一种服装衬片裁片粘合机自动上料装置的制作方法
[0001]
本实用新型涉及服装加工技术领域,尤其涉及一种服装裁片衬片粘合机自动上料装置。
背景技术:
[0002]
目前,传统的服装加工行业属于劳动密集型行业,在这种生产方式下必然要依赖大量的人工操作。不仅生产成本居高不下,而且生产效率也受到限制。随着国民经济的逐步发展,人工成本不断攀升,传统服装加工的成本也越来越高。同时,由于传统服装加工主要靠人工操作,操作工人的熟练度也很大地影响着产品的品质,一个熟练的操作工人必须经过长期的训练和实际生产才能达到较高的熟练度,一个熟练操作工的培养也占据了生产成本的较大一部分。在现代化的工业大规模的生产过程中,通过自动化设备生产代替人工进行生产作业已经成为制造业发展的趋势。
[0003]
在服装生产企业里,常常需要将两种服装半成品原料进行粘合,这两种原料分别为裁片和衬片。传统的人工操作需要人工将裁片和衬片逐片取出,之后进行对正,将裁片覆盖到衬片上,然后将对正后的裁片和衬片一同放到进粘合机,此过程即为粘合机上料过程,进入粘合机的槽和衬片由粘合机进行粘合。裁片和衬片的取片、对正、覆盖等过程均为人工进行,不仅效率低、劳动强度大,而且容易造成裁片和衬片错位,影响下一步生产工序。
技术实现要素:
[0004]
本实用新型所要解决的技术问题是提供一种服装裁片衬片粘合机自动上料装置,用于解决人工为粘合机上料时效率低的问题。
[0005]
为达到上述目的,本实用新型所采用的技术方案是:
[0006]
一种服装裁片衬片粘合机自动上料装置,其包括设置在粘合机进料口一侧的皮带输送机以及用于向皮带输送机传送衬片和裁片并进行码放的传送机构;所述传送机构将其上存放的衬片和裁片依次传送并码放到皮带运输机的皮带上,然后码放好的衬片和裁片在皮带的带动下送到粘合机进料口,由粘合机将衬片和裁片进行粘合。
[0007]
进一步的,所述传送机构包括机架、设置在机架上并可沿机架横向移动的横移单元、设置在横移单元上并可竖向移动的竖移单元、设置在竖移单元下部的吸附单元以及用于存放裁片和衬片的平台,所述皮带传送机和平台均纵向设置在吸附单元下方。
[0008]
进一步的,所述横移单元包括纵向设置在机架上部的活动梁和用于驱动活动梁横向移动的横移气缸,所述横移气缸横向设置在活动梁和机架之间,所述活动梁和竖移单元相连;所述横移单元还包括换向阀,外接压缩空气管道和横移气缸均与换向阀相连。
[0009]
进一步的,所述竖移单元包括竖向设置在横移单元上的活动柱和用于驱动活动柱竖向移动的竖移气缸,所述竖移气缸竖向设置在活动柱和横移单元之间,所述活动柱下部与吸附单元相连,所述竖移单元还包括换向阀,外接压缩空气管道和竖移气缸均与换向阀相连。
[0010]
进一步的,所述吸附单元采用静电吸附,其包括与平台平行的静电板和固定设置在静电板顶部的框架,所述框架靠近竖移单元一侧设有竖向的侧板,所述侧板与竖移单元相连。
[0011]
进一步的,所述静电板上方设有用于探测被吸附的裁片或衬片的检测器甲。
[0012]
进一步的,所述检测器甲为激光反射检测器,所述静电板上对应设有用于通过激光的通孔。
[0013]
进一步的,其还包括电控箱。
[0014]
本实用新型的积极效果为:
[0015]
1、本实用新型通过设置的传送机构和皮带输送机实现了对衬片和裁片的取片、对正、覆盖和传送的自动化,使粘合机实现了自动上料,提高了工作效率、降低了操作人员的工作强度,并且裁片和衬片的叠放保持一致,不会错位。
[0016]
2、传送机构设有横移单元、竖移单元和吸附单元,所述横移单元和竖移单元均为气动,动作迅速,控制方便,效率高。
[0017]
3、所述吸附单元采用静电吸附,其设有吸力可调的静电板,电控箱控制静电板施加的电压极性实现静电板对裁片和衬片的吸引与释放,使吸附单元很方便的实现对衬片和裁片进行吸附和脱离,且吸附力可通过调整施加在静电板上的电压进行调整。
