卷材横竖开槽机的制作方法
1.本实用新型涉及一种卷材横竖开槽机,尤其涉及一种全自动化操作、生产效率高的卷材横竖开槽机。
背景技术:
2.在某些卷材加工中,需要在卷材的表面开挖多条槽体,例如有些卷材要求在表面挖出多条横向的槽体以及多条竖向的槽体。现有生产工艺中,一般需要分三步进行,第一步是利用普通的开槽机开挖出横向槽体,第二步人工调整将片材转动90度,使得横向槽体垂直于开槽机的输入方向,第三步是再利用开槽机挖出纵向槽体。上述这种生产方式需要人工手动操作,而卷材的体积一般都很大且长度长,操作起来费时费力,生产效率不高。
技术实现要素:
3.本实用新型的目的在于提供一种全自动化操作、生产效率高的卷材横竖开槽机。
4.为了实现上述目的,本实用新型提供的卷材横竖开槽机包括机架以及设置于机架上且依次竖向连接的横向开槽装置、竖向输送装置及竖向开槽装置,所述横向开槽装置包括横向自动驱动装置、第一滑动支架、第一刀轴及第一刀轴自动驱动装置,所述第一刀轴呈竖向地设置于所述第一滑动支架上,所述第一刀轴自动驱动装置设置于所述第一滑动支架上且驱动所述第一刀轴转动,所述横向自动驱动装置设置于所述机架上且驱动所述第一滑动支架横向滑动;所述竖向开槽装置包括第二刀轴及第二刀轴自动驱动装置,所述第二刀轴呈横向地设置于所述机架上,所述第二刀轴自动驱动装置设置于所述机架上且驱动所述第二刀轴转动。
5.与现有技术相比,由于本实用新型通过在所述竖向输送装置的两端设置横向开槽装置及竖向开槽装置,并且使所述横向开槽装置的第一刀轴呈竖向设置,而所述竖向开槽装置的第二刀轴呈横向设置,因此,所述横向开槽装置加工出的槽体与所述竖向开槽装置加工出的槽体呈相互垂直。并且利用第一刀轴自动驱动装置驱动第一刀轴转动,利用第二刀轴自动驱动装置驱动第二刀轴转动且所述横向自动驱动装置同时驱动第二刀轴横向移动,因而,整个过程都是全自动化进行的,无需人工操作,省去了大量的劳动力,并且有效提高生产效率。
6.较佳地,所述竖向输送装置包括夹紧机构及推动机构,所述夹紧机构设置于所述推动机构伸缩端并用于夹紧卷材,所述推动机构拉动卷材前进。
7.具体地,所述夹紧机构包括夹紧气缸及夹板,所述夹紧气缸设置于所述机架上且输出端与所述夹板连接,以带动所述夹板上升或下移,进而离开或压持卷材。
8.具体地,所述竖向输送装置还包括从动输送带,所述从动输送带设置于所述夹板之间,以承载卷材,并在所述夹板夹持下随所述推动机构的推动而前进。
9.较佳地,所述卷材横竖开槽机还包括定位装置,所述定位装置设置于所述横向开槽装置的下方的前、后侧,以在卷材横向开槽时对卷材定位。
10.具体地,所述定位装置包括定位气缸及定位板,所述定位板呈横向地设置且与所述定位气缸的输出端连接,所述定位气缸设置于所述机架上以驱动所述定位板上升或下降。
11.较佳地,所述机架上设有呈横向的滑轨,所述第一滑动支架上设有滑块,所述滑块与所述滑轨滑动配合。通过设置所述滑轨,可以使所这第一滑动支架横向滑动得更加精准、流畅。
12.较佳地,所述竖向开槽装置还包括对所述第二刀轴调节高度的第一调节机构。这样可以使设备适用于不同厚度的卷材,提高设备的适用能力。
13.较佳地,所述竖向开槽装置还包括前输送辊、后输送辊、压辊及竖向自动驱动装置,所述前输送辊设置于所述第二刀轴的下侧,所述后输送辊设置于所述前输送辊的后侧,所述压辊设置于所述后输送辊的上侧,所述竖向自动驱动装置驱动所述前输送辊、后输送辊及压辊转动。通过设置所述前输送辊及后输送辊,可以使所述卷材能顺利进入时所述竖向开槽装置,同时,利用所述压辊将卷材压紧,可以保证卷材不会发生偏移,提高开槽的准确性。
14.具体地,所述竖向开槽装置还包括对所述压辊调节高度的第二调节机构。这样可以使设备适用于不同厚度的卷材,提高设备的适用能力。
