一种BOPS片材分切厚度带消除装置的制作方法
一种bops片材分切厚度带消除装置
技术领域
1.本实用新型属于双向拉伸聚苯乙烯片材生产技术领域,尤其涉及一种bops片材分切厚度带消除装置。
背景技术:
2.bops片材生产过程中由于熔体从模头挤出时,由于熔体温度不均匀、模头中间和两边压力不同等原因,从模头挤出片材厚度很难均匀。需要有经验的工人在模头不断调整模唇开口大小从而调整厚度均匀性,增加工人工作量和工作强度。然而人工调整效果有限,只能一定程度消除厚度差异,片材收卷后在某些固定位置形成明显的厚度带。厚度带不仅严重影响片材的表观,还影响了片材的成形性。厚度带严重的片材只能成为废品,造成浪费。
技术实现要素:
3.本实用新型实施例的目的在于提供一种bops片材分切厚度带消除装置,能够消除由于熔体从模头挤出不均匀形成的厚度带,提升片材分切收卷质量。
4.本实用新型实施例是这样实现的:
5.一种bops片材分切厚度带消除装置,包括:行程开关sq1、行程开关sq2、底座、辊筒支架、辊筒、滑块、油缸、油管、纠偏器和接线盒,所述辊筒安装在辊筒支架上,辊筒支架固定在底座上,底座底部设置有滑块,在滑块的水平方向的右侧和左侧分别设有行程开关sq1和行程开关sq2,行程开关sq1和行程开关sq2分别与接线盒电连接,所述接线盒与纠偏器电连接,纠偏器通过油管与油缸连接,油缸与底座的右侧固定连接;当滑块与行程开关sq1接触时,纠偏器收到接触信号,并通过控制油管的油压控制油缸向左推动底座,底座带动辊筒支架及辊筒向左移动,当滑块与行程开关sq2接触时,纠偏器收到接触信号,并通过控制油管的油压控制油缸向右拉动底座,底座带动辊筒支架及辊筒向右移动。
6.本实用新型实施例通过在片材收大卷后,分切阶段,在分切机放卷处,加装自动左右摆动装置,在分切过程中通过自动来回移动放架,就能把厚度不够均匀的点分布在不同位置上,分切后卷面就看不到厚度带,卷面表观好,可以消除厚度带,减少人员和物料的浪费。
附图说明
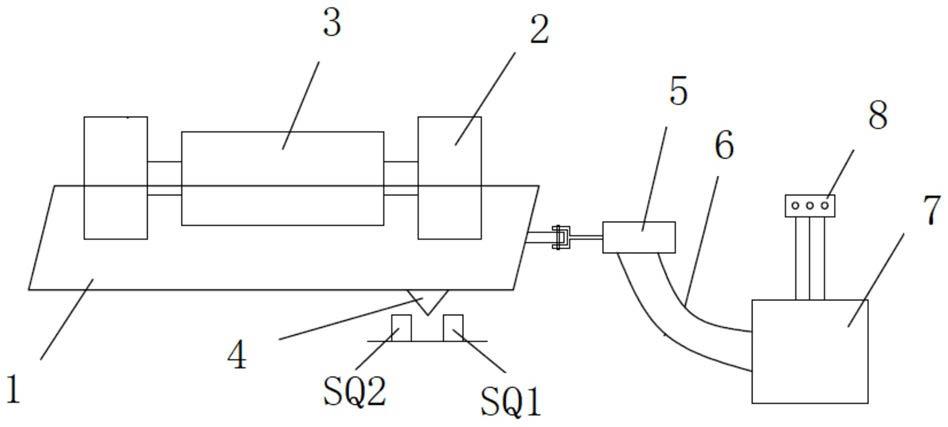
7.图1是本实用新型bops片材分切厚度带消除装置示意图。
具体实施方式
8.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
9.以下结合具体实施例对本实用新型的具体实现进行详细描述:
10.如图1所示,一种bops片材分切厚度带消除装置,包括:行程开关sq1、行程开关sq2、底座1、辊筒支架2、辊筒3、滑块4、油缸5、油管6、纠偏器7和接线盒8,所述辊筒安装在辊筒支架上,辊筒支架固定在底座上,底座底部设置有滑块,在滑块的水平方向的右侧和左侧分别设有行程开关sq1和行程开关sq2,行程开关sq1和行程开关sq2分别与接线盒电连接,所述接线盒与纠偏器电连接,纠偏器通过油管与油缸连接,油缸与底座的右侧固定连接;当滑块与行程开关sq1接触时,纠偏器收到接触信号,并通过控制油管的油压控制油缸向左推动底座,底座带动辊筒支架及辊筒向左移动,当滑块与行程开关sq2接触时,纠偏器收到接触信号,并通过控制油管的油压控制油缸向右拉动底座,底座带动辊筒支架及辊筒向右移动。本实用新型中,可以通过继电器来对油缸的油压进行压力控制,由纠偏器给出控制信号,纠偏器中的纠偏速度以及纠偏量可以人工调节,也就是控制底座左右移动的速度以及控制左右移动的位移量,可以根据生产过程具体确定。
11.本实用新型的实施例中,sq1和sq2是行程开关,当滑块碰到sq1油管有油压推动底座向左移动,当滑块碰到sq2时,油管有相反的油压推动底座向右移动,当滑块又碰到sq1时,底座又向左移动,当滑块又碰到sq2时,底座又向右移动,这样就实现底座来回移动,就可以把厚度不均匀的点分布在不同位置上,分切下来的卷面表观就很好,看不到厚度带了。
12.本实用新型实施例通过在片材收大卷后,分切阶段,在分切机放卷处,加装自动左右摆动装置,在分切过程中通过自动来回移动放架,就能把厚度不够均匀的点分布在不同位置上,分切后卷面就看不到厚度带,卷面表观好,可以消除厚度带,减少人员和物料的浪费。
13.以上所述仅为本实用新型的较佳实施例而已,并不用于限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1