角对定位销2之间。
44.导向轴承15设置在上限位夹板16和下限位夹板5之间。
45.导向轴承15的数量为四个。
46.缠绕引料板14安装在下限位夹板5底部的一端,缠绕引料板14的材质为硬质弹性材料。
47.扁形气管12的数量为两个,两个扁形气管12分别位于上限位夹板16 两侧。
48.在使用时,初始位置如图1所示,出带机构位于最左侧,至形成定位块处,首次人工将带料从带料机构尾部,沿导料机构内槽,通过弹性夹片、切料装置、上下限位夹板至缠绕引料板,与缠绕引料板对齐。顶块顶起将带料顶至上限位夹板,下限位夹板沿底滑轨平台连同带料伸出,直至到达缠绕芯棒处,启动扁形气管吹气,顶块收回,软带料利用气体和缠绕对象芯棒上的粘性实现搭接并缠绕,待缠绕完毕后,启动切刀,切断软带料,收回出带机构,完成一次单次流程。
49.综上可得,本发明自动化程度高:本发明的用于自动缠绕的软质带料传送装置能替代现有各类需人工进行缠绕的工作,改善了操作人员的工作环境,规避了人工缠绕工作中与其他设备与人为操作空间交叉,兼具安全性。
50.生产效率高:本发明的用于自动缠绕的软质带料传送装置替代了人工操作,可大幅提高生产效率.
51.应用场景广泛:本发明的用于自动缠绕的软质带料传送装置不仅可以应用于轴向叠层缠绕工艺,而且可以根据生产实际的工艺需求,配合横向动力装置,实现带角度的缠
绕,满足有间隔和不同比例的叠层缠绕。
52.生产效率高:本发明的用于自动缠绕的软质带料传送装置替代了人工操作,可大幅提高生产效率。
53.生产工艺质量稳定:本发明的用于自动缠绕的软质带料传送装置替代人,避免了因人工的技术水平不同而导致工艺质量参差不齐,同时,加以自动测量可实现数据采集,形成测量到执行的闭环的控制,大幅提高生产的一致性和稳定性。
54.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1