一种抓斗卸船机料斗防堵料系统的制作方法
1.本发明涉及港口散料装卸机械控制领域,尤其涉及一种抓斗卸船机料斗防堵料系统。
背景技术:
2.对于抓斗卸船机这类设置有料斗机构的港口散料装卸机械,由于散料物料本身的物理特性,尤其是当物料含水量较大时,料斗口区域极易出现堵料现象。料斗堵料一旦发生,将极大程度上影响抓斗卸船机的正常作业。同时,料斗堵料后所需的人工清理,给码头的运营维护增加了很大的工作负担,同时也造成了码头运营维护成本的大量增加,因此本领域需要对抓斗卸船机料斗堵料现象进行研究分析,采用合理的料斗防堵料控制方法大幅降低抓斗卸船机料斗堵料的风险,进而保证设备运行高效、可靠。
技术实现要素:
3.根据现有技术存在的问题,本发明公开了一种抓斗卸船机料斗防堵料系统,包括:
4.设置于抓斗卸船机料斗及给料区域内、检测料斗是否堵料以及监测料流实际运行状况的料斗堵料预警单元;
5.接收所述料斗堵料预警单元传送的堵料状态以及料流实际运行状况的plc控制单元,所述plc控制单元从接收到的信息中读取皮带秤工作状态信号、料斗称重信号以及堵料检测开关信号、并判断堵料检测开关动作是否异常、料斗重量是否存在下降趋势、皮带秤料流信号是否异常,如果是则发出预警信号、并自动调节料斗门开度、输出对控制堵料的相应操作指令;
6.接收所述plc控制单元传送的控制指令的料斗堵料处理单元,所述料斗堵料处理单元对料斗口的堵塞状况进行疏通处理。
7.进一步的,所述料斗堵料预警单元包括堵料检测开关、机上皮带秤、料斗称重传感器和料斗门位移传感器;所述堵料检测开关检测落料口处的料流堵塞状态信息,所述机上皮带秤检测皮带瞬时物料流量和累计物料流量信息,所述料斗称重传感器实时检测料斗重量信息,所述料斗门位移传感器检测料斗门开度状态信息。
8.进一步的,所述plc控制单元包括plc控制器、dp通讯模块、以太网交换机、远程子站dp模块、ai模块、di模块和do模块;
9.所述plc控制器对抓斗卸船机的工作过程进行实时调控,所述plc控制单元通过dp通讯模块和远程子站dp模块与远程子站采用profibus dp协议进行数据通讯,所述plc控制单元通过以太网交换机与皮带秤采用tcp/ip协议进行数据通讯,所述ai模块用于接收料斗门位移传感器和料斗称重传感器传送的检测信息,所述di模块用于接收堵料检测开关传送的数据信息,所述plc控制器通过do模块对斗壁振动器和空气炮进行驱动控制。
10.进一步的,plc控制单元对料斗堵料预警单元传送的检测数据进行实时检测、分析并进行堵料预警判断,具体采用如下方式:
11.接收机上皮带秤传送的皮带瞬时物料流量和累计物料流量信息,采用料斗堵料预警判断公式判断皮带秤料流是否异常:
12.(w
01
*v
01
‑
w
00
*v
00
)*δt<k0;
13.其中w
01
为皮带秤当前重量,v
01
为皮带秤当前运行速度,w
00
为皮带秤上一扫描周期重量,v
00
为皮带秤上一扫描周期速度,δt为系统扫描周期时间,k0为皮带秤流量波动报警阀值,当计算值小于皮带秤流量波动报警阀值时,判断为皮带秤料流异常中断,发出堵料预警;
14.接收料斗称重传感器传送的料斗重量信息判断料斗重量是否存在下降趋势:
15.w
hp1
=a(x
hpws1
+x
hpls1
)+b;
16.w
hp0
=a(x
hpws0
+x
hpls0
)+b;
17.(w
hp1
‑
w
hp0
)/δt>k
hp0
;
18.w
hp1
为当前料斗重量,w
hp0
为上一扫描周期料斗重量,x
hpws1
为当前料斗海侧称重传感器数值,x
hpls1
为当前料斗陆侧称重传感器数值,x
hpws0
为上一扫描周期料斗海侧称重传感器数值,x
hpls0
为上一扫描周期料斗陆侧称重传感器数值,a为料斗重量换算比例系数,b为料斗重量换算补偿系数,δt为系统扫描周期时间,k
hp0
