一种储运一体的铝合金低温生物容器及内胆焊接组件的缠绕方法与流程
[0001]
本发明涉及低温生物容器领域,具体涉及一种储运一体的铝合金低温生物容器及内胆焊接组件的缠绕方法。
背景技术:
[0002]
低温生物容器主要用来存储动物精液、器官、菌种和其他生物样本等,被广泛应用于畜牧、生物医疗及科研等领域。近年来,随着全球经济发展水平的稳步提升,全球低温生物容器市场呈现稳步增长的态势。
[0003]
现有技术中,一方面低温生物容器热传导速率快,不利于低温液体的长时间储存;另一方面低温生物容器分贮存型和运输型两种不同形式,运输型在内胆和外胆之间连接有支撑结构,防止容器在运输振动过程中失效,而贮存型无支撑结构不能应用于长时间运输只能用于短途运输和固定位置存储,因此在样本采集和存储过程中需要转换存储容器,过程中易产生热量消散或直接导致样本失效等问题。
技术实现要素:
[0004]
针对现有技术无储运一体的生物容器且无法长时间储存低温液体的问题,本发明的第一目的是提供了一种储运一体的铝合金低温生物容器。
[0005]
本发明采用以下的技术方案:
[0006]
一种储运一体的铝合金低温生物容器,包括外罐体和内胆焊接组件,所述内胆焊接组件设置在外罐体内,内胆焊接组件包括内胆、内圈、不锈钢波纹管、第一双金属环和第二双金属环;
[0007]
所述内圈焊接在内胆的胆口处,所述不锈钢波纹管的上端与第一双金属环焊接在一起,不锈钢波纹管的下端与第二双金属环焊接在一起,第二双金属环的下端与内圈的上端焊接在一起;
[0008]
所述外罐体的罐口内焊接有外圈,第一双金属环的上端与外圈的下端焊接在一起;
[0009]
还包括玻璃钢颈管,玻璃钢颈管的上部粘接在外圈内,玻璃钢颈管的下部粘接在内圈内,所述不锈钢波纹管套在玻璃钢颈管的中部;
[0010]
其中,内胆焊接组件的外部缠绕有绝热材料。
[0011]
优选地,外罐体、内胆、外圈和内圈为铝合金材料制成。
[0012]
优选地,玻璃钢颈管与外圈之间及玻璃钢颈管与内圈之间均是通过环氧树脂胶粘接在一起的。
[0013]
优选地,第一双金属环和第二双金属环均包括上半部分金属环和下半部分金属环,上半部分金属环和下半部分金属环是通过爆炸焊接的方式牢固焊接在一起的;
[0014]
第一双金属环的上半部分金属环是由铝合金材料制成的,第一双金属环的下半部
分金属环是由不锈钢材料制成的,第二双金属环的下半部分金属环是由铝合金材料制成的,第二双金属环的上半部分金属环是由不锈钢材料制成的。
[0015]
优选地,第一双金属环的上半部分金属环与外圈的下端焊接在一起,第二双金属环的下半部分金属环与内圈的上端焊接在一起。
[0016]
优选地,在内胆的上部的外壁上设置有空气吸附剂颗粒放置槽,空气吸附剂颗粒放置槽内放置有空气吸附剂颗粒。
[0017]
优选地,在外罐体的底部设置有u形槽底座,外罐体的上部设置有提手。
[0018]
本发明的第二目的是提供了一种内胆焊接组件的缠绕方法。
[0019]
一种内胆焊接组件的缠绕方法,内胆焊接组件为以上所述的一种储运一体的铝合金低温生物容器中的内胆焊接组件,内胆焊接组件外部缠绕的绝热材料为一层铝箔和一层玻璃纤维纸复合而成的低温绝热纸,缠绕方法包括以下步骤:
[0020]
步骤1:内胆焊接组件由吊装工具竖直吊装,内胆焊接组件能沿轴向缓慢转动;将两卷低温绝热纸分置于内胆焊接组件的斜上方和斜下方,斜上方的一卷低温绝热纸的起始端固定在内胆焊接组件的底部,斜下方的的一卷低温绝热纸的起始端固定在内胆焊接组件的顶部;
[0021]
