一种合纱机及绣线和使用该绣线制得的绣品的制作方法
1.本技术涉及底网刺绣的技术领域,尤其是涉及一种合纱机及绣线和使用该绣线制得的绣品。
背景技术:
2.刺绣是针线在织物上绣制的各种装饰图案的总称,即用针将丝线或其他纤维、纱线以一定图案和色彩在绣料上穿刺,以绣迹构成花纹的装饰织物。
3.在进行绣织的过程中,为了使得图案色彩更加鲜艳明亮,常常会使用加捻的纱线进行绣织。若干纱线平行排列后进行缠绕捻合,得到一根色彩鲜明的绣线,这个过程称为加捻。
4.针对上述中的相关技术,发明人认为加捻后得到的绣线较硬,且色彩难以调合,使得得到的绣品图案硬化,且图案色彩丰富度低的情况。
技术实现要素:
5.为了改善绣线硬度高的问题,并提高绣品色彩丰富度,本技术提供一种合纱机及绣线和使用该绣线制得的绣品。
6.第一方面,本技术提供一种合纱机,采用如下的技术方案:
7.一种合纱机,包括纱卷盛放机构和合纱机构,所述纱卷盛放机构包括用于放置纱线卷的纱卷盛放组件,所述合纱机构包括机体,所述机体上设置有用于使纱线均匀分布的布线组件、合纱组件和收纱组件,所述合纱组件包括合纱辊,所述合纱辊转动承载于所述机体上,所述收纱组件包括收纱机框,所述收纱机框一端转动承载于所述机体、另一端转动承载有收纱卷,所述收纱卷位于所述合纱辊上方且与所述合纱辊相切。
8.通过采用上述技术方案,在布线组件的作用下将待加捻的纱线从纱卷盛放组件上放置的纱线卷中引出并通过合纱辊与收纱卷的切面后,转动合纱辊,使得合纱辊带动收纱卷进行转动,此时收纱机框在重力作用下,通过收纱卷对合纱辊产生压力,而合纱辊表面的摩擦系数高,使得在合纱辊与收纱卷切面的纱线在布线组件来回运动以及合纱辊表面摩擦力的作用下进行合纱,最后得到的绣线由收纱卷进行收卷。通过该方案得到的绣线无需经过加捻即能合纱成为绣线,相比于加捻后得到的绣线,具有线材软、色彩丰富的特点。
9.可选的,所述收纱机框设置有用于对收纱卷施加压力的施力件。
10.通过采用上述技术方案,收纱机框在施力件的作用下对收纱卷施加压力,使得收纱卷与合纱辊之间的压力增大,纱线在合纱辊上的摩擦力也相应增大,从而提高了纱线的合纱效果。
11.可选的,所述施力件为拉簧,所述拉簧一端连接于机体、另一端连接于所述收纱机框朝向合纱辊的一面。
12.通过采用上述技术方案,拉簧对收纱机框具有拉力,使得收纱机框具有向合纱辊方向转动的趋势;由于收纱卷位于收纱机框相对于转动端的一侧,因此当收纱机框具有向
合纱辊方向转动的趋势时,收纱卷也具有向合纱辊方向转动的趋势,此时收纱卷与合纱辊之间的压力增大。
13.可选的,所述纱卷盛放机构还包括用于将多根纱线进行预合纱的第一预合纱组件。
14.通过采用上述技术方案,组成同根绣线的多根纱线通过第一预合纱组件进行预合纱,从而减小了组成不同绣线的多根纱线缠绕在一起的风险,提高绣线的质量。
15.可选的,所述机体设置有第二预合纱组件。
16.通过采用上述技术方案,多根纱线在通过第一预合纱组件进行预合纱后,再通过第二预合纱组件进行第二次预合纱,两次预合纱的过程使得进行了预合纱的纱线能够保持一定的张紧度,从而提高了合纱的质量。
17.可选的,所述纱卷盛放机构还包括纱线张紧调节组件,所述纱线张紧调节组件位于纱卷盛放组件和第一预合纱组件之间。
18.通过采用上述技术方案,纱线从纱线卷中引出后,通过纱线张紧调节组件进行张紧度调节,使得待合纱的纱线具有合适的张紧度,以提高合纱之后的绣线的质量。
19.第二方面,本技术提供一种绣线,采用如下的技术方案:
