一种选矿袋装药剂输送控制系统的制作方法
1.本发明属于自动化控制技术,具体涉及一种选矿袋装药剂输送控制系统。
背景技术:
2.浮选是主要的硫化矿选矿方法,广泛应用于硫化镍矿、铜矿、铅锌矿、稀贵金属矿及其他非金属矿的选矿。浮选是一种借助选矿药剂对目的矿物进行选择后浮出精矿产品的过程,因此药剂添加作业是选矿浮选生产中的关键环节。由工艺流程和作业条件等因素限定,整个袋装药剂添加流程包括:对购置来的袋装药剂进行码垛、拆垛、搬运、破袋、稀释搅拌、添加等一系列工作。由于生产规模的不断扩大,药剂添加量也随之增加。以某选矿厂为例,日处理量为14000吨,根据实际生产规模情况药剂稀释量达到每天几十吨,所需的药剂从几十桶和几百袋不等,袋装药剂输送系统至关重要,要将新购置的几十吨(900多袋)选矿药剂分别输送至码放系统、破袋系统、拆垛系统等各个环节,需要输送系统在不同时段完成转向、待机、反转、升降等多个环节,传统的皮带送输系统是无法完成这复杂工作的。
技术实现要素:
3.针对上述问题,本发明提供一种选矿袋装药剂输送控制系统,可以实现输送速度自动调节、自动延时、待机、自动转向、反向输送等多项功能,为选矿药剂自动加药提供条件,降低人员劳动强度,提高工作效率。
4.本发明是通过以下技术方案实现的。
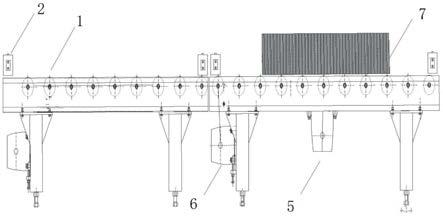
5.一种选矿袋装药剂输送控制系统,包含多个滚筒输送机组(1)和电气控制模块(4),每个滚筒输送机组(1)具有独立的正反转驱动电机(6),部分滚筒输送机组(1)具有转向电动机(5),每个滚筒输送机组(1)的首尾位置均安装有红外线感器(2),其相对位置安装有与之配合的红外线传感器反射板(3);电气控制模块(4)包含变频器和plc控制器,plc控制器能够读取红外线线感器(2)的数据,并实现多个滚筒输送机组(1)的控制,变频器与正反转驱动电机(6)配合,调节滚筒输送机组的输送速度和正反转。
6.本发明中,plc控制器能够读取任意一处红外线传感器(2)工作的次数,对经过的药袋(7)进行计数,实现定量加量功能。
7.本发明中,具有转向电动机(5)的滚筒输送机组(1)能够进行90度转向。
8.本发明的有益技术效果:
9.本发明能够实现选矿外购袋装药剂的分袋、分段输送,确保药袋不堆积,同时也可实现药袋计数的附属功能,大大降低了员工劳动强度,提高了工作效率。
附图说明
10.图1为本发明的选矿袋装药剂输送控制系统的示意图;
11.图2为本发明的俯视安装示意图。
具体实施方式
12.下面结合具体实施方式对本发明进行详细说明。
13.一种选矿袋装药剂输送控制系统,包含多个滚筒输送机组1和电气控制模块4,每个滚筒输送机组1具有独立的正反转驱动电机6,部分滚筒输送机组1具有转向电动机5,每个滚筒输送机组1的首尾位置均安装有红外线感器2,其相对位置安装有与之配合的红外线传感器反射板3;电气控制模块4包含变频器和plc控制器,plc控制器能够读取红外线线感器2的数据,并实现多个滚筒输送机组1的控制,变频器与正反转驱动电机6配合,调节滚筒输送机组的输送速度和正反转;plc控制器能够读取任意一处红外线传感器2工作的次数,对经过的药袋7进行计数,实现定量加量功能;具有转向电动机5的滚筒输送机组1能够进行90度转向。
14.如图1
‑
