输送装置、输送方法及食品制造方法与流程
1.本公开涉及输送装置、输送方法以及食品制造方法。
背景技术:
2.已知有利用输送机将食材等输送物体向下游输送的装置。
3.例如专利文献1公开了将由面团(外皮材料)包裹了馅(内包材料)的产品连续地送出的包馅装置。
4.[现有技术文献]
[0005]
[专利文献]
[0006]
[专利文献1]日本特开2004-129524号公报
技术实现要素:
[0007]
[发明所要解决的课题]
[0008]
在专利文献1的装置中,内包材料被外皮材料包裹的产品被刀具体切断,被载置在与上下台一起上下移动的传送带上,由该传送带送到下一工序。
[0009]
在像这样通过传送带输送产品等输送物体的装置中,在配合输送物体的供给定时而使传送带停止的情况下,传送带反复进行间歇的移动和停止。在使传送带间歇地停止的情况下,在传送带上比载置有输送物体的部位靠上游侧及下游侧也需要使传送带停止。这样的传送带的间歇停止动作成为瓶颈,无法高速地输送输送物体,能够阻碍系统整体的生产率的提高。另外,在已经先行的输送物体被载置在传送带上的状态下为了将新的输送物体载置在传送带上而使传送带间歇地停止的情况下,先行的输送物体受到惯性的影响,有可能在传送带上无意地滚动。
[0010]
另一方面,在维持不使传送带停止而使其移动的状态的同时,向该传送带上供给产品等输送物体的情况下,将输送物体精度良好地载置在传送带上的期望部位并不简单。特别是在使输送物体落到沿水平方向移动的传送带上的情况下,即使输送物体着落到传送带上的期望部位,也会由于惯性的影响而在传送带上滚动而从期望部位移动。
[0011]
本公开是鉴于上述情况而完成的,其目的在于提供一种能够通过输送体高速地输送输送物体并且能够将输送物体精度良好地载置于输送体上的技术。
[0012]
[用于解决课题的手段]
[0013]
本公开的一个方式涉及一种输送装置,该输送装置具备:输送机,其具有输送体,该输送体具有输送面且在输送方向上移动;捕获器,其具有载置面;以及输送物体供给部,其将第一输送物体载置于载置面,捕获器以配置在上升位置和下降位置的方式移动,上升位置是载置面位于比输送面靠上方的位置,下降位置是载置面位于与输送面相同的高度或者载置面位于比输送面靠下方的位置,输送物体供给部将第一输送物体载置于载置面,以使第一输送物体在比输送面靠上方的位置由载置面所承接,在第一输送物体被载置于载置面的状态下,捕获器从上升位置朝向下降位置移动,由此该第一输送物体由输送面所承接,
并被输送体朝向下游输送。
[0014]
也可以是,输送机具有在水平方向上相互分离地配置的多个输送体,在捕获器在上升位置与下降位置之间移动时,捕获器的至少一部分通过相互相邻地配置的输送体之间的空间。
[0015]
也可以是,捕获器具有沿水平方向延伸的主体部和以从主体部向上方突出的方式设置的多个突出部,多个突出部的每一个构成载置面,在捕获器配置于上升位置的状态下,输送体位于突出部之间。
[0016]
捕获器也可以在载置面上具有在与输送方向非平行的方向上延伸的槽部。
[0017]
输送物体供给部也可以具有:模具,其具有成形空间;以及释放部,其以将配置于成形空间的第一输送物体朝向载置面释放的方式对该第一输送物体施加力。
[0018]
也可以是,在第二输送物体被载置于输送面的状态下,输送体在输送方向上移动,捕获器从下降位置向上升位置移动,以将第二输送物体载置在配置于上升位置的捕获器的载置面,输送物体供给部将该第一输送物体载置于载置面,以使第一输送物体在载置于载置面的第二输送物体上着地。
[0019]
第二输送物体也可以是柔软的片状部件。
[0020]
第一输送物体也可以是糊状食材。
[0021]
本公开的另一方式涉及一种输送方法,该输送方法包括:使输送机所具有的输送体即具有输送面的输送体在输送方向上移动的工序;使具有载置面的捕获器从载置面位于与输送面相同的高度或载置面位于比输送面靠下方的位置的下降位置移动至载置面位于比输送面靠上方的位置的上升位置的工序;输送物体供给部以在比输送面靠上方的位置由载置面承接第一输送物体的方式将第一输送物体载置于载置面的工序;以及通过在第一输送物体被载置于载置面的状态下使捕获器从上升位置朝向下降位置移动,从而利用输送面承接该第一输送物体,并利用输送体将其朝向下游输送的工序。