20.一种通过上述合纱机制得的绣线,包括多根纱线,所述纱线紧密贴合。
21.通过采用上述技术方案,多根纱线通过上述合纱机合纱后紧密贴合,不经过加捻,从而使得制成的绣线质地软,手感舒适。
22.可选的,多根所述纱线颜色各异或部分相同或完全相同。
23.由于加捻的绣线只能使用相同颜色的纱线进行加捻,因此通过加捻得到的绣线往往色彩非常单一,而通过采用上述技术方案,无需加捻的绣线可由多种颜色搭配的纱线支撑,使得绣线的色彩丰富,给人以更好的视觉感受。
24.可选的,多根所述纱线呈平行设置。
25.通过采用上述技术方案,呈平行设置的多根纱线使得组成的绣线质地软、且易于进行色彩搭配,从而让绣线具有更多颜色搭配与手感改进上的可能。
26.第三方面,本技术提供一种绣品,采用如下的技术方案:
27.一种绣品,包括绣迹区,所述绣迹区由上述绣线组成。
28.综上所述,本技术包括以下至少一种有益技术效果:
29.1.合纱辊与收线卷的相切配合,使得当纱线从合纱辊与收线卷的切面通过并被收线卷进行收线时,纱线无需进行加捻即可进行合成成为绣线,从而解决了普通绣线硬度高、色彩单一的问题;
30.2.由多根颜色各异的纱线呈平行设置制得的绣线,使得绣线色彩丰富,且硬度适中,提高了绣线的手感与美感;
31.3.由未加捻的绣线组成的绣迹区,能够提高绣迹区的颜色丰富度与饱满度,同时能降低绣线由于加捻而产生的表面凹凸不平的现象的发生,增强绣迹区的表面质量,提高绣品的手感与美感。
附图说明
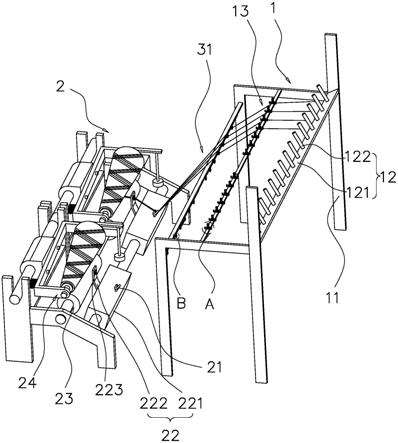
32.图1是本技术实施例一种合纱机的结构示意图。
33.图2是图1中a区域的放大图。
34.图3是图1中b区域的放大图。
35.图4是本技术实施例中合纱机构的结构示意图。
36.图5是本技术实施例中绣线的结构示意图。
37.图6是本技术实施例中绣品的主视图。
38.图7是本技术实施例中绣品的侧视图。
39.附图标记说明:1、纱卷盛放机构;11、机架;12、纱卷盛放组件;121、安装板;122、置纱辊;13、纱线张紧调节组件;131、固定基座;132、穿纱孔;133、丝杆;134、下垫片;135、上垫片;136、张紧弹簧;137、张紧螺母;138、收线区;14、第一穿线环;2、机体;21、第二穿线环;22、布纱组件;221、无杆气缸;222、引纱器;223、引纱孔;23、合纱组件;231、驱动电机;232、合纱转轴;233、合纱辊;24、收纱组件;241、收纱机框;242、收纱卷;243、把手;244、拉簧;3、绣线;31、纱线;4、底纱;41、绣迹区;42、凸起。
具体实施方式
40.以下结合附图1
‑
7对本技术作进一步详细说明。
41.本技术实施例公开一种合纱机。参照图1,合纱机包括纱卷盛放机构1和合纱机构,纱线31从纱卷盛放机构1引至合纱机构中进行合纱。
42.参照图1,纱卷盛放机构1包括机架11,机架11上设置有纱卷盛放组件12、纱线张紧调节组件13和第一预合纱组件,纱线31从纱卷盛放组件12中引出,依次经过纱线张紧调节组件13和第一预合纱组件后进入合纱机构中。
43.参照图1,纱卷盛放组件12包括安装板121,安装板121可根据实际产能设置有若干个,在本实施例中,安装板121仅设置一个。安装板121的两端固定连接于机架11上,安装板121呈倾斜设置,安装板121上固定连接有若干置纱辊122,置纱辊122与安装板121呈垂直设置,因此置纱辊122也呈倾斜设置,其中置纱辊122较低的一端固定连接于安装板121,原料纱线卷从置纱辊122较高的一端套入并套接于置纱辊122。