为料斗重量下降趋势异常中断判断阀值,当给料系统正常运行且处于非抓斗落料时间,如果计算值大于判断阀值,则判断为料斗重量下降趋势异常中断,发出堵料预警;
19.料斗偏载预警判断过程
20.a=(x
hpws
‑
x
hpls
)/(x
hpws
+x
hpls
);
21.x
hpws
为料斗海侧称重传感器数值,x
hpls
为料斗陆侧称重传感器数值,a为料斗偏载比例,当a大于20%时,则海侧物料偏载严重,发出海侧堵料预警;当a小于
‑
20%时,则陆侧物料偏载严重,发出陆侧堵料预警。
22.由于采用了上述技术方案,本发明提供的一种抓斗卸船机料斗防堵料系统,本系统对抓斗卸船机料斗的工作过程进行状态监测,通过检测所配置的机上皮带秤、堵料检测开关、料斗门位移传感器、料斗称重传感器等检测元件传送的数据信息,并对所检测的信号数据进行计算分析,设计出合理料斗堵料预防及处理方案,自动驱动空气炮装置、斗壁振动器、料斗门电液推杆等驱动装置,从而实现抓斗卸船机料斗防堵料功能,该系统操作简单,可及时预防和排除料斗堵料的隐患,保障设备安全、高效稳定的运行,采用合理的料斗防堵料控制方法,大幅降低抓斗卸船机料斗堵料的风险,进而保证设备运行高效、可靠。
附图说明
23.为了更清楚地说明本申请实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本申请中记载的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
24.图1为本发明公开的防堵料系统的结构原理图;
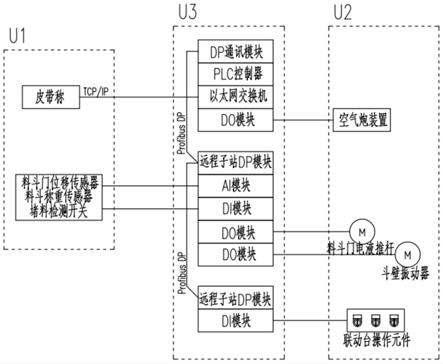
25.图2为本发明公开的防堵料系统的电路连接图;
26.图3为本发明中料斗检测元件接线图;
27.图4为本发明中斗壁振动器驱动接线图;
28.图5为本发明中料斗门控制接线图;
29.图6为本发明中空气炮控制接线图;
30.图7为本发明中料斗区装置布置图;
31.图8为本发明中料斗防堵料控制流程图。
具体实施方式
32.为使本发明的技术方案和优点更加清楚,下面结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚完整的描述:
33.在抓斗卸船机的操作人员选中料斗防堵料功能后,plc控制单元首先对堵料检测开关状态、机上皮带称料流数据、料斗称重传感器数据进行实时监测分析,当出现堵料检测开关动作、皮带秤物料流量异常减少、料斗重量下降趋势消失等现象时,判断料斗堵料现象即将发生,依据堵料预警程度的不同,通过plc控制单元自动控制斗壁振动器、空气炮、料斗门进行相应防堵料处理操作,从而实现抓斗卸船机料斗防堵料功能。如图1所示的一种抓斗卸船机料斗防堵料系统,具体包括料斗堵料预警单元(图中u1所示)、plc控制单元(图中u3所示)和料斗堵料处理单元(图中u2所示),其中料斗堵料预警单元设置于抓斗卸船机料斗及给料区域,便于检测预警料斗是否堵料以及监测料流实际运行情况;料斗堵料处理单元设置于料斗口附近,便于处理疏通料斗口物料的堵塞plc控制单元按照抓斗卸船机常规控制系统布置,设置于plc室内。料斗堵料预警单元、料斗堵料处理单元与主plc控制单元之间通过以太网、profibus dp总线以及硬线进行连接和数据通信。
34.如图3所示,lm0料斗门位移传感器、lm1料斗称重传感器1、lm2料斗称重传感器2、bg1堵料检测开关、k01堵料检测开关继电器。料斗堵料预警单元包括堵料检测开关、机上皮带秤、料斗称重传感器等组成,所述堵料检测开关为图中20
‑
39型倾斜开关,用于落料口料流堵塞检测,一旦落料口发生堵料现象,堵料检测开关发出开关量信号;所述机上皮带秤为30系列皮带秤系统,内置60
‑
12型速度传感器、14型称重传感器以及mt3000控制器,控制器通过接收速度传感器及称重传感器的数据,用于实现对皮带瞬时物料流量和累计物料流量进行检测,数据通过以太网协议通讯上传;所述料斗称重传感器为销轴式压力传感器用于料斗重量的检测,输出4
