变速器壳体气密机随行托盘上料装置的制作方法
1.本发明涉及的是一种变速器制造领域的技术,具体是一种变速器壳体气密机随行托盘上料装置。
背景技术:
现有的混合动力变速器壳体对气密性要求较高,在制造时需要进行主腔泄漏检测,由于气密机功能需要,需对壳体进行上料,常用的气密机的壳体上料结构有:滑板结构,即变速器壳体断面直接置于一块表面经过特殊处理的面板上进行滑行上料,当表面硬度高于壳体,滑动过程中会刮伤壳体结合面。当表面硬度低于壳体,会产生刮痕翻边,刮伤壳体结合面。另外一种是滚轮滚条结构,即变速器壳体端面置于两条滚动料道上。当滚轮滚条是金属材料,在上料过程中噪音较大,由于测试过程有水测环节,工作环境比较恶劣,导致滚动料道生锈。当滚轮滚条是非金属材料,虽然降低了噪音,但移损较快,更换频繁。因此变速器壳体上料装置直接影响气密机的整体性能。
技术实现要素:
2.本发明针对现有技术存在的上述不足,提出一种变速器壳体气密机随行托盘上料装置,即增加托盘定位装置,壳体先进行预装于随行托盘上,在封堵之前进行二次定位,这样就解决了上料过程存在损伤壳体问题。为了确保壳体进料重复性,进料机构做了如下设计:人工将随行托盘推到预定位挡块处,托盘进料到位辅助柱塞的前端球头会自动伸出进入辅助预定位的锥孔内,产生类似磁性吸力,给与操作工到位手感反馈,并使托盘不易脱开。升降机构下降前,托盘预定位插销会自动伸出,插入托盘预定位u型槽,保证随行托盘下降到位时与下定位机构正确对接。
3.本发明是通过以下技术方案实现的:
4.本发明涉及一种变速器壳体气密机随行托盘上料装置,包括:两段式的送料机构、分别设置于送料机构上下方的到位检测机构和精确定位检测机构,其中:送料机构收纳并输送用于承载待测变速器壳体的随行托盘,通过将变速器壳体预定位于随行托盘上,再将随行托盘与封堵机构进行精定位。经过两次定位,在达到定位要求的情况下具备一定的容错能力。使得设备的容错率更强。技术效果
5.本发明整体解决了现有上料结构对变速器壳体的损伤问题以及机构的稳定性,随行托盘重复定位、随行托盘在两段料道上平顺送料以及随行托盘到位人工感知等问题;
6.与现有技术相比,本发明能够在待测变速器壳体运送至设备检测工位过程中,在满足气密性试验的原则上对壳体进行有效保护,有效减少壳体端面的磨损率。另外整体操作简单,从操作层面降低产品的废率。
附图说明
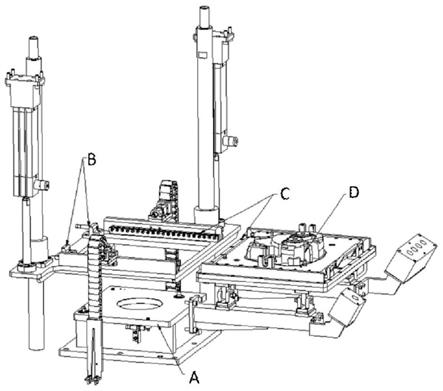
7.图1为本发明整体结构示意图;
8.图2为随行托盘示意图;
9.图3为到位检测机构示意图;
10.图4为供料机构示意图;
11.图5为精准定位检测机构示意图
12.图6为实施例动作原理图;
13.图中:精确定位检测机构a、到位检测机构b、送料机构c、随行托盘d、u型插销座1、两个壳体预定位插销2、壳体预定位发信机构3、托板4、内腔仿形填充5、定制密封圈6、四个导轮7、滑板8、发信杆9、托盘到位装置10、精确定位机构11、封液框12、输送滚道13、引导条14、带自锁举升装置15、直线轴承16、导柱17、导柱安装座27、插销装置18、输送滚道19、随行托盘到位以及检测装置20、料架框21、引导条22、翻转机构23、固定架24、初始限位块25、汇流板26、把手28、调节机构29、双手启动装置30、菱形定位销31、发信机构32、圆形定位销33、定位板34。
具体实施方式
14.如图1所示,为本实施例涉及一种两段式的送料机构c、分别设置于送料机构c上下方的到位检测机构b和精确定位检测机构a,其中:送料机构收纳并输送用于承载待测变速器壳体的随行托盘d。本装置采用的是人工上料,将变速器壳体放置于随行托盘上,并经过送料机构人工将托盘送入,人工凭借吸入感判断托盘是否到位,到位检测信号是否发信。当不发信,检查是否到位,当有信号,托盘下行,送至精确定位装置,当托盘不到位,不发信,压紧以及封堵机构不工作,当工件放置不到位,不发信,压紧以及封堵机构不工作。当信号正常,压紧以及封堵机构工作,开始正常测试。
15.如图2所示,所述的随行托盘整体可切换,可拆装,具体包括:托板4以及设置于托板4上方的u型插销座1、两个壳体预定位插销2、壳体预定位发信机构3、内腔仿形填充5、定制密封圈6以及设置于托板4下方的四个导轮7和滑板8。
16.所述的托板4选用材料为7075铝合金并经t6处理。
17.所述的内腔仿形填充5保证在放置壳体的时候进行先导;
18.所述的定制密封圈6作为易损件,可在托盘上完成更换,操作方便简单;