44.参照图2,纱线张紧调节组件13包括固定基座131,固定基座131固定连接于机架11上,固定基座131开设有两个穿纱孔132,两个穿纱孔132相对设置。固定基座131上垂直设置有丝杆133,丝杆133位于两个穿纱孔132之间,丝杆133沿螺纹上升方向依次穿设有下垫片134、上垫片135和张紧弹簧136,下垫片134固定连接于丝杆133,上垫片135活动套接于丝杆133,上垫片135与下垫片134抵接,上垫片135背向下垫片134的一面于张紧弹簧136固定连接,张紧弹簧136一端与上垫片135连接、另一端连接有张紧螺母137,张紧螺母137与丝杆133螺纹连接。纱线31张紧调节组件13的数量应根据实际产能进行设置,在本实施例中,纱线31张紧调节组件13设置有十四个。
45.参照图1和图2,纱线31从纱线31卷中引出后,通过其中一个穿纱孔132进入固定基座131内,然后从上垫片135与下垫片134的接触面上穿出,最后通过另一个穿纱孔132穿出固定基座131。当需要增加纱线31的张紧度时,旋动张紧螺母137使张紧螺母137向靠近上垫片135的方向移动,由于张紧螺母137在丝杆133的自锁效应下不会发生位移,从而使得位于张紧螺母137和上垫片135之间的张紧弹簧136被压缩,以增大张紧弹簧136对上垫片135压力,使得上垫片135与下垫片134之间的压力增大,对纱线31的夹持力也增大,进而提高了纱
线31的张紧度。
46.参照图1和图2,进一步地,在本实施例中,上垫片135的边缘朝向张紧螺母137弯折设置,下垫片134的边缘远离张紧螺母137弯折设置,使得上垫片135与下垫片134的接触面之间存在过渡用的收线区138,降低纱线31被上垫片135或下垫片134的边缘磨破的风险。
47.参照图1和图3,第一预合纱组件包括第一穿线环14,第一穿线环14固定连接于机架11上。第一穿线环14可以是圆环状的,可以是螺旋状的,还可以是绳结状的,在本实施例中,第一穿线环14呈圆环状,从两个固定基座131中分别穿出的两根纱线31共同穿过第一穿线环14进行第一次预合纱。进一步地,第一穿线环14可以是金属制的,可以是塑料制的,也可以是陶瓷制得,在本实施例中,选用聚苯乙烯制成的第一穿线环14。
48.参照图1,合纱机构包括机体2,机体2设置有第二预合纱组件、布纱组件22、合纱组件23和收纱组件24,从第一穿线环14穿出的经过第一次预合纱后的纱线31依次穿过第二预合纱组件、布纱组件22和合纱组件23,最后由收纱组件24进行收线完成合纱。
49.参照图1,第二预合纱组件包括第二穿线环21,第二穿线环21固定连接于机体2上,在本实施例中,第二穿线环21为一根呈螺旋折叠的塑料杆,其包括一个螺旋且螺旋轴线呈水平设置,从第一穿线环14中穿出的经过第一次预合纱的纱线31穿过第二穿线环21。第一穿线环14和第二穿线环21的设置使得进行预合纱的纱线31具有两点用于支撑进行张紧的支撑点,从而保证了纱线31在进行后续步骤时的张紧度。
50.参照图1,布纱组件22包括无杆气缸221,无杆气缸221固定连接于机体2,无杆气缸221呈水平设置,无杆气缸221的输出端固定连接有引纱器222,引纱器222开设有引纱孔223,从第二穿线环21中穿出的纱线31穿过引纱孔223。无杆气缸221工作时带动引纱器222进行水平往返运动,使得穿过引纱孔223的纱线31能够均匀分布。
