一种全自动湿巾折叠机堆叠送料机构的制作方法
1.本申请涉及湿巾生产的技术领域,尤其是涉及一种全自动湿巾折叠机堆叠送料机构。
背景技术:
2.在制作湿巾的过程中,会对分切折叠后无纺布进行堆垛,然后进行检测和包装等步骤。
3.如专利公告号为cn206172653u公开的一种湿巾加工裁切堆垛机构,包括透明无菌操作箱,透明无菌操作箱上依次设置裁切机和堆垛机构;裁切机和堆垛机构的正下方分别设有第一传送台和第二传送台。堆垛机构包括从上到下依次设置的旋转盘、固定架、滑送架和翻板;旋转盘的一端与电机连接固定且另一端连接有转臂;转臂通过连接块与滑杆连接固定,每个滑杆滑动固定在固定架上且端部与压板连接固定;其中翻板的底部连接转轴;转轴的一端连接有平衡块。
4.上述中的现有技术方案存在以下缺陷:当翻板上堆垛的半成品重量超过平衡块后,转轴带动翻板转动,使翻板上的物料直接掉落在第二传送台上,这一过程容易使物料散落,影响堆叠的整齐度。
技术实现要素:
5.本申请的目的是提供一种全自动湿巾折叠机堆叠送料机构,其具有增加堆叠整齐度的效果。
6.本申请的上述发明目的是通过以下技术方案得以实现的:
7.一种全自动湿巾折叠机堆叠送料机构,包括机架,所述机架上设置有操作台、入料装置、传送装置、堆叠装置以及出料装置,操作台上开设有若干漏料口,所述堆叠装置包括推料装置一、推料装置二以及用于堆叠湿巾的置料架,置料架置于漏料口的下方,推料装置一的推料方向朝向置料架以使湿巾能够自漏料口落在置料架上,推料装置二的推料方向朝向出料装置;所述置料架上设置有用于驱动置料架升降的升降装置,所述机架上设置有用于检测置料架移动高度的检测装置以及控制置料架移动方向的控制装置。
8.通过采用上述技术方案,湿纸巾自入料装置传送至传送装置处,传送装置对湿纸巾进行传送,当湿纸巾移动至漏料口处时,推料装置一将湿纸巾推至置料架上,置料架在升降装置的作用下逐渐下降,下降的通知湿纸巾逐张摞在置料架上,当检测装置检测到置料架降至规定高度后,升降装置使置料架升高,继续进行堆叠作业。
9.本申请进一步设置为:所述传送装置包括送料带、支撑轮组以及用于驱动支撑轮组转动的驱动装置,送料带套设在支撑轮组上,送料带上设置有多个用于传送湿巾的拨料板。
10.通过采用上述技术方案,驱动装置用于驱动送料带移动,送料带移动,通过拨料板拨动湿纸巾移动,进而将湿纸巾自入料装置传送至出料装置处。
11.本申请进一步设置为:所述送料带与支撑轮组抵接的侧面间隔设置有若干凸块,所述支撑轮组与送料带接触的侧面上均开设有与凸块对应的凹槽,凸块与凹槽配合。
12.通过采用上述技术方案,凸块与凹槽的设置,减少出现支撑轮组与送料带之间出现相对位移的现象。
13.本申请进一步设置为:所述检测装置包括成对设置的传感器和用于触发传感器的触发杆,触发杆固定安装在置料架上,传感器在竖直方向上间隔设置。
14.通过采用上述技术方案,传感器用于检测置料架的升降位置,触发杆用于触发传感器。
15.本申请进一步设置为:所述机架上设置有安装杆,安装杆上套设有安装架,安装架上设置有锁紧口,锁紧口处设置有锁紧件,安装架的数量与传感器的数量相同,传感器固定设置在安装架上。
16.通过采用上述技术方案,安装架的设置,便于调节传感器的高度。
17.本申请进一步设置为:所述升降装置包括有用于驱动置料架上下移动的伺服电机,所述控制装置包括控制器和伺服驱动器,控制器与传感器电性连接,控制器与伺服驱动器电性连接,伺服驱动器与伺服电机电性连接。
18.通过采用上述技术方案,传感器接收到信号后,通过控制器和伺服驱动器控制伺服电机的转动方向。
19.本申请进一步设置为:所述置料架包括底板以及多个垂直设置在底板上的承载板,承载板远离与底板连接的一端设置有弯折板,相邻的弯折板之间设置有间隙,所述推料装置二上设置有能够移动推料的推料杆,推料杆与承载板交错设置,所述出料装置上固定设置有多个过渡板,过渡板与承载板之间交错设置,所述过渡板与推料杆垂直设置。
20.通过采用上述技术方案,湿纸巾在弯折板上堆叠,置料架在竖直方向上下降,当弯折板的上表面低于过渡板的上表面时,湿纸巾置于过渡板上,推料杆二推动湿纸巾移动至出料装置上。