附图说明
[0018]
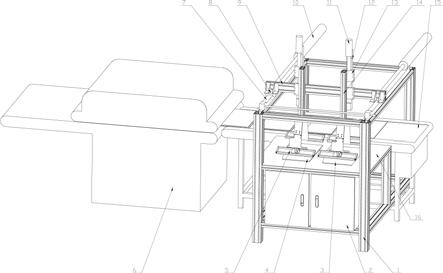
图1是本实用新型的结构示意图;
[0019]
图2是吸附单元的结构示意图一;
[0020]
图3是吸附单元的结构示意图二;
[0021]
图中,1、机架;2、电控箱;3、衬片;4、裁片;5、吸附单元;6、粘合机;7、横向轨道;8、横向滑块;9、活动梁;10、横移气缸;11、竖移气缸;12、竖移轨道;13、竖移滑块;14、活动柱;15、皮带输送机;16、平台;501、静电板;502、框架;503、支架;504、检测器甲;505、侧板;506、连接块。
具体实施方式
[0022]
如图1所示,一种服装裁片衬片粘合机自动上料装置,其特征在于,其包括设置在粘合机6进料口一侧的皮带输送机15以及用于向皮带输送机15传送衬片3和裁片4并进行码放的传送机构;所述传送机构将其上存放的衬片3和裁片4依次传送并码放到皮带运输机15的皮带上,然后码放好的衬片3和裁片4在皮带的带动下被输送到粘合机6进料口,由粘合机6将衬片3和裁片4进行粘合,实现了取片、对正、覆盖和传送的自动化,提高了工作效率、降低了操作人员的工作强度,并且裁片和衬片的叠放保持一致,不会错位。
[0023]
所述传送机构包括机架1、设置在机架1顶部并可沿机架1横向移动的横移单元、设置在横移单元上并可竖向移动的竖移单元、设置在竖移单元下部的吸附单元以及用于存放裁片4和衬片3的矩形平台16。所述机架1为铝合金型材通过紧固件固定连接型形成的矩形框架结构,所述平台16纵向设置在吸附单元下方,所述平台16位于机架1前部且与机架1通过螺钉固定连接。所述皮带输送机15纵向放置在机架1后部,所述平台16顶面与皮带输送机15的顶部皮带平齐。所述裁片4和衬片3在平台16上面沿纵向由左至右码成两叠,左边为裁
片4,右边为衬片3。所述竖移单元包括纵向分布的两套,两套竖移单元分别对应设置在衬片3和裁片4上方。每套竖移单元下部与前后对称分布的两套吸附单元相连,所述吸附单元上部均与竖移单元通过螺钉固定连接。
[0024]
所述机架1下方设有电控箱2,所述电控箱2采用plc程序控制。
[0025]
所述横移单元包括纵向设置在机架1上部的活动梁9,所述活动梁9为矩形的铝合金型材,所述机架1顶部在活动梁9两端相对应的位置均设有横向轨道7,两根横向轨道7均横向设置在活动梁9下方且相互平行,所述横向轨道7与机架1通过螺钉固定连接。所述轨道7顶部为凸起的燕尾形。所述活动梁9底部两端均通过螺钉固定连接有矩形的横向滑块8,所述横向滑块8底部设有用于和轨道7顶部滑动配合的第一燕尾槽。所述活动梁9两端均设有用于驱动活动梁9横向移动的横移气缸10,所述横移气缸10横向设置在活动梁9和机架1之间。所述横移气缸10的推杆向前且与活动梁9通过螺钉固定连接,所述横移气缸10的缸体与机架1顶部铰接。所述活动梁9和竖移单元相连。所述横移单元还包括第一换向阀,外接压缩空气管道和横移气缸10均与第一换向阀相连。在横移气缸10的带动下,横移单元将吸附单元吸起的裁片4和衬片3横向移动到皮带输送机15上方。此过程实现了自动化,提高了工作效率、降低了操作人员的工作强度。
[0026]