2所示,本发明通过电气控制模块4,其中包含变频器、plc等电气模块来控制多个滚筒输送机组1进行停止、正转、反转、90度转向等方式来完成袋装药剂的各种输送需求,红外线传感器2配套红外线反射板3判定药袋所处的位置,每组滚筒输送机首尾两端都安装有红外线传感器,是为了实现输送系统正转、反转不同情况下药袋位置的判定。正反转驱动电机6可以在电气控制模块中变频器的控制下调节速度和正反转,来满足滚筒输送机组输送药袋到药剂搅拌槽或是到码垛机的不同要求,转向电机5只安装在转向滚筒输送机组上,可以驱动滚筒输送机组90度转向,来实现输送装置的90度转向。
15.本发明在使用时,如图2所示,当外购药袋7自南向北输送时,每组滚筒输送机组的驱动电机6运转,速度可通过变频器调节,如外部卸料速度慢,变频器调节电机转速较慢,如卸料较快,变频器调节速度加快,确保输送系统稳定运行。每组滚筒输送机组首尾两端安装有红外线传感器2,如图示例情况,输送系统自南向北运转时,北端的传感器起作用,举例,如果每组滚筒输送机组上均有药袋,红外线传感器2不能接收到反光板3反射回的信号,则自南向北的滚筒输送机通过pl控制器暂时停止运转。
16.假设南北方向滚筒输送机的最末端,药袋挡住红外线传感器后,红外线传感器2不能接收到反射信号,传感器处于断开状态,plc接收到此信号,判定药袋已到末端,通过程序控制输出至电气控制系统,暂时停止该组驱动电机6运转,在南北向末端电机停止运转的同时,plc向转向电机5发出转动指令,当转向电动机转向90度后,输送系统向南北向末端电机发出运转指令,将药袋输送至转向滚筒输送机组上,当转向滚筒输送机上的红外线传感器被遮挡后,系统判定转向滚筒输送机上有药袋,系统再次发出指令转向输送机逆向转动90度,转到位置后,转向输送机的驱动装置将药袋输送到下组东西方向滚筒输送机上,当药袋运送离开后,红外线传感器正常运行,转向滚筒输送机再次转回,依次原理,袋装药剂分袋送往西向搅拌槽或是东向码垛区。
17.输送系统从西到东、从南到北输送时,plc系统只判定每组滚筒输送机东、北端的红外线传感器是否起作用,而当输送系统从东到西、从北到南运转时,plc系统只判定滚筒输送机西、南端的红外线传感器是否工作,用此方式可以实现不论输送系统如何运转,都能判定滚筒输送机上是否有药袋,保证送输过程的联锁可靠,药袋定位准确,plc程序编写简便。
18.plc控制器可以读取任意一处红外线传感器工作的次数,对经过的药袋进行计数,实现定量加量功能。
19.滚筒输送机组上是否有药袋,是由运转方向后端安装的红外线传感器判定,当滚筒输送机有药袋且没有进行到下步骤,此段滚筒输送机自动停止,系统判定前一级滚筒输送机上是否有药袋,如果有,则该段输送机停止运转,依次类推。转向滚筒输送机上没有药袋,则可以进行转向,承接上一级药袋,接到药袋后再次转向,输送到不同方向的输送机后,再进行下一次循环。plc程序的编制保证药袋不会堆积、碰撞,程序逻辑严谨,确保整个系统联锁可靠
20.本实发明构思严密,使用的各类装置配合紧密,工作稳定,可靠性高,非常适用于各类选矿药袋输送系统。
21.以上所述的仅是本发明的较佳实施例,并不局限发明。应当指出对于本领域的普通技术人员来说,在本发明所提供的技术启示下,还可以做出其它等同改进,均可以实现本发明的目的,都应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1