[0022]
本公开的另一方式涉及一种食品制造方法,该方法包括:使输送机所具有的输送体即具有输送面的输送体在输送方向上移动的工序;使具有载置面的捕获器从载置面位于与输送面相同的高度或载置面位于比输送面靠下方的位置的下降位置移动到载置面位于比输送面靠上方的位置的上升位置的工序;输送物体供给部以在比输送面靠上方的位置由载置面承接第一输送物体的方式将第一输送物体载置于载置面的工序;以及通过在第一输送物体被载置于载置面的状态下使捕获器从上升位置朝向下降位置移动,从而利用输送面承接该第一输送物体,并利用输送体将其朝向下游输送的工序,第一输送物体是食品。
[0023]
根据本公开,能够通过输送体高速地输送输送物体,并且能够将输送物体精度良好地载置在输送体上。
附图说明
[0024]
图1是表示第一实施方式所涉及的输送装置的一例的概略的侧视图。
[0025]
图2是表示配置于上升位置的捕获器与第一输送物体的关系的概略剖视图。
[0026]
图3是表示配置于下降位置的捕获器与第一输送物体的关系的概略剖视图。
[0027]
图4是表示捕获器(特别是载置面)的一个例子的俯视图。
[0028]
图5是表示第二实施方式所涉及的输送装置的一例的概略构成的俯视图。
[0029]
图6是概略地表示图5的输送装置的动作状态的一例的侧视图。
[0030]
图7是概略地表示图5的输送装置的动作状态的一例的侧视图。
[0031]
图8是概略地表示图5的输送装置的动作状态的一例的侧视图。
[0032]
图9是表示第二实施方式所涉及的输送装置的控制部的一个例子的框图。
具体实施方式
[0033]
以下,参照附图例示典型的实施方式。为了便于图示和理解,各附图所示的要素的尺寸和比例尺不一定与实物一致,另外,在附图之间也不一定一致。但是,本领域技术人员能够考虑本说明书以及权利要求书的记载,明确地掌握各图所示的要素的结构以及作用效果。
[0034]
在本说明书中,“上方向”及“下方向”只要没有特别说明,以重力的作用方向即铅垂方向为基准,铅垂方向为下方向,与铅垂方向相反的方向为上方向。高度方向是与铅垂方向平行的方向,水平方向是与铅垂方向成直角的方向。另外,用语“上游”及“下游”只要没有特别说明,以输送物体的输送方向为基准。
[0035]
[第一实施方式]
[0036]
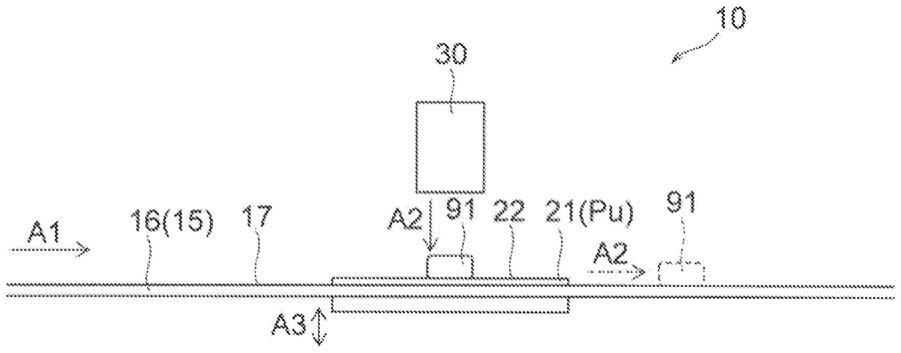
图1是表示第一实施方式所涉及的输送装置10的一个例子的概要的侧视图。图2是表示配置于上升位置pu的捕获器21与第一输送物体91的关系的概略剖视图。图3是表示配置于下降位置pd的捕获器21与第一输送物体91的关系的概略剖视图。在图2和图3中,为了方便起见,输送体16仅示出5个,突出部24仅示出6个,但输送体16和突出部24的数量没有限定,可以设置更多或更少的输送体16和/或突出部24。
[0037]
图1所示的输送装置10是将第一输送物体91向输送方向a1输送的装置。第一输送物体91没有限定,既可以是固体、液体、以及固体以及液体的混合物,也可以具有流动性,也可以不具有流动性。第一输送物体91的用途也没有限定,第一输送物体91可以是食品、日用品、工业品以及其他技术领域中使用的各种物体。
[0038]
输送装置10具备输送机15、捕获器21及输送物体供给部30。
[0039]
输送机15具有在与水平方向平行的输送方向a1上移动的输送体16。输送体16的上表面构成输送面17。在输送面17上载置有从输送物体供给部30经由捕获器21供给的第一输送物体91。在输送面17行进的范围中的第一输送物体91移动的范围的至少一部分(在本实施方式中为整体)上,输送面17形成与水平方向平行地延伸的平坦面。
[0040]