‑
20ma信号;所述料斗门位移传感器为内置于料斗门电液推杆内的直线位移传感器,用于料斗门开度的测量,输出4
‑
20ma信号。堵料检测开关以硬线连接的形式传输至主plc控制单元的di模块。
35.进一步的,料斗堵料处理单元包括司机室联动台操作元件、斗壁振动器、空气炮系统、料斗门推杆等结构;其中司机室联动台操作元件以硬线连接的形式传输至plc控制单元的di模块,具体连接方式如图2,(s1:空气炮装置自动/手动模式选择开关、s2:料斗门调整自动/手动模式选择开关、s3:斗壁振动器自动/手动模式选择开关),联动台上的空气炮系统自动/手动模式选择开关s1,用于操作人员对空气炮系统控制模式进行选择;联动台上的料斗门调整自动/手动模式选择开关s2,用于操作人员对料斗门调整控制模式进行选择;联动台上的斗壁振动器自动/手动模式选择开关s3,用于操作人员对斗壁振动器控制模式进行选择;当上述三个选择开关均设置为自动模式时,料斗防堵料功能将被激活,plc控制单元依据料斗堵料预警系统所检测的数据自动控制空气炮系统、料斗门调整、斗壁振动器,进而实现料斗防堵料功能。如图4所示,斗壁振动器驱动接线图,q1为斗壁振动器进线断路器、
q1.1为斗壁振动器1断路器、q1.2为斗壁振动器2断路器、q1.3为斗壁振动器3断路器、m1为斗壁振动器1、m2为斗壁振动器2、m3为斗壁振动器3、k1为斗壁振动器运行接触器。
36.plc控制单元包括plc控制器、dp通讯模块、以太网交换机、远程子站dp模块、ai模块、di模块和do模块。所述plc控制器对抓斗卸船机的工作过程进行实时调控,所述plc控制单元通过dp通讯模块和远程子站dp模块与远程子站采用profibus dp协议进行数据通讯,所述plc控制单元通过以太网交换机与皮带秤采用tcp/ip协议进行数据通讯,所述ai模块用于接收料斗门位移传感器和料斗称重传感器传送的检测信息,所述di模块用于接收堵料检测开关传送的数据信息,所述plc控制器通过do模块对斗壁振动器和空气炮进行驱动控制,如图5中,k4为料斗门电液推杆泵运行接触器、s01为料斗门闭合电磁阀、s02为料斗门打开电磁阀、q4为料斗门电液推杆泵电机断路器、m4为料斗门电液推杆泵。图6所示:k5为空气炮装置泵运行接触器、s03为空气炮装置1电磁阀、s04为空气炮装置2电磁阀、s05为空气炮装置3电磁阀、q5空气炮装置泵进线断路器、m5为空气炮装置泵。图7所示,(图中1代表料斗门电液推杆;2代表空气炮装置;3代表斗壁振动器)。
37.料斗防堵料功能激活后,plc控制单元首先对空气炮系统、料斗门驱动、斗壁振动器进行试运行检测,三者均验证运行正常后,料斗防堵料功能正式启动。plc控制单元实时对皮带秤信号、料斗称重传感器信号、堵料检测开关信号进行监控,当出现堵料检测开关动作、料斗重量下降趋势异常消失或皮带秤料流信号异常中断等状况时,plc控制单元发出料斗堵料预警,并依次进行斗壁振动器击打动作、空气炮系统破拱动作、料斗门开门动作进行料斗疏通处理,排除堵料故障。另一方面,在抓斗卸船机正常作业时,plc控制单元定时驱动斗壁振动器进行击打动作,预防物料粘在斗壁上;同时plc控制单元实时对料斗称重传感器信号进行检测分析,当料斗出现偏载状况时,plc控制单元自动控制相应侧的空气炮进行破拱动作,避免因单侧斗壁物料积累的原因造成料斗堵料故障。
38.本发明公开的一种抓斗卸船机料斗防堵料系统,具有如下工作方式:
39.s1:在抓斗卸船机的工作过程中,操作人员于司机室联动台处操作,申请激活料斗防堵料功能。
40.s2:plc控制单元在收到料斗防堵料功能激活申请后,依次对斗壁振动器、空气炮、料斗门机构进行试运行操作验证,上述机构验证运行正常后,料斗防堵料正式激活。
41.s3:plc控制单元开始对料斗堵料预警系统的检测数据进行实时检测、分析,并进行堵料预警判断;具体堵料预警判断公式如下:
