一种磁钢推料装置的制作方法
[0001]
本实用新型涉及磁钢的技术领域,尤其是涉及一种磁钢推料装置。
背景技术:
[0002]
磁钢一般是指铝镍钴合金,是应用最广泛的一种永磁材料,以粉末冶金法制造,主要分为钡料和锶料两种,并分为各向异性和各向同性两类,是不易退磁不易腐蚀的一种永磁材料,最高工作温度可达250℃,较坚硬且脆,可用金刚石沙等工具切割加工,用模具一次成型。
[0003]
在近几年来,磁钢因为其节能环保的特点,已广泛用于信息技术、汽车、核磁共振、风力发电和电机等领域。而在进行磁钢的运输时,由于磁钢分有正负极,所以常常是将磁钢有序的叠放成一摞,依靠磁钢自身的正负极使相邻磁钢彼此贴紧吸附,保证一摞磁钢的规整与稳定,便于运输。
[0004]
但是,磁钢的体积大小往往是根据使用需求来决定,在使用磁钢进行生产制造时,如果磁钢太小,工作人员会很难将单个磁钢从堆好的一摞磁钢中逐个分离,这一分离工序会大大影响生产制造的速度。
[0005]
因此,需要一种新的方案来解决上述问题。
技术实现要素:
[0006]
针对现有技术存在的不足,本实用新型的目的是提供一种磁钢推料装置。
[0007]
本实用新型的上述目的是通过以下技术方案得以实现的:一种磁钢推料装置,包括储存磁钢的装料仓、连通于装料仓一端的推料机构、滑动连接于装料仓的分离机构,其中装料仓的两端均开口,推料机构包括充当装料仓仓底的推料杆、驱动推料杆运动的驱动机,将装料仓远离推料杆的一端称为出料口,将出料口处最向外的磁钢称为第一磁钢,将第一磁钢后的下一块磁钢称为第二磁钢,分离机构包括分离第一磁钢与第二磁钢的分离组件,分离组件抵接于第一磁钢,装料仓外壁连接有防止第二磁钢脱离装料仓的锁定组件。
[0008]
通过采用上述技术方案,通过锁定组件锁定第二磁钢的位置,分离组件抵接第一磁钢,由于分离机构滑动连接于装料仓,只要使分离机构相对装料仓滑动,就能使得分离组件相对锁定组件滑动,从而带动第一磁钢远离第二磁钢,实现第一磁钢与第二磁钢的分离,在这一过程中,可以由工作人员手动控制分离机构的运动,由于分离机构的大小可以人为设置,所以能够按照工作人员的手掌尺寸进行制造,也可以使用电子机械代替人工控制分离机构,同样能达到提高工作效率的效果。
[0009]
本实用新型在一较佳示例中可以进一步配置为:所述分离机构还包括滑动连接于装料仓的手柄,分离组件连接于手柄朝向出料口的一端,分离组件包括抵接第一磁钢的抵接拨片、驱动抵接拨片抵接磁钢的第一弹力件,其中抵接拨片插入在第一磁钢与第二磁钢之间。
[0010]
通过采用上述技术方案,在滑动手柄分离磁钢的时候,抵接拨片随手柄一起朝向
远离装料仓的方向滑动,由于磁钢抵接拨片插入第一磁钢与第二磁钢之间,所以第一磁钢被抵接拨片推动远离装料仓,实现第一磁钢与其余磁钢的分离;第一磁钢分离后,手柄带动抵接拨片复位滑回原位置,复位过程中抵接拨片经过第二磁钢并与第二磁钢侧壁抵紧,此时第一弹力件被抵接于第二磁钢的抵接拨片压缩,手柄复位完成后,抵接拨片穿过第二磁钢,并在第一弹力件的复位弹力下,插入到第二磁钢与后一个磁钢之间,此时第二磁钢成为新的第一磁钢。
[0011]
本实用新型在一较佳示例中可以进一步配置为:所述锁定组件包括抵接第二磁钢的锁定拨片、驱动锁定拨片抵接磁钢的第二弹力件,锁定拨片插入抵接拨片与第二磁钢之间。
[0012]
通过采用上述技术方案,在分离磁钢的时候,由于磁钢之间通过磁力吸附,所以拨动第一磁钢远离装料仓时,可能无法将第一磁钢与其余磁钢分离,而是由第一磁钢的磁力带动其余磁钢一同离开装料仓,因此使用锁定拨片插入到抵接拨片与第二磁钢之间,对第二磁钢进行锁定,使得抵接拨片分离第一磁钢时,第二磁钢以及后续磁钢无法脱离装料仓;在第一磁钢与第二磁钢分离后,推料机构推动剩余磁钢移动一个工位,使第二磁钢向前运动到分离之前的第一磁钢的位置,成为新的第一磁钢,此时锁定拨片插入到新的第一磁钢与剩余磁钢之间,对剩余磁钢进行锁定,使得抵接拨片分离新的第一磁钢时,剩余磁钢无法脱离装料仓。