21.本申请进一步设置为:所述漏料口与堆叠装置能够设置为多个,推料装置一的推料速度小于湿纸巾经过漏料口的速度。
22.通过采用上述技术方案,使多工位同时进行堆叠作业,增加了堆叠的效率。
附图说明
23.图1是本申请的整体结构示意图。
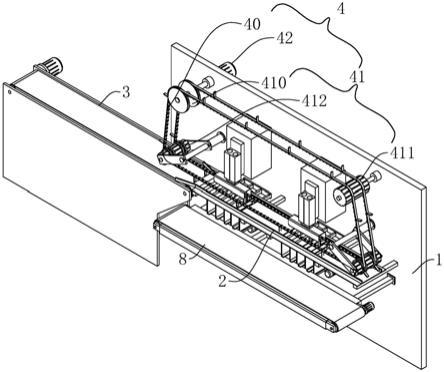
24.图2是示出漏料口的结构示意图。
25.图3是图2中a部分的局部放大示意图。
26.图4是本申请的平面结构示意图。
27.图5是示出堆叠装置结构示意图。
28.图6是示出推料装置二的结构示意图。
29.图7是示出升降装置的结构示意图。
30.图8是图7中b部分的局部放大示意图。
31.附图标记:1、机架;10、调节架;100、安装套筒;101、支撑轴;102、夹板;103、开口;104、锁紧螺栓;11、检测装置;110、触发杆;111、传感器;12、安装杆;120、安装架;121、锁紧
口;122、锁紧件;2、操作台;20、漏料口;3、入料装置;4、传送装置;40、送料带;400、拨料板;401、凸块;41、支撑轮组;410、驱动轮;411、从动轮;412、张紧轮;413、凹槽;42、驱动装置;5、推料装置一;50、推料架;6、推料装置二;60、推料部;601、连接板;602、连接杆;603、推料杆;7、置料架;70、升降杆;700、齿面;71、底板;72、承载板;720、弯折板;73、升降架;8、出料装置;80、过渡板;90、壳体;91、齿轮;920、伺服电机;921、转动套筒;922、转动轴。
具体实施方式
32.以下结合附图对本申请作进一步详细说明。
33.参照图1,为本申请公开的一种全自动湿巾折叠机堆叠送料机构,包括机架1,机架1上设置有操作台2、入料装置3、传送装置4、堆叠装置以及出料装置8,入料装置3用于传送裁切好的湿纸巾,传送装置4用于传送湿纸巾到操作台2上,堆叠装置用于使湿纸巾进行堆叠,并把湿纸巾推至出料装置8上,出料装置8将湿纸巾送出。
34.如图1和图2所示,入料装置3设置为带式输送机,入料装置3的上表面与操作台2平齐,操作台2上开设有若干漏料口20,传送装置4包括送料带40、支撑轮组41以及驱动装置42,送料带40套设在支撑轮组41上,且送料带40张紧设置,驱动装置42用于使支撑轮组41转动,送料带40背离与支撑轮组41抵接的侧面设置有多个拨料板400,拨料板400之间间隔设置,拨料板400转动能够将入料装置3上的湿巾原料推动至操作台2上。
35.支撑轮组41包括驱动轮410、从动轮411以及张紧轮412,驱动轮410、从动轮411以及张紧轮412均转动支撑在机架1上,驱动装置42设置为一转动电机,转动电机与驱动轮410同轴固定。如图3所示,送料带40与支撑轮组41抵接的侧面间隔设置有若干凸块401,驱动轮410、从动轮411、以及张紧轮412上均开设有与凸块401对应的凹槽413,凸块401与凹槽413配合。机架1上设置有调节架10,张紧轮412安装在调节架10上。
36.如图3所示,调节架10包括安装套筒100、支撑轴101和夹板102,夹板102成对设置,张紧轮412转动支撑在夹板102之间,夹板102套设在支撑轴101上,夹板102上设置有开口103以及锁紧螺栓104,锁紧螺栓104与夹板102螺纹连接,调节锁紧螺栓104能够调节开口103的大小,进而固定夹板102在支撑轴101上的角度,进而能够调节拨料板400与操作台2之间的间隔。
37.如图4和图5所示,堆叠装置包括推料装置一5、推料装置二6以及置料架7,推料装置一5设置为气缸,推料装置一5固定安装在机架1上,且推料装置一5竖直设置在漏料口20的上方,推料装置一5的活塞杆移动方向朝向漏料口20,且活塞杆的端部设置有推料架50,参考图2,送料带40的数量设置为两条,送料带40之间设置有间隔,推料架50的宽度小于送料带40之间间隔的宽度。置料架7置于漏料口20的下方。置料架7上设置有用于驱动置料架7升降的升降装置。
38.送料带40将湿纸巾在操作台2上移动,推料装置一5的活塞杆伸长,推动湿纸巾自漏料口20落入置料架7上,推料装置一5重复推动纸张下落的同时,升降装置使置料架7逐渐下降,进行堆叠作业。