42.plc控制单元接收机上皮带秤传送的皮带瞬时物料流量和累计物料流量信息、根据料斗堵料预警判断公式进行分析判断:
43.(w
01
*v
01
‑
w
00
*v
00
)*δt<k0;
44.其中w
01
为皮带秤当前重量,v
01
为皮带秤当前运行速度,w
00
为皮带秤上一扫描周期重量,v
00
为皮带秤上一扫描周期速度,δt为系统扫描周期时间,k0为皮带秤流量波动报警阀值,当计算值小于皮带秤流量波动报警阀值时,判断为皮带秤料流异常中断,发出堵料预警。
45.根据料斗称重传感器传送的检测数据、采用料斗堵料预警判断公式判断如下:
46.w
hp1
=a(x
hpws1
+x
hpls1
)+b;
47.w
hp0
=a(x
hpws0
+x
hpls0
)+b;
48.(w
hp1
‑
w
hp0
)/δt>k
hp0
;
49.w
hp1
为当前料斗重量,w
hp0
为上一扫描周期料斗重量,x
hpws1
为当前料斗海侧称重传感器数值,x
hpls1
为当前料斗陆侧称重传感器数值,x
hpws0
为上一扫描周期料斗海侧称重传感器数值,x
hpls0
为上一扫描周期料斗陆侧称重传感器数值,a为料斗重量换算比例系数,b为料斗重量换算补偿系数,δt为系统扫描周期时间,k
hp0
为料斗重量下降趋势异常中断判断阀值。当给料系统正常运行且非抓斗落料时间,上述计算值大于料斗重量下降趋势异常中断判断阀值,判断为料斗重量下降趋势异常中断,发出堵料预警。
50.料斗偏载预警判断过程、采用料斗偏载预警公式:
51.a=(x
hpws
‑
x
hpls
)/(x
hpws
+x
hpls
);
52.x
hpws
为料斗海侧称重传感器数值,x
hpls
为料斗陆侧称重传感器数值,a为料斗偏载比例。当a大于20%时,说明海侧物料偏载严重,发出海侧堵料预警;当a小于
‑
20%时,说明陆侧物料偏载严重,发出陆侧堵料预警。
53.s4:plc控制单元依据步骤三中的料斗堵料预警判断数据,相应驱动对应位置的斗壁振动器、空气炮装置进行堵料处理操作,同时在遇到物料堵塞严重的情况时,适当自动调节料斗门开度,便于物料的疏通。
54.s5:上述堵料处理操作完成后,给料系统恢复正常作业模式,同时实时进行堵料预警监控,保证设备给料系统安全、高效、稳定的运行。
55.实施例:
56.以配置有斗壁振动器、空气炮以及皮带秤的抓斗卸船机为例,对其料斗防堵料功能进行说明。控制流程如图8所示:料斗防堵料功能申请后,plc控制单元首先对堵料处理系统中空气炮、料斗门及斗壁振动器的运行状态依次进行确认,若确认运行正常,料斗防堵料功能将被激活。料斗防堵料功能激活后,plc控制单元实时料斗区进行堵料预警监测,当料斗堵料预警系统出现堵料预警(堵料检测开关动作、皮带秤物料流量异常减少、料斗重量下降趋势消失)时,plc控制单元发出指令,料斗堵料处理系统自动启动。在plc控制单元的控制下,料斗堵料处理单元自动按顺序对斗壁振动器、空气炮、料斗门发出堵料疏通驱动指令,当上述操作完成后,plc控制单元再次对料斗区进行堵料预警监测,若料斗堵料预警仍未消除,再次自动控制料斗堵料处理系统进行堵料疏通驱动动作,直至料斗堵料预警消除,消除料斗堵料预警后,料斗区给料系统恢复正常运行,料斗防堵料功能完成。
57.本发明公开的一种抓斗卸船机料斗防堵料系统,可实现抓斗卸船机料斗防堵料功能,及时预防和排除料斗堵料的隐患,保障设备安全、高效、稳定的运行,提高了设备的智能化水平,并在一定程度上降低了操作人员和码头运营维护人员的劳动强度。本发明公开的抓斗卸船机料斗防堵料系统可以降低了设备料斗堵料的风险,保证了抓斗卸船机运行的高效性和可靠性,极大地增加了抓斗卸船机产品的市场核心竞争力。
58.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1