步骤2:两卷低温绝热纸同时绕内胆焊接组件旋转,同时内胆焊接组件沿轴向缓慢转动,两卷低温绝热纸在内胆焊接组件上呈线团式螺旋缠绕;
[0022]
步骤3:在缠绕时始终将低温绝热纸的纸张搭接量保持在10-12mm范围内,两卷低温绝热纸共计缠绕108圈;
[0023]
步骤4:缠绕完毕,再用玻璃纤维纸将缠绕完毕的内胆焊接组件包覆好,最后用玻璃纤维带包扎系紧。
[0024]
优选地,低温绝热纸中铝箔宽度为76mm,玻璃纤维纸宽度为88mm;
[0025]
步骤4中的玻璃纤维纸的宽为1100mm,长为1300mm。
[0026]
本发明具有的有益效果是:
[0027]
本发明提供的储运一体的铝合金低温生物容器,利用0.2mm不锈钢波纹管有效降低整个低温生物容器的导热速度,解决了铝合金波纹管导热快的问题;设置了第一双金属环和第二双金属环保证不锈钢波纹管的连接牢固,设置玻璃钢颈管为不锈钢波纹管的结构强度提供支撑,外罐体与玻璃钢颈管、内胆与玻璃钢颈管的高强度连接,保证生物容器能够用于长途运输,采集样本后可直接用于存储,无需再更换容器存储,减少低温热量损失和样本失效的风险。该产品在设计上有极大的先进性,使终端用户使用体验更优化,并且该设计工艺上易实现批量生产,有非常大的市场前景。
[0028]
内胆焊接组件的缠绕方法使用宽度仅为76mm的铝箔,并复合88mm宽的玻璃纤维纸,降低了绝热材料导热效率,更窄的铝箔也使得绝热材料之间的气体分子更容易被抽出,该缠绕方法具有导热效率低,真空度好的优点。
附图说明
[0029]
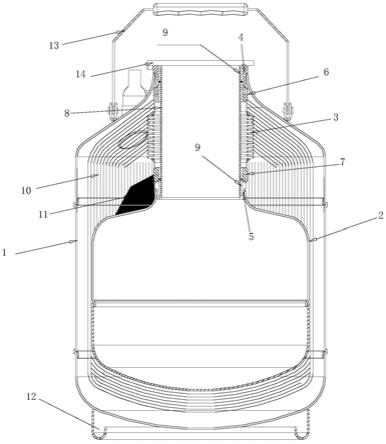
图1为铝合金低温生物容器的结构示意图。
[0030]
图2为外圈、内圈、不锈钢波纹管和玻璃钢颈管的连接示意图。
[0031]
图3为内胆焊接组件缠绕后的示意图。
具体实施方式
[0032]
下面结合附图对本发明进行具体的说明:
[0033]
实施例1
[0034]
结合图1和图2,一种储运一体的铝合金低温生物容器,包括外罐体1和内胆焊接组件,内胆焊接组件设置在外罐体内,内胆焊接组件包括内胆2、内圈5、不锈钢波纹管3、第一双金属环6和第二双金属环7。
[0035]
内圈5焊接在内胆2的胆口处。不锈钢波纹管3的上端与第一双金属环6焊接在一起,不锈钢波纹管3的下端与第二双金属环7焊接在一起。
[0036]
第二双金属环的下端与内圈的上端焊接在一起。
[0037]
外罐体的罐口内焊接有外圈4,第一双金属环的上端与外圈的下端焊接在一起。
[0038]
外罐体1、内胆2、外圈4和内圈5为铝合金材料制成。
[0039]
其中,内胆焊接组件的外部缠绕有绝热材料10,保证内胆焊接组件的隔热保温性。
[0040]
不锈钢波纹管的厚度为0.2mm,不锈钢波纹管能降低内胆的导热系数,减少导热面积,延长热传导距离,解决了铝合金波纹管导热快的问题。
[0041]
为了解决不锈钢波纹管固定及不锈钢和铝合金两种材质的过渡问题,设置第一双金属环和第二金属环。
[0042]
第一双金属环6和第二双金属环7均包括上半部分金属环和下半部分金属环,上半部分金属环和下半部分金属环是通过爆炸焊接的方式牢固焊接在一起的。
[0043]
第一双金属环的上半部分金属环是由铝合金材料制成的,第一双金属环的下半部分金属环是由不锈钢材料制成的。
[0044]
第一双金属环的上半部分金属环与铝合金材质的外圈的下端紧密焊接在一起,保证焊接方便和焊接强度。
[0045]
第一双金属环的下半部分金属环与不锈钢波纹管的上端焊接在一起,保证焊接方便和焊接强度。
[0046]
第二双金属环的下半部分金属环是由铝合金材料制成的,第二双金属环的上半部分金属环是由不锈钢材料制成的。
