铸造精磨车间用铸件输送装置、铸件的输送方法与流程
[0001]
本发明涉及铸造领域,具体涉及一种铸造精磨车间用铸件输送装置、铸件的输送方法。
背景技术:
[0002]
铸造完成的零件需要对其进行不同环节的精磨处理,目前车间内对于精磨主要是通过人工搬运料箱的方式实现的,第一环节打磨完毕装箱,然后搬运至下一个环节进行打磨,以往车间这种搬运降低了车间了铸件周转的效率。
技术实现要素:
[0003]
本发明要解决的技术问题是:克服现有技术的不足,提供一种铸造精磨车间用铸件输送装置、铸件的输送方法,解决以往铸件精磨车间内铸件周转效率低的问题。
[0004]
本发明解决其技术问题所采用的技术方案是:第一方面:一种铸造精磨车间用铸件输送装置,包括机架、第一皮带组件、第二皮带组件以及料盘;所述第一皮带组件和第二皮带组件的皮带做同步运动;所述料盘的两端分别搁置与第一皮带组件和第二皮带组件的皮带上,两个皮带组件适于带动料盘做移动。
[0005]
进一步的,所述料盘包括盘体,所述盘体形成矩形结构,所述盘体上设置有多个铸件放置槽;所述盘体的四个端角分别开设四个安装孔,每个安装孔内插接支撑杆,所述支撑杆上端形成小径插接段,所述撑杆下端开设插接孔。
[0006]
进一步的,所述托盘上设置一对把手。
[0007]
进一步的,所述第一皮带组件和第二皮带组件均包括前带轮、后带轮以及输送带,所述传输带设置在前带轮和后带轮之间;所述机架上设置前转轴和后转轴,两个前带轮分别设置在前转轴上,两个后带轮分别设置在后转轴上;所述机架上设置驱动装置,所述驱动装置连接前转轴,适于带动前转轴转动,所述前转轴转动以带动两个皮带组件的输送带做同步移动。
[0008]
进一步的,所述驱动组件包括电机、第一皮带轮和第二皮带轮,所述第一皮带轮设置在电机转轴上,所述第二皮带轮设置在前转轴上,所述第一皮带轮和第二皮带轮之间设置传动皮带。
[0009]
进一步的,所述机架上设置一对托板,所述托板包括底托和侧挡,所述底托位于输送带下方,适于支撑托盘底板,所述侧挡位于输送带外侧,适于限制托盘向外侧移动。
[0010]
第二方面:
一种铸件的输送方法,采用上述的铸件输送装置,方法如下:将铸件放置在托盘的各个铸件放置槽内,托盘的两侧分别放置在两个输送带上,托板对铸件放置槽进行底部支撑;电机驱动前转轴转动,前转轴带动两个输送带移动,两个输送带带动铸件放置槽在机架上移动。
[0011]
本发明的有益效果是:提供一种铸造精磨车间用铸件输送装置、铸件的输送方法,可以对车间内需要打磨的铸件在车间的各个打磨环节进行周转,无需人工介入进行搬运,提升铸件精磨车间的效率。
附图说明
[0012]
下面结合附图对本发明进一步说明。
[0013]
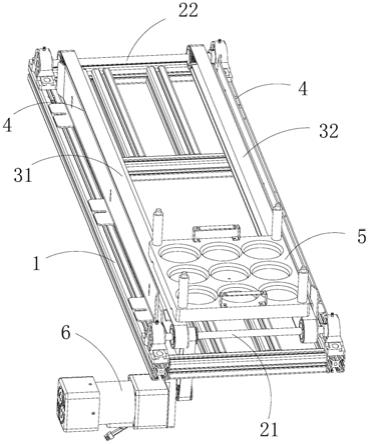
图1是铸件输送装置示意图;图2是托板示意图;图3是料盘示意图;其中,1、机架,21、前转轴,22、后转轴,31、第一皮带组件,32、第二皮带组件,4、托板,41、底托,42、侧挡,5、料盘,51、盘体,52、支撑杆,6、驱动组件。
具体实施方式
[0014]
现在结合具体实施例对本发明作进一步的说明。这些附图均为简化的示意图仅以示意方式说明本发明的基本结构,因此其仅显示与本发明有关的构成。
[0015]
实施例一如图1至图3所示,一种铸造精磨车间用铸件输送装置,包括机架1、第一皮带组件31、第二皮带组件32以及料盘5;所述第一皮带组件31和第二皮带组件32的皮带做同步运动;所述料盘5的两端分别搁置与第一皮带组件31和第二皮带组件32的皮带上,两个皮带组件适于带动料盘5做移动。
[0016]
具体的,本实施例中,所述料盘5包括盘体51,所述盘体51形成矩形结构,所述盘体51上设置有多个铸件放置槽;所述盘体51的四个端角分别开设四个安装孔,每个安装孔内插接支撑杆52,所述支撑杆52上端形成小径插接段,所述撑杆下端开设插接孔。
[0017]
具体的,本实施例中,所述托盘上设置一对把手。
[0018]
具体的,本实施例中,所述第一皮带组件31和第二皮带组件32均包括前带轮、后带轮以及输送带,所述传输带设置在前带轮和后带轮之间;所述机架1上设置前转轴21和后转轴22,两个前带轮分别设置在前转轴21上,两个后带轮分别设置在后转轴22上;所述机架1上设置驱动装置,所述驱动装置连接前转轴21,适于带动前转轴21转动,所述前转轴21转动以带动两个皮带组件的输送带做同步移动。
[0019]
具体的,本实施例中,所述驱动组件6包括电机、第一皮带轮和第二皮带轮,所述第一皮带轮设置在电机转轴上,所述第二皮带轮设置在前转轴21上,所述第一皮带轮和第二
皮带轮之间设置传动皮带。
[0020]
具体的,本实施例中,所述机架1上设置一对托板4,所述托板4包括底托41和侧挡42,所述底托41位于输送带下方,适于支撑托盘底板,所述侧挡42位于输送带外侧,适于限制托盘向外侧移动。
[0021]
实施例二一种铸件的输送方法,采用上述的铸件输送装置,方法如下:将铸件放置在托盘的各个铸件放置槽内,托盘的两侧分别放置在两个输送带上,托板4对铸件放置槽进行底部支撑;电机驱动前转轴21转动,前转轴21带动两个输送带移动,两个输送带带动铸件放置槽在机架1上移动。
[0022]
本发明的输送装置,安装在车间内,车间内精磨工位之间无需在依靠人工进行铸件搬运,提升车间内铸件的周转效率。
[0023]
以上述依据本发明的理想实施例为启示,通过上述的说明内容,相关工作人员完全可以在不偏离本项发明技术思想的范围内,进行多样的变更以及修改。本项发明的技术性范围并不局限于说明书上的内容,必须要根据权利要求范围来确定其技术性范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1