输送体16的具体结构没有限定。输送体16具有能够在适当地保持第一输送物体91的同时并对第一输送物体91进行输送的结构,具有适于在图1中未表示的上游侧的装置和/或下游侧的装置中的处理的结构。典型地,能够利用1个或多个环状的传送带构成输送体16。构成输送体16的传送带的截面尺寸和截面形状也没有限定。例如,可以将具有横向(例如与输送方向a1成直角的水平方向)的尺寸大于纵向(例如高度方向)的尺寸的截面的环状带用作输送体16。
[0041]
图示的输送机15具有多个绳状的输送体16(参照图2和图3)。各输送体16沿输送方向a1延伸,具有大致圆形状的截面。这些输送体16在与输送方向a1成直角的水平方向上相互等间隔地分离地配置。输送面17由绳状的多个输送体16的外周面(特别是朝向上方的上侧面)的集合构成。
[0042]
在绳状的各输送体16的截面(即与行进方向(输送方向a1)成直角的截面)中,横向(例如水平方向)的尺寸为纵向(例如高度方向)的尺寸以下,优选小于纵向的尺寸。各输送体16的截面(特别是与行进方向成直角的截面)的形状没有限定,各输送体16可以具有多边形状、圆形状(例如正圆形状或椭圆形状)或其他形状的截面。
[0043]
捕获器21具有载置有从输送物体供给部30供给的第一输送物体91的载置面22,以能够在上升位置pu(参照图2)与下降位置pd(参照图3)之间升降的方式设置。
[0044]
捕获器21的具体结构没有限定。图示的捕获器21具有沿水平方向延伸的主体部23和以从主体部23向上方突出的方式设置的多个突出部24。这些突出部24在与输送方向a1成直角的水平方向上相互等间隔地分离地配置。各突出部24沿输送方向a1延伸,遍及捕获器21的输送方向a1的整体而设置。在相邻的突出部24之间形成有沿输送方向a1延伸的收容槽部25。各收容槽部25遍及捕获器21的输送方向a1的整体而设置。收容槽部25的截面形状和截面尺寸没有限定。在捕获器21配置于上升位置pu的状态下,各输送体16位于突出部24间的对应的收容槽部25,以免妨碍各输送体16向输送方向a1的行进,且各输送体16不比载置面22向上方突出。
[0045]
各突出部24的上端面构成载置面22。在捕获器21配置于上升位置pu的情况下(参照图2),载置面22位于比输送面17靠上方的位置。在捕获器21配置于下降位置pd的情况下(参照图3),载置面22位于比输送面17靠下方的位置。另外,在捕获器21配置于下降位置pd的情况下,载置面22也可以位于与输送面17相同的高度。
[0046]
在捕获器21在上升位置pu与下降位置pd之间移动时,捕获器21的至少一部分(在图示的例子中为突出部24)通过相互相邻配置的输送体16之间的空间而升降。
[0047]
输送物体供给部30(参照图1)以使第一输送物体91在比输送面17靠上方由载置面22所承接的方式将第一输送物体91载置于载置面22。输送物体供给部30释放第一输送物体91的时刻与捕获器21朝向上升位置pu移动的时刻之间的关系没有限定。例如,可以在捕获器21已经配置于上升位置pu的状态下,输送物体供给部30朝向载置面22释放第一输送物体91。在该情况下,由于第一输送物体91着落于停止状态的捕获器21上,因此第一输送物体91从捕获器21受到的力比较小。另外,也可以在捕获器21朝向上升位置pu移动的中途,输送物体供给部30朝向载置面22释放第一输送物体91。在该情况下,与捕获器21的移动同时地从输送物体供给部30释放第一输送物体91,因此能够缩短一系列的处理所需要的时间。
[0048]
在第一输送物体91被载置于载置面22的状态(参照图2)下,捕获器21从上升位置pu向下降位置pd移动,由此,该第一输送物体91由输送面17所承接(参照图3),并被输送体16朝向下游输送(参照图1中虚线所示的第一输送物体91和箭头(移动方向a2))。
[0049]
图4是表示捕获器21(特别是载置面22)的一个例子的俯视图。为了容易理解,在图4中,突出部24的上端面(即载置面22)由实心黑色表示,槽部由空白部表示。
[0050]