[0047]
第二双金属环的下半部分金属环与铝合金材质的内圈的上端焊接在一起,保证焊接方便和焊接强度。
[0048]
第二双金属环的上半部分金属环与不锈钢波纹管的下端焊接在一起,保证焊接方便和焊接强度。
[0049]
本发明的低温生物容器还包括玻璃钢颈管8,玻璃钢颈管是为了弥补不锈钢波纹管的强度损失设置的,玻璃钢颈管能为不锈钢波纹管提供强度支撑。
[0050]
不锈钢波纹管套在玻璃钢颈管的中部。玻璃钢颈管的上部粘接在外圈4内,玻璃钢颈管的下部粘接在内圈5内。
[0051]
玻璃钢颈管与外圈之间及玻璃钢颈管与内圈之间均是通过环氧树脂胶粘9接在一起的。其中,环氧树脂胶的型号为9394胶,粘度及强度很高。
[0052]
玻璃钢颈管与内圈和外圈的粘接过程为:
[0053]
玻璃钢颈管的上部和下部均套入o型圈,在上部的o型圈及其上的玻璃钢颈管外表面涂满9394胶,将玻璃钢颈管的上部套入外圈中,在下部的o型圈及其下的玻璃钢颈管外表
面涂满9394胶,利用提拉紧固工装将内胆提拉到位,使得内圈与玻璃钢颈管的下部套在一起,待9394胶焊工后,即可将玻璃钢颈管紧固在内圈和外圈上。
[0054]
上述结构也保证了外罐体和内胆的连接强度,在生物罐运输过程中,内胆不会发生振动,不需要在内胆和外罐体之间设置支撑结构。使得生物容器既能长途运输,又可直接用于存储。
[0055]
在内胆的上部的外壁上设置有空气吸附剂颗粒放置槽,空气吸附剂颗粒放置槽内放置有空气吸附剂颗粒11。空气吸附剂颗粒能够吸附内外胆中间夹层空间内释放的空气分子,延长真空维持时间。
[0056]
在外罐体的底部设置有u形槽底座12,便于生物容器放置。
[0057]
外罐体的上部设置有提手13,便于生物容器提取。
[0058]
玻璃钢颈管的顶部设置有盖塞14,实现玻璃钢颈管的密封。
[0059]
实施例2
[0060]
结合图3,一种内胆焊接组件的缠绕方法,内胆焊接组件为以上实施例的一种储运一体的铝合金低温生物容器中的内胆焊接组件,内胆焊接组件外部缠绕的绝热材料10为一层铝箔和一层玻璃纤维纸复合而成的低温绝热纸,铝箔宽度仅为76mm,玻璃纤维纸宽度仅为88mm。利用比铝箔宽的玻璃纤维纸降低了铝箔的导热效率。
[0061]
缠绕方法包括以下步骤:
[0062]
步骤1:内胆焊接组件由吊装工具竖直吊装,内胆焊接组件能沿轴向缓慢转动;将两卷低温绝热纸分置于内胆焊接组件的斜上方和斜下方,斜上方的一卷低温绝热纸的起始端固定在内胆焊接组件的底部,斜下方的的一卷低温绝热纸的起始端固定在内胆焊接组件的顶部;
[0063]
步骤2:两卷低温绝热纸同时绕内胆焊接组件旋转,同时内胆焊接组件沿轴向缓慢转动,两卷低温绝热纸在内胆焊接组件上呈线团式螺旋缠绕;
[0064]
步骤3:在缠绕时始终将低温绝热纸的纸张搭接量保持在10-12mm范围内,两卷低温绝热纸共计缠绕108圈;
[0065]
步骤4:缠绕完毕,再用宽为1100mm,长为1300mm的玻璃纤维纸将缠绕完毕的内胆焊接组件包覆好,最后用玻璃纤维带包扎系紧。
[0066]
上述缠绕完成后,由于铝箔较窄进一步降低铝箔的导热效率,另外,更窄的铝箔也使得绝热材料之间的气体分子更容易被抽出,该缠绕方法具有导热效率低,真空度好的优点。
[0067]
当然,上述说明并非是对本发明的限制,本发明也并不仅限于上述举例,本技术领域的技术人员在本发明的实质范围内所做出的变化、改型、添加或替换,也应属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1