[0013]
本实用新型在一较佳示例中可以进一步配置为:所述锁定拨片、抵接拨片均设有与磁钢形状配合的卡槽。
[0014]
通过采用上述技术方案,在锁定拨片、抵接拨片上挖设配合磁钢形状的卡槽,能够增大与磁钢的接触面积,从而更好的推动磁钢分离。
[0015]
本实用新型在一较佳示例中可以进一步配置为:所述手柄包括手柄本体、连接于手柄本体的转动轴,所述第一弹力件包括转动连接于转动轴的转动板、设于转动板与转动轴之间的扭簧,扭簧的一端连接于手柄,扭簧的另一端连接于转动板;所述手柄本体靠近出料口的一端还可拆连接有限位块,限位块内开设有第一限位通槽,第一限位通槽沿垂直于装料仓长度方向的方向延伸,所述第一弹力件还包括抵接于转动板的限位杆,限位杆沿第一限位通槽滑动,所述抵接拨片连接于限位杆远离转动板的一端;第一弹力件与第二弹力件结构相同。
[0016]
通过采用上述技术方案,在抵接拨片经过第二磁钢时,抵接拨片压缩第一弹力件,此时限位杆随抵接拨片一起沿第一限位通槽运动,转动板被限位杆推动从而赋予扭簧更大的弹性势能;在抵接拨片穿过第二磁钢后,抵接拨片不再压缩第一弹力件,扭簧的弹性势能释放,转动板被扭簧转动从而推动限位杆运动,限位杆带动抵接拨片插入第二磁钢与后续磁钢之间。
[0017]
本实用新型在一较佳示例中可以进一步配置为:所述手柄上开设有保护槽,所述转动轴位于保护槽内,所述手柄上还设有部分封闭保护槽的保护板,转动轴投影于保护板内。
[0018]
通过采用上述技术方案,使用保护槽与保护板来隐藏转动轴,使转动轴与扭簧得到保护,不会直接暴露在外。
[0019]
本实用新型在一较佳示例中可以进一步配置为:所述第一限位通槽的内壁还挖设
有第二限位槽,所述限位杆的外壁连接有限位块,所述限位块抵接于第二限位槽内壁;所述第二限位槽连通于限位块的一端,限位块还可拆连接有封闭第二限位槽的封闭板。
[0020]
通过采用上述技术方案,限位块连接在限位杆上,因此只要对限位块进行限位,就能对限位杆限位,防止限位杆滑出第一限位通槽;限位块滑动连接于第二限位槽内,第二限位槽的一端连通出限位块,从而使限位杆与限位块能够连接在限位块上,连接后使用封闭板封闭第二限位槽,使限位块无法滑出第二限位槽,也使得限位杆无法滑出限位块。
[0021]
本实用新型在一较佳示例中可以进一步配置为:所述手柄上设有滑槽,滑槽内穿设有滑杆,所述装料仓底部设有套设于滑杆外的滑块,且滑块与滑杆之间连接有直线轴承。
[0022]
通过采用上述技术方案,在手柄上挖设滑槽,并且设置滑杆,这就使得滑块被限位在滑槽内,装料仓与手柄的相对滑动距离也就被滑槽所限定,防止滑动手柄的进行磁钢分离时,手柄的滑动过大,费时费力。
[0023]
综上所述,本实用新型包括以下至少一种有益技术效果:
[0024]
1.使用分离机构与装料仓的配合,来方便工作人员对微小磁钢的操作;
[0025]
2.通过与磁钢形状配合的抵接拨片的设计,来稳定的推动磁钢运动。
附图说明
[0026]
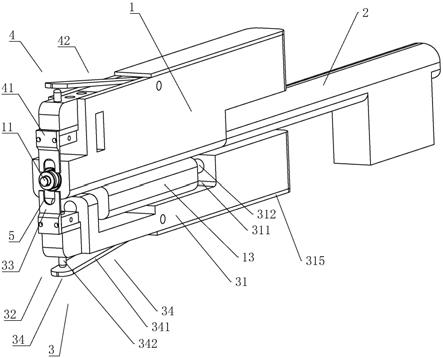
图1是实施例的结构示意图。
[0027]
图2是实施例的剖视图。
[0028]
图3是实施例的爆炸示意图。
[0029]
图4是图2的a部放大图。
[0030]
图中,1、装料仓;11、第一磁钢;12、第二磁钢;13、滑块;2、推料机构;21、推料杆;3、分离机构;31、手柄;311、滑槽;312、滑杆;313、转动轴;314、保护槽;315、保护板;32、分离组件;33、抵接拨片;34、第一弹力件;341、转动板;342、限位杆;35、限位块;351、第一限位通槽;352、第二限位槽;353、封闭板;4、锁定组件;41、锁定拨片;42、第二弹力件;5、卡槽。
具体实施方式
[0031]
以下结合附图对本实用新型作进一步详细说明。
[0032]