图4所示的捕获器21除了具有沿输送方向a1(图4所示的y方向)延伸的多个收容槽部25之外,还具有在与输送方向a1非平行的方向(特别是与输送方向a1成直角的水平方向(图4所示的x方向))上延伸的多个卡定槽部26。关于输送方向a1(y方向),载置面22及卡定槽部26反复交替地在直线上排列。载置在载置面22上的第一输送物体91以覆盖多个卡定槽部26的方式配置,通过这些卡定槽部26增大保持力(即摩擦力和/或钩挂力)。
[0051]
在第一输送物体91从输送物体供给部30朝向捕获器21与铅垂方向平行地落下,且
载置面22与水平方向平行地延伸的情况下,基本上不对载置面22上的第一输送物体91作用水平方向的力。然而,在第一输送物体91朝向捕获器21而与铅垂方向非平行地移动的情况、或者载置面22从水平方向倾斜的情况下,水平方向的力作用于载置面22上的第一输送物体91。即使在这样的情况下,由于在由收容槽部25及卡定槽部26增大了保持力的载置面22上可靠地保持第一输送物体91,因此能够有效地防止载置面22上的第一输送物体91的滑动、滚动。需要说明的是,输送物体供给部30在图1所示的例子中朝向捕获器21释放第一输送物体91,但也可以通过其他方法将第一输送物体91载置于载置面22。例如,也可以通过未图示的输送机将第一输送物体91与铅垂方向非平行地输送,使第一输送物体91从该输送机向捕获器21的载置面22上移动。在这样的情况下,通过载置面22具有收容槽部25以及卡定槽部26,能够有效地防止载置面22上的第一输送物体91的滑动、滚动。
[0052]
各卡定槽部26可以比收容槽部25浅,也可以比其深。各卡定槽部26的输送方向a1(y方向)的宽度也没有限定,各卡定槽部26可以具有1mm以下的微细的宽度。
[0053]
各卡定槽部26的结构并不限定于图4所示的结构。例如,卡定槽部26彼此可以在相同的方向上延伸,也可以具有在相互不同的方向上延伸的2个以上的卡定槽部26。另外,卡定槽部26的延伸方向没有限定,可以与输送方向a1(y方向)和与输送方向a1成直角的水平方向(图4所示的x方向)分别非平行,各卡定槽部26在相对于这些方向(x方向和y方向)分别倾斜的方向(参照图4中的“q”所示的箭头)上延伸。另外,载置面22(突出部24的上端面)也可以配置成交错状,关于与输送方向a1成直角的水平方向(x方向),也可以反复设置“在直线上排列的卡定槽部26、收容槽部25以及载置面22”的组。
[0054]
另外,捕获器21也可以不具有卡定槽部26。在本来具有第一输送物体91难以在载置面22上滑动或难以滚动的特性的情况下,即使卡定槽部26未设置于捕获器21,输送物体供给部30也能够将第一输送物体91稳定地载置在捕获器21上。
[0055]
接下来,对由本实施方式的输送装置10所进行的输送方法的一个例子进行说明。另外,在第一输送物体91为食品的情况下,由输送装置10进行的输送方法也可以具有作为由包含输送装置10的食品制造系统进行的食品制造方法的一部分的作用。
[0056]
在进行下述处理的期间内,输送体16基本上不间歇地停止,而持续地以恒定速度继续向输送方向a1移动。输送面17持续地从比输送物体供给部30靠上游侧通过输送物体供给部30的下方而向比输送物体供给部30靠下游侧移动。
[0057]
而且,捕获器21从下降位置pd向上升位置pu移动。另一方面,输送物体供给部30将第一输送物体91载置于载置面22,以使第一输送物体91在比输送面17靠上方的位置由载置面22所承接。
[0058]
而且,在第一输送物体91被载置于载置面22的状态下,捕获器21从上升位置pu向下降位置pd移动。由此,第一输送物体91由输送面17所承接,从载置面22被交接到输送面17。而且,第一输送物体91在被载置于输送面17的状态下被输送体16朝向下游输送。
[0059]
上述捕获器21的升降动作及来自输送物体供给部30的第一输送物体91的释放动作典型地在控制部(省略图示)的控制下进行。但是,只要能够如上述那样使捕获器21的升降动作与来自输送物体供给部30的第一输送物体91的释放动作相互关联,则也可以不通过控制部来控制捕获器21和/或输送物体供给部30。
[0060]
通过反复进行上述捕获器21的升降动作和来自输送物体供给部30的第一输送物
