将纤维条放置在条筒中的方法与流程
1.本发明涉及纤维材料在条筒中的放置。
背景技术:
2.放置纤维材料、尤其放置纤维条的方法,包含条筒上方的固定的圈条盘的旋转。当条筒为圆形时,该条筒旋转,而当条筒为矩形时,该条筒摆动。这使得在条筒的每圈转动或者摆动运动之后,纤维条的下一层被放置在之前的纤维条层的相同的纤维条环上方。借此,各个纤维条放置层的交叉点垂直相叠。这使得纤维条的高度快速增长。为了能足够地放置纤维材料,必须强有力地挤压纤维条,而这对纤维材料质量产生不利影响。
3.为了应对该问题,已知对圈条头的位置作不规则改变。其缺点在于,交叉点在何处形成以及有多少层纤维材料在这些点上相叠是完全不确定的。尤其可出现的情况是,在一些交叉点上相叠的层显著少于在其它的交叉点上相叠的层,从而最大的可填入的纤维材料量会减小。在结果中无法预先确定最终能够在条筒中放置多少纤维材料。这样移置圈条头,同样造成不稳且急骤的运动,并且借此造成条筒圈条装置的负荷。
技术实现要素:
4.本发明的任务在于应对前述缺点。
5.本任务通过独立权利要求的对象解决。有利的变型方案在从属权利要求中给出。
6.根据本发明的将纤维材料放置在条筒中的方法,具有第一步骤,其中将纤维材料圈条头在条筒上方定位到预定的起始位置中。接着随即是一个循环。所述循环包括第一循环步骤,其中将预定的长度的纤维材料放置在所述条筒中。换而言之,所述圈条头的位置没有改变。接着,在第二循环步骤中将所述圈条头根据预定的信息由当前的位置移走。这表明,精准地确定多少纤维材料在保持位置时通过圈条头放置在条筒中。对圈条头的预定的移置使得在层的数量预先确定时减小在各交叉点上相叠的层的数量,并且借此能够使填充量最大化和/或尤其能够积极地影响已放置的纤维材料的质量。预定的纤维材料长度在至少两个循环之间彼此相异。这使得尤其在条筒为圆形时、同样在圈条头的预定位置只有两个时,能够可预测地改变交叉点的位置。
7.优选地重复该循环,直至所述条筒被填满。
8.在条筒一转的期间,预定的纤维材料长度优选与输出量相符。这是一种在控制技术上能非常简单地实现的形式,以便对纤维材料的放置进行优化。
9.在放置纤维材料环期间,预定的纤维材料长度可选地或者额外地与输出量相符。这使得能够在放置纤维材料层期间多次改变圈条头的位置,在条筒的一转中放置所述纤维材料层。在此能够将圈条头由终点位置逐步地或者索性连续地移置到其它位置。
10.至少一个循环中,优选在所述圈条头的多个预定的终点位置之间进行所述圈条头的移置。借此提高自由度,以便能够最优地放置纤维材料。
11.优选进行纤维条的放置,使得防止在条筒的一转中放置的纤维材料环的数量为整
数。这表明,在条筒的一转后,不是一个纤维条带的开始,而是在稍后。这同样使在各交叉点上相叠的层减少。
12.优选通过如下方式进行所述圈条头的移置,使所述圈条头在各移置过程开始时有针对性地加速,和/或在各移置过程结束时有针对性地刹住所述圈条头。这使得条筒圈条装置上的负荷相对较小,所述条筒圈条装置具有所述圈条头并且移动所述圈条头。
13.放置的纤维材料优选涉及纤维条。
附图说明
14.后文对优选实施方案的说明给出本发明的其它特征和优点。图中:
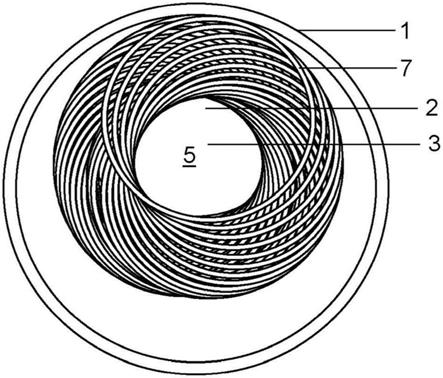
15.图1示出根据本发明第一实施方案的纤维材料放置方法的两种填充状态下的圆形条筒,
16.图2根据本发明第二实施方案示出圆形条筒中的两幅有关纤维条放置的附图,
17.图3示出根据本发明第三实施方案的纤维材料放置方法填充的圆形条筒,
18.图4示出根据本发明第三实施方案的纤维材料放置方法填充的更大的圆形条筒,
19.图5示出根据本发明第四实施方案的纤维材料放置方法填充的两种填充状态下的圆形条筒,
20.图6示出展示根据本发明其它实施方案的放置方法的图表,
21.图7示出根据本发明图6d所示的实施方案的纤维材料放置方法的两种填充状态下的圆形条筒,并且还以侧视图呈现。
具体实施方案
22.图1示出根据本发明第一实施方案的纤维材料放置方法的两种填充状态下的圆形条筒1。图1a中示出所述条筒1的一种状态,其中所述条筒在纤维材料填充期间已经完成单独一转。当在此涉及放置的纤维条环时,各附图中分别仅以附图标记7配给最上方的纤维条环。在所述条筒1中央逐渐形成气孔(spundloch)5。如可看出的那样,所述圈条头的位置由位置3换到位置2。所述位置2、3在此总是表示各放置的纤维条环7的中心点。
23.当所述条筒1被填满时,呈现图1b中示出的状态。如可看出的那样,所述气孔5已变得非常小。借此,垂直方向上、换而言之在根据图1的进入纸面内或者从纸面向外的方向上,交叉点上的纤维材料的层的数量同样减小。