附图说明
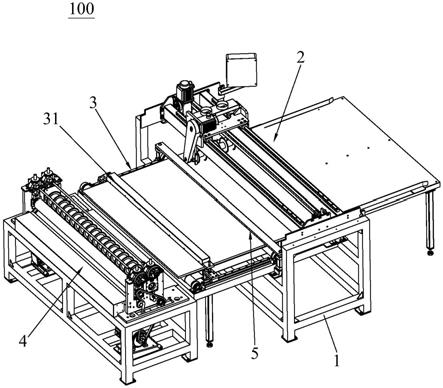
15.图1是本实用新型卷材横竖开槽机的立体图。
16.图2是本实用新型卷材横竖开槽机的俯视图。
17.图3是本实用新型卷材横竖开槽机的竖向输送装置的立体图。
18.图4是本实用新型卷材横竖开槽机的竖向输送装置的侧视图。
19.图5是本实用新型卷材横竖开槽机的竖向输送装置的仰视图。
20.图6是本实用新型卷材横竖开槽机的横向开槽装置的立体图。
21.图7是本实用新型卷材横竖开槽机的竖向开槽装置的立体图。
22.图8是本实用新型卷材横竖开槽机的竖向开槽装置的侧视图。
具体实施方式
23.为详细说明本实用新型的技术内容、构造特征、所实现的效果,以下结合实施方式并配合附图详予说明。
24.如图1、图2、图4、图6及图7所示,本实用新型的卷材横竖开槽机100包括机架1以及设置于机架1上且依次竖向连接的横向开槽装置2、竖向输送装置3及竖向开槽装置4。所述横向开槽装置2包括横向自动驱动装置21、第一滑动支架22、第一刀轴23及第一刀轴自动驱动装置24,所述第一刀轴23呈竖向地设置于所述第一滑动支架22上,所述第一刀轴23上设有第一刀片;所述第一刀轴自动驱动装置24设置于所述第一滑动支架22上且驱动所述第一刀轴23转动。所述第一刀轴自动驱动装置24包括电机、主动齿轮、从动齿轮及链条,通过电机驱动主动齿轮,主动齿轮带动连接于所述第一刀轴23的一端的从动齿轮,从而可以带动所述第一刀轴23转动。所述横向自动驱动装置21设置于所述机架1上且驱动所述第一滑动支架22横向滑动。所述横向自动驱动装置21包括电机、主动皮带轮、从动皮带轮及皮带,所
述第一滑动支架22连接于皮带上,通过电机驱动主动皮带轮转动,主动皮带轮带动缠绕于主动皮带轮及从动皮带轮之间的皮带移动,从而实现所述第一滑动支架22横向滑动。所述第一刀轴的下方横向地设有支撑板,以在开槽时支撑卷材。所述竖向开槽装置4包括第二刀轴41及第二刀轴自动驱动装置42,所述第二刀轴41呈横向地设置于所述机架1上,所述第二刀轴41上设有第二刀片;所述第二刀轴自动驱动装置42设置于所述机架1上且驱动所述第二刀轴41转动。所述第二刀轴自动驱动装置42包括电机、主动皮带轮、从动皮带轮及皮带,所述从动皮带轮连接于所述第二刀轴41的一端。通过电机驱动主动皮带轮转动,主动皮带轮带动缠绕于主动皮带轮及从动皮带轮之间的皮带移动,从而可以驱动第二刀轴41转动。所述第二刀轴的下方设有支撑板,以在开槽时支撑卷材。
25.请参阅图4至图5,所述竖向输送装置3包括夹紧机构31及推动机构32,所述夹紧机构31设置于所述推动机构32伸缩端并用于夹紧卷材,所述推动机构32拉动卷材前进。具体地,所述夹紧机构31包括夹紧气缸311及夹板312,所述夹紧气缸311设置于所述机架1上且输出端与所述夹板312连接,以带动所述夹板312上升或下移,进而离开或压紧卷材。所述推动机构32为包括气缸321、连接板322、滑块323及滑轨324,所述气缸321的输出端连接于连接板322,所述滑块323设置于连接板322的两端,所述滑块323与所述滑轨324滑动配合,所述夹紧气缸311设置于连接板322上。通过所述气缸321的伸缩可以带动连接板322滑动,所述连接板322即可带动所述夹板312移动。所述夹板312夹持所述卷材从而可带动卷材前进。
26.再请参阅图4至图5,所述竖向输送装置3还包括从动输送带33,所述从动输送带33设置于所述夹板312之间,以承载卷材,并在所述夹板312夹持下随所述推动机构32的推动而前进。
