一种半流体灌装机的网格状热封合模具的制作方法
[0001]
本实用新型属于一种热封合模具,特别涉及一种半流体灌装机的网格状热封合模具。
背景技术:
[0002]
目前,国内外流体灌装机的热封合均采用平面封合,即热封合模具的热合挤压面为平面。这种热封合结构带来的问题是,封合不够牢固,封合处容易开裂,特别在搬运或者运输过程中商品容易出现破损,导致财产损失。另外,现有的热封合模具还存在一个问题,就是在热封合后,模具与热封合材料不容易脱开,常常会粘连在一起,需要进行剥离,这严重影响了设备的正常运行,特别是在生产线上,一处粘连,整条生产线都得停下来,降低了企业生产效率。
技术实现要素:
[0003]
本实用新型要解决的技术问题是,克服现有流体灌装热封合不牢固、容易开裂、以及模具与热封合材料容易粘连的问题,提供一种热封合牢固可靠、模具与热封合材料不粘连的半流体灌装机的网格状热封合模具。
[0004]
本实用新型包括一对软包装体热封合模具和一对软包装体封口热封合模具,在软包装体热封合模具和软包装体封口热封合模具上有热合挤压面,特殊之处是,在热合挤压面上设置有网纹,以增大对热合材料的局部挤压力。
[0005]
所述的软包装体热封合模具的热合挤压面网纹的宽度为0.6~1.2毫米,深度为0.1~0.3毫米,刀具夹角为75~135
º
,网纹夹角ф为75~135
º
。
[0006]
所述的软包装体封口热封合模具的热合挤压面网纹的宽度为0.6~1.2毫米,深度为0.1~0.3毫米,刀具夹角为75~135
º
,网纹夹角ф为75~135
º
。
[0007]
在软包装体热封合模具的正面及热合挤压面上有特氟龙涂层,防止与热封合材料粘连。
[0008]
在软包装体封口热封合模具的热合挤压面上有特氟龙涂层,防止与热封合材料粘连。
[0009]
本实用新型与现有技术相比具有如下优点:
[0010]
1、在软包装体热封合模具和软包装体封口热封合模具的热合挤压面上设置有网纹,形成若干个微小凸点,增大了凸点对热合材料的局部挤压力,在热封合处构成网格状封合表面,在总挤压力不变的情况下,封合更加牢固,减少了商品破损现象,降低了商品损失。
[0011]
2、在软包装体热封合模具及软包装体封口热封合模具的热合挤压面上设置特氟龙涂层,杜绝了模具与热封合材料脱不开、粘连在一起的问题,设备运行效率大大提高,从而提高了企业的生产效率。
附图说明
[0012]
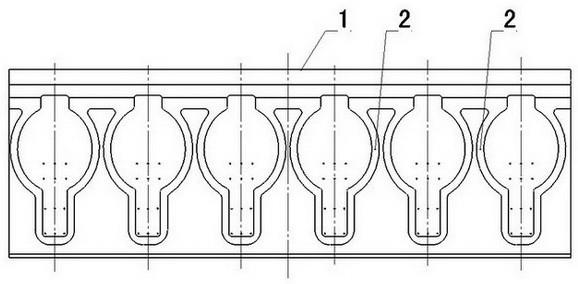
图1是本实用新型软包装体热封合模具的结构示意图;
[0013]
图2是图1的俯视图;
[0014]
图3是图1的仰视图;
[0015]
图4是图1的左视图;
[0016]
图5是图4的a部放大图;
[0017]
图6是本实用新型网纹的结构示意图;
[0018]
图7是本实用新型软包装体封口热封合模具的结构示意图;
[0019]
图8是图7的左视图;
[0020]
图9是图8的b部放大图。
具体实施方式
[0021]
实施例1:
[0022]
如附图所示,本实用新型包括一对软包装体热封合模具1和一对软包装体封口热封合模具4,即软包装体热封合模具1和软包装体封口热封合模具4成对设置,每对模具的结构及尺寸相同,从而将两张热封合材料热合在一起;在软包装体热封合模具1上有热合挤压面2,所述的热合挤压面2形状不限,根据商品要求设置,在软包装体封口热封合模具4上有热合挤压面5,在热合挤压面2和热合挤压面5上设置有网纹,从而在热合挤压面2、5上形成若干个微小凸点,以增大对热合材料的局部挤压力;所述的软包装体热封合模具1的热合挤压面2网纹的宽度为0.6毫米,深度为0.1毫米,刀具夹角为90
º
,网纹夹角ф为90
º
;所述的软包装体封口热封合模具4的热合挤压面5网纹的宽度为1.2毫米,深度为0.2毫米,刀具夹角为75
º
,网纹夹角ф为75
º
;在软包装体热封合模具1的正面及热合挤压面2上有特氟龙涂层3,防止与热封合材料粘连;在软包装体封口热封合模具4的热合挤压面5上有特氟龙涂层6,避免与热封合材料粘连,防止出现模具与热封合材料脱不开,粘连在一起的现象,提高设备运行效率。
[0023]
实施例2:
[0024]
其结构如实施例1,不同之处仅在于,所述的软包装体热封合模具1的热合挤压面2网纹的宽度为1.2毫米,深度为0.2毫米,刀具夹角为75
º
,网纹夹角ф为75
º
;所述的软包装体封口热封合模具4的热合挤压面5网纹的宽度为0.8毫米,深度为0.3毫米,刀具夹角为135
º
,网纹夹角ф为135
º
。
[0025]
实施例3:
[0026]
其结构如实施例1,不同之处仅在于,所述的软包装体热封合模具1的热合挤压面2网纹的宽度为0.8毫米,深度为0.3毫米,刀具夹角为135
º
,网纹夹角ф为135
º
;所述的软包装体封口热封合模具4的热合挤压面5网纹的宽度为0.6毫米,深度为0.1毫米,刀具夹角为90
º
,网纹夹角ф为90
º
。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1