39.如图6和图7所示,升降装置包括壳体90、设置在壳体90内的齿轮91以及用于驱动齿轮91转动的驱动组件,驱动组件包括伺服电机920、转动套筒921以及设置在转动套筒921内的转动轴922,伺服电机920与机架1固定连接,转动套筒921与机架1固定连接,转动轴922
与机架1转动连接,转动轴922的一端与齿轮91固定连接,转动轴922的另一端与伺服电机920同轴固定。置料架7上固定设置有升降架73,升降架73上固定设置有升降杆70,升降杆70上设置有齿面700,齿轮91与齿面700啮合,伺服电机920驱动齿轮91正转,能使升降杆70向上运动,伺服电机920驱动齿轮91反转,能使升降杆70向下运动。
40.如图7和图8所示,机架1上设置有用于检测置料架7移动高度的检测装置11以及控制置料架7移动方向的控制装置,检测装置11包括触发杆110和成对设置的传感器111,触发杆110固定安装在置料架7上,触发杆110用于触发传感器111,传感器111设置为光电传感器,机架1上设置有安装杆12,安装杆12上套设有安装架120,安装架120上设置有锁紧口121,锁紧口121处设置有锁紧件122,转紧锁紧件122,能够使锁紧口121变小,进而使安装架120抱紧在安装杆12上,安装架120的数量设置为两个,传感器111固定设置在安装架120上。
41.控制装置包括控制器和伺服驱动器,传感器111与控制器的信号输入端电性连接,伺服驱动器设置在控制器与伺服电机920之间,控制器的信号输出端与伺服驱动器电性连接,伺服驱动器的驱动端与伺服电机920电性连接。
42.伺服电机920正向转动,使置料架7向下移动,当触发杆110触发下方传感器111时,控制器控制伺服电机920反向运动,进而使置料架7升高,当触发杆110触发到上方传感器111时,控制器控制伺服电机920反转,使置料架7降低。
43.参考图5,推料装置二6也设置为气缸,推料装置二6水平设置在漏料口20的下方,出料装置8也设置为一带式输送机,推料装置二6的伸长方向与出料装置8的传送方向垂直设置。如图7所示,置料架7包括底板71以及多个垂直设置在底板71上的承载板72,承载板72远离与底板71连接的一端设置有弯折板720,相邻的弯折板720之间设置有间隙。
44.推料装置二6的活塞杆上固定设置有推料部60,推料部60包括连接板601、连接杆602以及推料杆603,推料装置二6的活塞杆与连接板601垂直固定,连接杆602一端垂直固定在连接板601背离与活塞杆连接的一面,推料杆603与连接杆602的另一端的固定连接,且推料杆603与连接杆602的轴线垂直设置,推料杆603与承载板72交错设置,推料杆603能够将承载板72上的物料推送至出料装置8上,出料装置8上固定设置有多个过渡板80,过渡板80与承载板72之间交错设置,过渡板80与推料杆603垂直设置。承载板72下降至低于过渡板80时,湿纸巾置于过渡板80上,推料装置二6的活塞杆伸长,通过推料部60将堆叠好的湿纸巾推送至出料装置8上,进行传送出料。
45.如图5所示,漏料口20与堆叠装置可以设置为多个,本申请中漏料口20与堆叠装置设置为两个,且推料装置一5的推料速度等于湿纸巾经过漏料口20的速度的一半,进而使多工位同时进行堆叠作业,增加了堆叠的效率。
46.本实施例的实施原理为:入料装置3对湿纸巾进行传送,送料带40移动使拨料板400拨动湿纸巾移动,湿纸巾在经过漏料口20上方时,推料装置一5推动湿纸巾,使湿纸巾落入漏料口20内,伺服电机920正向转动,使置料架7逐渐降低,当置料架7下降至过渡板80的下方时,推料装置二6将湿纸巾推出至出料装置8处,出料装置8将湿纸巾送出,同时置料架7继续下降,当触发杆110触发下方的传感器111时,伺服电机920反向转动使置料架7升高,继续进行堆叠作业。
47.本具体实施方式的实施例均为本申请的较佳实施例,并非依此限制本申请的保护范围,故:凡依本申请的结构、形状、原理所做的等效变化,均应涵盖于本申请的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1