体91的释放动作,多个第一输送物体91连续地经由捕获器21被轻柔地载置在输送体16上,并被向下游送出。特别是,从输送物体供给部30释放的第一输送物体91由在输送方向a1上不移动的捕获器21所承接,因此不会受到向输送方向a1的惯性的影响,而被载置在捕获器21上。因此,能够在捕获器21的期望部位稳定地高精度地载置第一输送物体91。
[0061]
另外,通过使捕获器21向下方移动而将载置面22的高度位置设为与输送面17相同的高度位置,或者使其低于输送面17的高度位置,从而将第一输送物体91交接到输送面17。这样,第一输送物体91至少在被交接到输送面17之前被载置面22支撑,因此能够将第一输送物体91稳定地高精度地载置在输送体16上。
[0062]
如以上说明的那样,根据本实施方式的输送装置10,能够一边利用输送体16高速地输送第一输送物体91,一边将第一输送物体91稳定地高精度地载置在输送体16上。在不使用捕获器21而直接将第一输送物体91载置于输送体16上的情况下,可能会导致第一输送物体91在输送体16上翻倒、或配置位置偏移、或破损。根据本实施方式的输送装置10,能够有效地避免这样的不良情况。
[0063]
另外,与来自输送物体供给部30的第一输送物体91的释放的有无及捕获器21的升降状态无关,不需要使输送体16停止,能够使输送体16继续行驶。因此,能够防止比输送物体供给部30靠上游侧以及下游侧的处理的停滞或者处理速度的降低,作为系统整体的处理能力以及生产率的提高不会被第一输送物体91的载置工序阻碍。
[0064]
[第二实施方式]
[0065]
在本实施方式中,对与上述的第一实施方式相同或类似的要素标注共同的符号,并省略其详细的说明。
[0066]
图5是表示第二实施方式的输送装置10的一例的概略结构的俯视图。图6至图8是概略地表示图5的输送装置10的工作状态的一例的侧视图。图9是表示第二实施方式所涉及的输送装置10的控制部的一例的框图。在图5中,省略了导入部51及释放部55(参照图6~图8)的图示。另外,在图5中,为了容易理解模具41的结构,保持壳体45(包括保持孔47)和顶板保持部46(包括导入孔44和顶板孔48)由虚线以透视状态表示。
[0067]
本实施方式的输送装置10在由输送机15从上游送来的第二输送物体92(即“支撑工件”)上载置第一输送物体91(即“设置工件”),将第一输送物体91及第二输送物体92的组向下游送出。
[0068]
第一输送物体91和第二输送物体92没有限定。典型地,第二输送物体92具有片材形状,第一输送物体91能够具有能够被第二输送物体92包裹的程度的大小。作为一例,第一输送物体91和第二输送物体92中的至少任意一方可以是塑料,也可以将被加热而具有流动性的塑料用作第一输送物体91。作为另一例,第一输送物体91和第二输送物体92中的至少任意一方也可以是食材。例如,可以使用馅料作为第一输送物体91,并且使用用于包裹馅料的食用皮作为第二输送物体92。在以下的说明中,第一输送物体91是糊状食材,第二输送物体92是能够弯折的柔软的片状食材,输送装置10构成为食品制造系统的一部分。
[0069]
输送体16在第二输送物体92被载置于输送面17的状态下沿输送方向a1移动。捕获器21以在配置于上升位置pu的捕获器21的载置面22上载置有第二输送物体92的方式从下降位置pd向上升位置pu移动。输送物体供给部30以使第一输送物体91着落在载置于载置面22的第二输送物体92上的方式将该第一输送物体91载置于载置面22。
[0070]
本实施方式的捕获器21与第一实施方式的捕获器21同样地,除了在输送方向a1上延伸的多个收容槽部25之外,还具有在与输送方向a1非平行的方向上延伸的多个卡定槽部26(参照图4)。这些收容槽部25及卡定槽部26(特别是卡定槽部26)使载置面22上的第二输送物体92的防滑的效果增大,捕获器21能够可靠地保持第二输送物体92。
[0071]
输送物体供给部30具有模具41和释放部55。模具41具有填充有第一输送物体91而用于成形该第一输送物体91的成形空间42。释放部55以向捕获器21的载置面22释放配置于成形空间42的第一输送物体91的方式向该第一输送物体91施加力。