参照图1,为本实用新型公开的一种磁钢推料装置,包括储存磁钢的装料仓1、连通于装料仓1一端的推料机构2、滑动连接于装料仓1的分离机构3,其中装料仓1使用一根与磁钢大小适配的通管,磁钢的周壁在装料仓1内限位,磁钢在装料仓1内呈一字排列。推料机构2包括充当装料仓1仓底的推料杆21、驱动推料杆21运动的驱动电缸,当需要分离磁钢时,由推料杆21按照生产所需的频率将磁钢从装料仓1中逐个推出,并由分离机构3将推出的磁钢与其余磁钢逐个分离。
[0033]
如图1、图2所示,将装料仓1远离推料杆21的一端称为出料口,将出料口处最向外的磁钢称为第一磁钢11,将第一磁钢11后的下一块磁钢称为第二磁钢12,分离机构3包括沿装料仓1长度方向滑动连接于装料仓1下方的手柄31、分离第一磁钢11与第二磁钢12的分离组件32,其中分离组件32包括插入第一磁钢11与第二磁钢12之间的抵接拨片33、驱动抵接拨片33插入到第一磁钢11与第二磁钢12之间的第一弹力件34,第一弹力件34与抵接拨片33均连接在手柄31靠近出料口的一端。
[0034]
在需要分离第一磁钢11与第二磁钢12时,由于手柄31滑动连接于装料仓1,只要工作人员相对装料仓1滑动手柄31,就能使连接在手柄31的抵接拨片33一同滑动,从而推动第一磁钢11远离第二磁钢12,实现第一磁钢11与第二磁钢12的分离,在这一过程中,由于手柄31的大小可以人为设置,所以能够按照工作人员的手掌尺寸进行制造,即使磁钢很微小,也不会额外延长分离时间。
[0035]
在手柄31贴紧装料仓1的一侧设有滑槽311,滑槽311内穿设有滑杆312,装料仓1底部设有套设于滑杆312外的滑块13,且在滑块13与滑杆312之间连接有直线轴承。滑块13在滑槽311内沿滑杆312滑动,就实现了装料仓1与手柄31的相对滑动,同时,由于滑块13被滑杆312限位在滑槽311内,装料仓1与手柄31的相对滑动距离也就被滑槽311所限定,防止滑动手柄31的进行磁钢分离时,手柄31的滑动过大,费时费力。
[0036]
如图2、图3所示,在分离第一磁钢11后,需要工作人员手动滑动手柄31,带动抵接拨片33复位滑回原位置,复位过程中抵接拨片33经过第二磁钢12并与第二磁钢12侧壁抵紧,此时第一弹力件34被抵接于第二磁钢12的抵接拨片33压缩,手柄31复位完成后,抵接拨片33穿过第二磁钢12,并在第一弹力件34的复位弹力下,插入到第二磁钢12与后一个磁钢之间,此时原第二磁钢12成为新的第一磁钢11,后一个磁钢成为新的第二磁钢12,工作人员重复滑动手柄31,再一次分离磁钢。
[0037]
手柄31包括手柄31本体、连接于手柄31本体的转动轴313,第一弹力件34包括转动连接于转动轴313的转动板341、设于转动板341与转动轴313之间的扭簧,扭簧的一端连接于手柄31,扭簧的另一端连接于转动板341,从而使得转动板341在相对手柄31转动后,能够在扭簧的作用下自动复位。
[0038]
为了对转动板341进行保护,在手柄31上挖设有保护槽314,转动板341、扭簧、转动轴313均位于保护槽314内,从而防止工作人员操作手柄31时,误触碰到转动板341。同时,在保护槽314靠近转动轴313的一端还设有部分封闭保护槽314的保护板315,转动轴313、扭簧投影在保护板315内,从而进一步得到保护。
[0039]
在连接抵接拨片33的时候,如果将抵接拨片33直接连接在转动板341上,在抵接拨片33复位过程中,抵接拨片33就会以圆弧形的轨迹运动,而磁钢十分微小,抵接拨片33的弧形运动会难以准确插入到第一磁钢11与第二磁钢12之间。
[0040]