24.图2示出根据本发明第二实施方案的圆形条筒1中的两幅有关纤维条放置的附图。根据图2a中示出的方法,存在用于所述圈条头的三个位置3-5。作为变型,图2b示出的附图具有不同的放置平面6
1-65。如此处也可看出的那样,所述气孔5同样非常小。在最下方的平面(位置4)中,优选地沿着此外未进一步示出的条筒1的内部空间放置所述环7。所述圈条头此后换到与所述圈条头的中间位置相符的位置3。此后,在两个相叠的平面中将所述圈条头移动到位置2或者将其留在位置2。此后,又将所述圈条头移到位置4,随后移到位置2。所以,始终在条筒的单独一转后或者所述纤维条长度后进行所述位置2-4之间的变换,在条筒一转的期间、在相应的位置2-4放置所述长度的纤维条。关于相应的纤维条长度的数据可结合相应的圈条头位置储存在数据库中,并且可借助于所述圈条头的控制器简单地读取。因此得到一种可非常简单地实现的、用于移动所述圈条头或者将所述圈条头留在相应位置的方
法。
25.图3示出根据本发明第三实施方案的纤维材料放置方法填充的圆形条筒1。此处同样存在三个放置位置2-4。然而,放置所述纤维条,使得其相继连续地移向所述位置(以2、3、4、2、3、4
……
的顺序)。
26.图4示出根据本发明第三实施方案的纤维材料放置方法填充的圆形条筒1。然而,此处示出的圆形条筒1的直径比图2中的更大。由此,与图2相比,图4中给出了较为不同的放置示图。
27.图5示出根据本发明第四实施方案的纤维材料放置方法的两种填充状态下的圆形条筒1。在该实施方案中,又仅仅存在两个用于所述圈条头的位置2、3。然而,在所述条筒一转的期间,所述圈条头连续地由所述位置2移动到位置3,并且再次向回运动。换而言之,所述纤维条环7到所述条筒1的内壁的距离优选地连续变化。此外根据图5a,在条筒的一转后,所述纤维条环7相关于垂直的中轴线有些向右移位地贴靠在所述条筒1的内壁上。然而在开始放置纤维条时,相应的纤维条环7的中心点直接处于所述中轴线上。换而言之,所述圈条头重复地移向的所述位置2、所述圈条头沿着围绕所述条筒1的中心点的圆周线“游移”。
28.当所述条筒1被填满时,呈现图5b中示出的放置示图。如此处可看出的那样,所述气孔5再次变得非常小。
29.图6示出展示不同放置方法的三张图表。
30.根据图6a,仅仅在条筒前三转的期间,此处所述圈条头的位置在两个位置2、3之间变换。此后,如同在常规放置方法中已知的那样,所述圈条头留在位置3。虚线的作用在于,相关于条筒各转,示明图表的相应的转折点。
31.根据图6b,条筒每圈转动后所述位置2、3之间的变换重新进行,并且再次进行,直至所述条筒1在条筒n转时被填满。
32.根据图6c,在条筒分别稍大于一转后(例如在条筒旋转370
°
后)进行所述位置2、3之间的变换,并且再次进行,直至所述条筒1在条筒n转时被填满。
33.根据图6d,所述位置2、3之间的变换交替地在条筒分别稍小于一转后(例如在条筒旋转350
°
后),和条筒的正好一转后进行、且再次进行,直至所述条筒1在条筒n转时被填满。
34.图7示出根据图6d的纤维材料放置方法的三种填充状态下的圆形条筒1。图7a中示出在纤维材料填充期间已完成单独一转的状态下的所述条筒1,图7b示出两转之后的所述条筒1。
35.图7c示出所述条筒1被填满时所述圈条头的位置变换的效果。所述变换使两个直接相叠放置的纤维条环7的通常垂直相叠放置并对应的位置“游移”,更确切的说是斜向右上方。明确的是,因此在条筒1被填满时,有更少的层在所述交叉点上垂直相叠。
36.本发明不限于前文给出的实施方案。各实施方案能够以任何形式互换或者相互组合。
37.所述圈条头移向的所述位置的数量可以变化。该数量尤其可大于3。
38.本方法不限于特定的纤维材料。所述纤维材料优选为纤维条,同样也可以是粗纱。
39.根据图5的方法例如可与根据图1的方法组合,使得根据图5a的环位置7在条筒的一转后改变,而所述圈条头也同样改变其位置。
40.在所有的方法中,所述条筒1关于所述圈条头的位置变换的旋转角度可始终或者
仅仅部分相同、相较于360
°
更小或更大。
41.本发明在结果上提供一种可非常普遍适用的方法,其中能够预先确定交叉点位于何处以及预计有多少层在所述交叉点上相叠。
42.附图标记列表
43.1 条筒
44.2-4 位置
45.5 气孔
[0046]6i,i
∈n 放置平面
[0047]
7 纤维条环
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1