[0072]
图示的模具41在保持壳体45与顶板保持部46之间沿水平方向延伸,沿保持壳体45及顶板保持部46在水平方向(参照图7及图8所示的“滑动方向a4”)上滑动自如地被保持。模具41上安装有模具移动体43,模具移动体43与马达等模具驱动部49(参照图9)连结。模具41根据从模具驱动部49(参照图9)传递至模具移动体43的动力,一边被保持壳体45及顶板保持部46引导一边在滑动方向a4上往复移动。这样与模具移动体43一起移动的模具41能够配置于用于向成形空间42填充第一输送物体91的填充位置(参照图6和图8)和用于从成形空间42释放第一输送物体91的释放位置(参照图7)。
[0073]
在保持壳体45的上方设置有顶板保持部46,保持壳体45和顶板保持部46由未图示的支撑框架固定地支撑。在顶板保持部46上固定有导入部51。导入部51具有第一输送物体91能够通过的内部空间(省略图示)。在导入部51连结有未图示的供给装置,从该供给装置向导入部51的内部空间供给膏状的第一输送物体91。
[0074]
顶板保持部46具有与导入部51的内部空间相连的导入孔44。在模具41配置于填充位置的情况下,成形空间42经由导入孔44与导入部51的内部空间连通。
[0075]
顶板保持部46还具有顶板孔48。顶板孔48在高度方向上位于与输送物体供给部30的冲裁部59重叠的位置,冲裁部59具有在高度方向上自如通过的形状及尺寸。在模具41配置于释放位置的情况下,成形空间42在顶板孔48的下方位于在高度方向上与冲裁部59及顶板孔48重叠的位置,冲裁部59具有在高度方向上自如通过的形状及尺寸。
[0076]
图示的释放部55具有释放驱动部56和固定于释放驱动部56并向下方延伸的冲裁部59。冲裁部59被释放驱动部56驱动而调整从释放驱动部56向下方的突出量,冲裁部59的下方前端的位置在高度方向上变化。具体而言,冲裁部59的下方前端能够配置于作为比模具41靠上方的位置(在图示的例子中是比顶板保持部46靠上方的位置)的退避位置(参照图6以及图8)、和作为比模具41靠下方的位置(在图示的例子中是比保持壳体45靠下方的位置)的冲裁位置(参照图7)。另外,图示的释放部55被简化表示,释放驱动部56及冲裁部59具有任意的结构。例如能够利用气缸、滚珠丝杠机构来构成释放部55。
[0077]
捕获器21位于冲裁部59、顶板孔48及保持孔47的正下方,且位于配置于释放位置的模具41的成形空间42的正下方。捕获器21被载置在多个驱动凸轮36(在图示的例子中在输送方向a1上排列设置的2个驱动凸轮36)上。各驱动凸轮36由马达等捕获器驱动部35(参照图9)驱动,以对应的凸轮轴37为中心旋转。各驱动凸轮36的截面具有卵形(例如椭圆状)的外形,各驱动凸轮36中的最外部分的高度方向位置(即与捕获器21接触的部位的高度方向位置)根据各驱动凸轮36的旋转状态而变化。这些驱动凸轮36以相互具有相同的姿势的方式被同步地驱动,能够被放置于用于将捕获器21配置于下降位置pd的旋转状态(参照图6和图8)和用于将捕获器21配置于上升位置pu的旋转状态(参照图7)。已知用于同步驱动多
个驱动凸轮36的机构,省略其详细说明。
[0078]
在比输送物体供给部30靠上游侧且比输送体16靠上方的位置设置有触发传感器33。触发传感器33是检测触发传感器33的正下方的第二输送物体92的通过的传感器,典型的是能够由光学传感器构成。如图9所示,触发传感器33与控制部65连接,触发传感器33的检测结果被发送到控制部65。
[0079]
控制部65基于触发传感器33的检测结果来控制释放驱动部56、捕获器驱动部35及模具驱动部49。即,释放驱动部56、捕获器驱动部35及模具驱动部49根据第二输送物体92的输送位置而被控制,冲裁部59、捕获器21以及模具41的移动相互关联地进行。
[0080]
接下来,对本实施方式的输送装置10所进行的输送方法的一个例子进行说明。
[0081]