19.所述的导轮7用于防止进料过程中卡死以及碰撞;
20.所述的滑板8采用1cr13经过淬火处理,增强耐磨性。
21.如图3所示,所述的壳体预定位发信机构3包括:定位销套,定位销,阻尼钢球10,阻尼钢球10通过螺栓调节,可调节弹簧力。从而反馈到人工到位感知。定位销以及销套是将随行托盘与封堵机构进行精确定位。
22.所述的发信杆9作用于变速器壳体端面,当受压之后作用于精定位发信机构32。
23.如图4所示,所述的送料机构包括:固定架24和设置于其上的进料料架以及举升料架,其中:进料料架以及举升料架上均设有输送滚道13和引导条14,固定架24固定于床身上,举升料架通过气缸驱动,两个直线轴承在两导柱上进行举升,实现随行托盘的输送。进料料架固定与床身上,并且具有上下调节功能,实现随行托盘的输送对接。
24.所述的固定架24上设有翻转机构23和双手启动装置30。
25.所述的进料料架包括:汇流板26、设置于汇流板26上方的封液框12、初始限位块25、设置于汇流板26下方的翻转机构23、把手28和调节机构29,通过手握把手28的情况下进行90
°
翻转,方便机床内部的维修以及保养,通过调节翻转机构23以及调节机构29的垫片进行终调平。
26.所述的举升料架包括:料架框21、设置于料架框21上方的输送滚道19、随行托盘到位以及检测装置20、引导条22以及分别设置于料架框21两侧的一对带自锁举升装置15、直线轴承16、导柱17、插销装置18、导柱安装座27,其中:带自锁举升装置15驱动料架框21的举升。
27.所述的输送滚道13与两条输送滚道19均通过等高螺栓以及小径轴承实现,利用小径轴承以及等高螺栓作为滚道,使得滑动平稳顺滑,噪音小,不易生锈,采购制造成本低,互换性强,维修简单,轴承的距离分布以及轴径与随行托盘的长度,进料料架与举升料架之间的间距有直接关系。影响运动的平稳以及噪音、磕碰的大小。
28.如图4以及图5所示,所述的到位检测机构包括:配有阻尼钢球的托盘到位装置10、随行托盘到位限位以及检测装置20、u型插销座1、插销装置18。
29.所述的插销装置18能够保证在下降的过程中脱离以及随行托盘下降到位时与精确定位的完美对接。
30.当随行托盘进入举升料架,首先托盘到位装置10装置中的阻尼钢球会接触到随行托盘到位以及检测装置20的引导面,随着慢慢的推入,托盘到位装置10对钢球产生的阻尼越来越大,直到进入到随行托盘到位以及检测装置20的锥型孔里面,此时,弹簧的阻尼最小,传递于操作工是一种类似磁性的吸力。当调节托盘到位装置10结构中的调节螺栓,就会改变钢球的阻尼,使得阻尼手感更加强烈。此时也到达了送料限位位置,检测装置发信。两边插销装置18插入u型插销座1,托盘在举升装置15作用下下行。
31.所述的阻尼钢球、小径轴承、等高螺栓、充分利用了阻尼钢球的力学特性,实现托盘到位手感反馈,利用小径轴承以及等高螺栓作为滚道,使得滑动平稳顺滑,噪音小,不易生锈,采购制造成本低,互换性强,维修简单等。同时也实现了随行托盘在分段料道上平稳顺滑运动。
32.如图5所示,所述的精确定位检测机构包括:定位板34以及设置于其上的菱形定位销31、发信机构32、圆形定位销33,随着托盘的下行,随行托板上的下行,菱形定位销31、圆形定位销33引导进入作为精确定位机构11的定位销/套,先对随行托盘位置进行矫正,托盘下行至定位板,托盘停止下行,进料料架继续下行5mm,此时托盘到位装置10与随行托盘到位以及检测装置20脱离,插销装置18与u型插销座不脱离。在托盘的重力作用下,壳体预定位发信机构3中发信杆9作用于发信机构32,使其发信。在检测托盘到位与否的同时检测变速器壳体是否放置到位。
33.当完成测试,首先举升料架举升,将随行托盘举升于进料料架齐平,退料气缸工作,将随行托盘送回至初始位置。
34.本发明随行托盘思路作为整个发明的核心,有效解决壳体损伤问题。另外作为手动工位,阻尼弹簧的应用增加了操作手感,为人工反馈提供依据。
35.与现有技术相比,本装置最终重复定位精度满足夹具要求,r&r(方差分析)报告满
足要求,并且现场使用反馈使用情况良好,有效解决长期存在壳体在气密工序报废问题。
36.上述具体实施可由本领域技术人员在不背离本发明原理和宗旨的前提下以不同的方式对其进行局部调整,本发明的保护范围以权利要求书为准且不由上述具体实施所限,在其范围内的各个实现方案均受本发明之约束。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1