因此,如图3、图4所示,需要对抵接拨片33使用另外的连接方式,来保证抵接拨片33运动轨迹能够垂直于磁钢的出料方向,也就是垂直于装料仓1的长度方向。在手柄31本体靠近出料口的一端可拆连接有限位块35,限位块35内开设有第一限位通槽351,第一限位通槽351沿垂直于装料仓1长度方向的方向延伸,第一弹力件34还包括抵接于转动板341的限位杆342,限位杆342沿第一限位通槽351滑动,抵接拨片33连接于限位杆342远离转动板341的一端,从而通过第一限位通槽351对限位杆342的限位,实现对抵接拨片33运动轨迹的限位,在转动板341转动时确保抵接拨片33进行直线运动。
[0041]
为了实现限位杆342与限位块35的连接,在第一限位通槽351的内壁还挖设有第二限位槽352。限位杆342的外壁连接有圆柱形的限位块35,限位块35外壁抵接于第二限位槽352的内壁。第二限位槽352于限位块35的一端向外连通,于限位块35的另一端不连通。在限位块35与第二限位槽352的连通端上还可拆连接有封闭第二限位槽352的封闭板353,在限位杆342后穿入限位块35后,通过封闭板353同时封闭第一限位槽、第二限位槽352,从而实
现对限位杆342的封闭,防止限位杆342从限位块35上滑落。
[0042]
如图1、图2所示,在分离磁钢的时候,由于磁钢之间通过磁力吸附,所以拨动第一磁钢11远离装料仓1时,可能无法将第一磁钢11与其余磁钢分离,而是由第一磁钢11的磁力带动其余磁钢一同离开装料仓1,因此,在装料仓1外壁还连接有防止第二磁钢12脱离装料仓1的锁定组件4。锁定组件4包括抵接第二磁钢12的锁定拨片41、驱动锁定拨片41抵接磁钢的第二弹力件42,其中第二弹力件42与第一弹力件34的结构相同。锁定拨片41在第二弹性件的驱动下插入到抵接拨片33与第二磁钢12之间,在抵接拨片33分离第一磁钢11时,由于第二磁钢12位置不动,所以第二磁钢12以及后续磁钢被锁定拨片41抵接,同样无法脱离装料仓1。
[0043]
在第一磁钢11与第二磁钢12分离后,推料机构2推动剩余磁钢移动一个工位,使第二磁钢12向前运动到分离之前的第一磁钢11的位置,因此此时锁定拨片41插入到第二磁钢12与剩余磁钢之间,对剩余磁钢进行锁定,使得抵接拨片33分离第二磁钢12时,剩余磁钢无法脱离装料仓1。
[0044]
在本实施例中,磁钢呈帽形,每个磁钢都包括一块圆柱状的磁钢本体和环绕磁钢本体的磁钢环,相邻磁钢的磁钢环之间形成可插间隙。为了方便锁定拨片41与抵接拨片33插入到相邻的两块磁钢的可插间隙中,在锁定拨片41、抵接拨片33上均设有与磁钢形状配合的卡槽5,卡槽5呈圆弧形,从而使得锁定拨片41与抵接拨片33能够通过卡槽5与磁钢本体的配合,插入到可插间隙内,增大与磁钢的接触面积,提高对磁钢的推动、锁定效果
[0045]
本实施例的实施过程为:在需要分离第一磁钢11与第二磁钢12时,工作人员滑动手柄31,使连接在手柄31的抵接拨片33一同滑动,而锁定拨片41抵接锁定第二磁钢12从而推动第一磁钢11远离第二磁钢12,实现第一磁钢11与第二磁钢12的分离;
[0046]
在分离第一磁钢11的过程中,推动杆在驱动电缸的驱动下按照预定的工作频率将第二磁钢12推动到第一磁钢11的位置,称为新的第一磁钢11;
[0047]
在分离第一磁钢11后,需要工作人员手动滑动手柄31,带动抵接拨片33复位滑回原位置,复位过程中抵接拨片33经过新的第一磁钢11的磁钢环,并与新第一磁钢11的磁钢环抵紧,此时转动板341被抵接于新第一磁钢11的抵接拨片33推动转动,抵接拨片33穿过磁钢环后,在扭簧的复位弹力下,转动板341转动,使抵接拨片33插入到新第一磁钢11与新第二磁钢12之间,随后工作人员重复上述步骤,再一次滑动手柄31分离磁钢;
[0048]
在装料仓1中的磁钢推出完毕后,可以由工作人员手动将抵接拨片33、锁定拨片41打开,并放入一摞新的磁钢。
[0049]
本具体实施方式的实施例均为本实用新型的较佳实施例,并非依此限制本实用新型的保护范围,故:凡依本实用新型的结构、形状、原理所做的等效变化,均应涵盖于本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1