在进行下述处理的期间内,输送体16基本上不间歇地停止,而持续地以恒定速度继续向输送方向a1移动。另一方面,多个第二输送物体92在输送方向a1上以相互隔开间隔的状态被载置于输送机15的输送体16(参照图6)。将多个第二输送物体92载置于输送体16的作业既可以通过机械进行,也可以通过人手进行。
[0082]
第二输送物体92被输送体16向输送方向a1输送,在比输送物体供给部30靠上游侧由触发传感器33检测,在到达捕获器21的上方(具体而言是冲裁部59的正下方)的期望位置的时刻被捕获器21从输送面17抬起(参照图7)。控制部65基于触发传感器33的检测结果和输送体16的行进速度,计算第二输送物体92到达捕获器21的上方(即冲裁部59的正下方)的期望位置的时间。控制部65基于该计算结果控制捕获器驱动部35,进而控制各驱动凸轮36的旋转状态。在第二输送物体92到达捕获器21的上方(即冲裁部59的正下方)的期望位置之前,捕获器21配置于下降位置pd,载置面22位于比输送面17靠下方的位置。另一方面,在第二输送物体92到达捕获器21的上方(即冲裁部59的正下方)的期望位置的时刻,捕获器21通过驱动凸轮36向上方移动。由此,捕获器21配置于上升位置pu,载置面22配置于比输送面17靠上方的位置,第二输送物体92被载置于载置面22,从在输送方向a1继续移动的输送面17分离。这样,不使输送体16停止,第二输送物体92通过捕获器21在输送方向a1上被固定地定位。
[0083]
另一方面,模具41在第二输送物体92到达捕获器21的上方(即冲裁部59的正下方)之前配置于填充位置,在成形空间42经由导入部51及导入孔44填充第一输送物体91。在第一输送物体91被填充到成形空间42之后,模具41从填充位置移动到释放位置。由此,第一输送物体91成形为与成形空间42的形状相应的期望形状。然后,根据第二输送物体92被捕获器21抬起的时刻,冲裁部59以通过顶板孔48、成形空间42及保持孔47的方式下降。其结果,配置于释放位置的模具41的成形空间42内的第一输送物体91被冲裁部59向下方按压,该第一输送物体91被载置于捕获器21的载置面22上的第二输送物体92。
[0084]
在将第一输送物体91载置于第二输送物体92之后,在控制部65的控制下使驱动凸轮36旋转而将捕获器21配置于下降位置pd(参照图8)。由此,载置面22上的第一输送物体91以及第二输送物体92被载置于输送体16的输送面17,并从载置面22离开。载置于输送面17的第一输送物体91和第二输送物体92被输送体16朝向下游输送。
[0085]
冲裁部59在从成形空间42冲裁出第一输送物体91之后,从冲裁位置向退避位置移动。之后,模具41从释放位置向填充位置移动。而且,在配置于填充位置的模具41的成形空间42中填充有经由导入部51的内部空间及导入孔44输送来的新的第一输送物体91。
[0086]
通过在控制部65的控制下反复进行上述一系列的处理,能够将第一输送物体91以及第二输送物体92的组连续地送出到比输送物体供给部30靠下游侧的位置。
[0087]
如以上说明的那样,根据本实施方式,能够在载置于第二输送物体92的状态下将第一输送物体91朝向下游输送。特别是,由于在第二输送物体92在输送方向a1上停止的状态下进行将第一输送物体91载置于第二输送物体92的处理,因此不会受到与输送方向a1有关的惯性的影响,能够将第一输送物体91高精度地配置于第二输送物体92上的期望位置。
[0088]
在第一输送物体91配置于偏离第二输送物体92的期望位置的位置的情况下,在后段的处理中会发生堵塞,或者导致最终制作的产品的形状不良等品质的恶化。根据本实施方式的输送装置10,能够有效地避免这样的后段的处理中的不良情况、最终产品的品质的恶化。
[0089]
另外,如图所示,在第一输送物体91从成形空间42被冲裁的情况下,无法避免在第一输送物体91上着地时施加冲击。但是,根据本实施方式,由于在第二输送物体92被捕获器21抬起的状态下第一输送物体91着落于第二输送物体92上,因此能够减轻施加于第一输送物体91的冲击力。在像这样从成形空间42冲裁第一输送物体91的情况下,如本实施方式那样捕获器21的载置面22上升,缩短第一输送物体91的落下距离的结构从减轻作用于第一输送物体91的冲击力的观点出发是优选的。