27.参阅图1及图2,所述卷材横竖开槽机100还包括定位装置5,所述定位装置5设置于所述横向开槽装置2的下方的前、后侧,以在卷材横向开槽时对卷材定位。具体地,所述定位装置5包括定位气缸51及定位板52,所述定位板52呈横向地设置且与所述定位气缸51的输出端连接,所述定位气缸51设置于所述机架1上以驱动所述定位板52上升或下降。
28.如图6所示,所述机架1上设有呈横向的滑轨11,所述第一滑动支架22上设有滑块221,所述滑块221与所述滑轨11滑动配合。通过设置所述滑轨11,可以使所这第一滑动支架22横向滑动得更加精准、流畅。
29.请参阅图7及图8,所述竖向开槽装置4还包括对所述第二刀轴41调节高度的第一调节机构43。这样可以使设备适用于不同厚度的卷材,提高设备的适用能力。所述竖向开槽装置4还包括前输送辊44、后输送辊45、压辊46及竖向自动驱动装置47,所述前输送辊44设置于所述第二刀轴41的下侧,所述后输送辊45设置于所述前输送辊44的后侧,所述压辊46设置于所述后输送辊45的上侧,所述竖向自动驱动装置47驱动所述前输送辊44、后输送辊45及压辊46转动。通过设置所述前输送辊44及后输送辊45,可以使所述卷材能顺利进入时所述竖向开槽装置4,同时,利用所述压辊46将卷材压紧,可以保证卷材不会发生偏移,提高开槽的准确性。所述竖向开槽装置4还包括对所述压辊46调节高度的第二调节机构48。这样可以使设备适用于不同厚度的卷材,提高设备的适用能力。所述第一调节机构43及第二调节机构48的结构是相同的,均包括螺杆4a及调节块4b,所述调节块4b上、下滑动地设置于所述机架1上,所述螺杆4a的一端固定于所述调节块4b且所述螺杆4a螺纹连接于所述机架1,所述第二刀轴41及压辊46分别设置于与其对应的调节块4b上。通过转动所述螺杆4a,使所
述螺杆4a上、下升降,从而可以带动调节块4b上、下升降。
30.综合上述,在工作时,先将卷材经过所述卷材放入所述竖向输送装置3上,所述夹紧机构31夹紧卷材,之后,所述定位气缸51带动所述定位板52压紧卷材。这时,所述横向开槽装置2启动,所述第一自动驱动装置启动带动所述第一刀轴23转动,所述第一刀轴23转动并对卷材挖出槽体。同时,所述横向自动驱动装置21启动并带动所述第一滑动支架22横向滑动,这时所述第一刀轴23横向移动并对卷材挖出横向的槽体。当完成一次横向槽体的开挖工艺后,所述定位装置5放开卷材,接着所述推动机构32推动所述卷材前进一定距离。之后,所述定位装置5再次压紧卷材,并且所述夹紧机构31放开卷材,所述推动机构32收缩并带动所述夹紧机构31回到开始位置。
31.当卷材进入竖向开槽装置4后,所述竖向自动驱动装置47启动带动第二刀轴41转动,所述第二刀轴41即可在卷材上开挖出与所述横向槽体垂直的竖向槽体。同时所述竖向自动驱动装置47驱动所述前输送辊44、后输送辊45及压辊46转动,进而可以将卷材压紧并缓慢的输出。
32.与现有技术相比,由于本实用新型通过在所述竖向输送装置3的两端设置横向开槽装置2及竖向开槽装置4,并且使所述横向开槽装置2的第一刀轴23呈竖向设置,而所述竖向开槽装置4的第二刀轴41呈横向设置,因此,所述横向开槽装置2加工出的槽体与所述竖向开槽装置4加工出的槽体呈相互垂直。并且利用第一刀轴自动驱动装置24驱动第一刀轴23转动,利用第二刀轴自动驱动装置42驱动第二刀轴41转动且所述横向自动驱动装置21同时驱动第二刀轴41横向移动,因而,整个过程都是全自动化进行的,无需人工操作,省去了大量的劳动力,并且有效提高生产效率。
33.以上所揭露的仅为本实用新型的较佳实例而已,当然不能以此来限定本实用新型之权利范围,因此依本实用新型申请专利范围所作的等同变化,仍属于本实用新型所涵盖的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1