51.参照图4,合纱组件23包括驱动电机231、合纱转轴232和合纱辊233,合纱转轴232转动承载于机体2,合纱辊233固定套接于合纱转轴232上,驱动电机231连接于机体2,驱动电机231的输出端与合纱转轴232固定连接,从而驱动合纱转轴232进行转动。合纱辊233由具有高摩擦系数的材质制成,具体地,在本实施例中,合纱辊233由橡胶制成。
52.参照图4,收纱组件24包括收纱机框241,收纱机框241为一个一端开口的矩形框架,收纱机框241开口的一端转动承载有收纱卷242、另一端转动连接于机体2。收纱机框241固定连接有把手243,把手243靠近收纱卷242设置。收纱卷242呈水平放置,收纱卷242两端呈一大一小设置,收纱卷242位于合纱辊233的上方且收纱卷242的表面与合纱辊233的表面相切,从引纱孔223中穿出的纱线31经过收纱卷242与合纱辊233的切面,最后为收纱卷242进行收卷。
53.参照图1和图4,当需要进行合纱操作时,生产人员通过把手243抬起收纱机框241,将收纱卷242置入收纱机框241内,然后放下收纱机框241,使收纱卷242在收纱机框241的重力作用下与合纱辊233相切抵接。然后生产人员接通驱动电机231的电源,驱动电机231带动合纱辊233进行转动,合纱辊233传动收纱卷242进行转动,与此同时穿出合纱辊233与收纱卷242切面的纱线31在收纱卷242转动的带动下被收纱卷242进行收卷。纱线31在合纱辊233与收纱卷242的切面时,由于合纱辊233表面具有较高的摩擦系数,多根纱线31在无杆气缸221的驱动下在合纱辊233表面进行来回往返运动,使得多根纱线31不断重复捻合和解开的过程,从而实现合纱的效果并得到绣线3。
54.参照图4,当收纱卷242上收卷了一定数量的绣线3后,收纱卷242与合纱辊233之间的压力变小,使得合纱效果逐渐减低,因此进一步地,收纱机框241连接有施力件,在本实施例中,施力件为拉簧244,拉簧244的一端固定连接于机体2、另一端固定连接于收纱机框241的侧边。如此可通过拉簧244对收纱机框241进行施力,使得收纱卷242于合纱辊233之间具有足够的压力。进一步地,拉簧244远离收纱卷242设置。通过杠杆原理不难理解,离转轴越近,拉簧244发生的形变越小,对拉簧244的负荷越小,从而延长了拉簧244的使用寿命。进一步地,在把手243上悬吊一个重物,使得收纱机框241在重物的重力作用下加强对合纱辊233的压力。
55.本技术实施例还公开一种绣线3。参照图5,绣线3由本技术公开的合纱机将多根纱线31进行合纱后制得,多根纱线31紧密贴合且呈平行设置。如此排列贴合的绣线3,相比于加捻得到的绣线3,螺旋程度更低,因此质地更软,易于进行纺织加工且手感良好。进一步地,多根纱线31可以颜色相同,可以颜色各异,也可以按颜色进行混编,颜色的搭配可以根据实际生产需要进行,以达到提高绣线3色彩丰富度的效果。
56.本技术还公开一种绣品。参照图5和图6,一种绣品包括底纱4和绣迹区41,绣迹区41绣织于底纱4上,绣迹区41由本技术公开的绣线3绣织得到。
57.参照图7,进一步地,底纱4和绣迹区41均压设有多个凸起42,凸起42的深度在0.3
‑
0.7mm之间,以增加绣品的手感。
58.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1