每套竖移单元均包括竖向设置在活动梁9前方竖向的活动柱14和用于驱动活动柱14竖向移动的竖移气缸11,所述竖移气缸11竖向设置在活动柱14和横移单元之间,所述活动柱14下部与吸附单元相连。所述活动柱14为矩形,材料为铝合金型材。所述活动梁9在与活动柱14相对应的位置通过螺钉固定连接有竖向的竖移轨道12,所述竖移轨道12前面为燕尾形,所述活动柱14后面通过螺钉固定连接有矩形的竖移滑块13,所述竖移滑块13后面竖向设有用于和竖移轨道12滑动配合的第二燕尾槽。所述竖移气缸11的推杆向下,该推杆下端与竖移滑块13通过螺钉固定连接,所述竖移气缸11的缸体与竖移轨道12上部铰接。所述竖移单元还包括第二换向阀,外接压缩空气管道和竖移气缸11均与第二换向阀相连。在竖移气缸11的带动下,竖移单元将吸附单元吸起的裁片4和衬片3向上和向下移动,在横移单元的配合下,完成从平台16向皮带运输机15的转运。此过程实现了自动化,提高了工作效率、降低了操作人员的工作强度。
[0027]
所述平台16下面在与裁片4和衬片3相对应的位置均通过螺钉固定连接有检测器乙,所述检测器乙为激光反射检测器,所述平台16上对应设有用于通过激光的通孔。所述检测器乙用于检测平台16上是否放置有裁片4和衬片3,当裁片4或衬片3转运完毕后会及时停止转运,并提醒操作者及时添加裁片4和衬片3。
[0028]
下面为吸附单元的说明,为叙述方便,在介绍吸附单元结构时,在图2和图3中,静电板501一侧为前,侧板505一侧为后。
[0029]
如图1、图2和图3所示,所述吸附单元包括横向放置的矩形静电板501和通过螺钉固定连接在静电板501顶部的框架502,所述框架502后端与竖向设置在其后方的侧板505底部通过直角连接片固定连接,所述侧板505下端向前弯折90度,所述框架502和侧板505均与直角连接片通过螺钉固定连接。所述侧板505上部通过螺钉固定连接设置有矩形的连接块506,所述连接块506前面下部为斜面,其上部向后倾斜且与活动柱14下端通过螺钉固定连接。所述电控箱2对静电板501施加可调节的高电压的静电场对裁片4和衬片3产生静电吸附力,吸附力的大小由电控箱2通过调整高电压静电场的电压来进行调整,使静电板501每次
只吸起一片裁片4或衬片3。所述电控箱2控制静电板501施加与吸附时方向相反的高电压静电场使静电板501所吸附的裁片4或衬片3迅速与静电板501脱离。采用静电吸附使吸附单元很方便的实现与衬片3和裁片4的吸附和脱离,且吸附力可调。
[0030]
所述静电板501上方设有用于探测被吸附的服装裁片的检测器甲504,所述框架502上通过螺钉固定连接有条形的支架503,所述支架503与检测器甲504侧面通过螺钉固定连接。所述检测器甲504为激光反射检测器,所述静电板501上对应设有用于通过激光的竖向通孔。所述检测器甲504发出激光,通过激光检测静电板501底部是否吸附到裁片4或衬片3,防止因静电板501未吸附裁片4或衬片3而进行下一步工序,进而引起不必要的错误或造成不必要的麻烦。
[0031]
所述横移气缸10和竖移气缸11上均设有用于检测其工作状态的磁性位置开关,所述磁性位置开关均与电控箱2电连接。
[0032]
所述第一换向阀和第二换向阀均为电动,所述第一换向阀和第二换向阀均与电控箱2电连接,所述电控箱2通过plc控制器对第一换向阀、第二换向阀、静电板501和皮带输送机进行控制。
[0033]
本实用新型的实际工作过程为:
[0034]
1、操作人员将裁片4叠放整齐后放在左边的两个静电板501下方的平台16上,将衬片3叠放整齐后放在右边的两个静电板501下方的平台16上。
[0035]
2、按动电控箱2的“起动”按钮,皮带输送机15开始运行。第一次转运时,衬片3上的两个静电板501得电,将衬片3吸起并在竖移单元和横移单元的带动下将该衬片3转运到皮带输送机15的皮带上。此后裁片4和衬片3同时向皮带输送机15转运,在将该裁片4放到皮带上时,皮带上的衬片3在皮带的带动下刚好转到该裁片4下方,使该裁片4在释放时保证与对应的衬片3对正。如此同步运行,裁片4依次叠放到衬片3后被送入粘合机6进行粘合。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1