[0090]
另外,即使在从成形空间42冲裁第一输送物体91时利用冲裁部59将第一输送物体91按压于第二输送物体92的情况下,捕获器21也不在水平方向上移动,因此对第一输送物体91完全或几乎不作用向水平方向的力。因此,也完全或几乎不产生向第一输送物体91与第二输送物体92之间的水平方向的相对的位置偏移。另外,即使在由于第一输送物体91的粘合性强而难以从冲裁部59剥离第一输送物体91的情况下,通过利用冲裁部59将第一输送物体91按压于第二输送物体92,也能够将第一输送物体91从冲裁部59有效地剥离并载置于第二输送物体92。
[0091]
另外,在变更第一输送物体91的高度方向的尺寸的情况下,有时要求改变配置于冲裁位置的冲裁部59的下方前端的高度方向位置。即使在这样的情况下,通过改变由释放驱动部56进行的冲裁部59的驱动量(即从释放驱动部56向下方的突出量),也能够简单地改变冲裁部59的下方前端的高度方向位置。
[0092]
[变形例]
[0093]
捕获器21的形状没有限定。例如,也可以通过相互分离地设置的多个突起体的集合来构成捕获器21。这样的多个突起体中的2个以上的突起体可以在输送方向a1上相互分离地配置,也可以在与输送方向a1成直角的水平方向上相互分离地配置。但是,构成捕获器21的部件的数量少的一方容易操作捕获器21,通过由一体的部件构成捕获器21的整体,在捕获器21的操作性和制造成本方面有利的情况较多。
[0094]
也可以与卡定槽部26一起或者代替卡定槽部26,通过其他的机构,提高捕获器21保持第一输送物体91和/或第二输送物体92的能力。例如,也可以由粗糙面构成载置面22,提高载置面22的摩擦力。另外,也可以通过对载置面22实施用于提高摩擦力的任意的处理(例如物理处理和/或化学处理)来提高捕获器21的保持能力。
[0095]
在从成形空间42释放第一输送物体91时,冲裁部59也可以不贯通成形空间42,也可以将进入成形空间42的冲裁部59的下方前端在成形空间42内停止。另外,从成形空间42
释放第一输送物体91的方法和单元没有限定。例如,输送物体供给部30可以通过将压缩空气吹向成形空间42,从而将第一输送物体91从成形空间42向捕获器21释放。
[0096]
输送体16的组成、形状、尺寸及其他特性没有限定。例如,从稳定地保持第一输送物体91或第二输送物体92的观点出发,输送体16优选由与第一输送物体91或第二输送物体92的接触面积大的部件(例如宽幅的带)构成,优选第一输送物体91的下方面的整体由输送体16支撑。另一方面,从确保对第一输送物体91或第二输送物体92的良好的脱模性的观点出发,输送体16优选由与第一输送物体91或第二输送物体92的接触面积小的部件(例如绳状部件)构成。因此,在第一输送物体91或第二输送物体92的粘合性强的情况下(例如第一输送物体91或第二输送物体92的水分保有量多的情况下),能够将绳状构件适当地用作输送体16。
[0097]
输送物体供给部30和/或输送机15也可以设置为能够在高度方向上移动。在该情况下,能够改变高度方向上的输送物体供给部30与输送机15(特别是输送体16(具体而言是输送面17))之间的间隔。一般而言,输送机15大多不能简单地移动。在这样的情况下,从减轻作业负荷的观点出发,优选通过改变输送物体供给部30的高度方向的位置来改变输送物体供给部30与输送机15之间的间隔。
[0098]
如上所述,输送体16和捕获器21可以设置在在高度方向上相互重叠的位置,也可以设置在输送体16和捕获器21在高度方向上相互不重叠的位置。例如,可以是,第一输送物体91或第二输送物体92具有比较高的刚性,仅第一输送物体91或第二输送物体92的两端部(即与输送方向a1成直角的水平方向上的两端部)被载置于输送体16而被输送。在该情况下,也可以在与第一输送物体91或第二输送物体92的两端部分别对应的位置设置相互独立的输送体16,在这些输送体16之间设置捕获器21。在该情况下,捕获器21设置为不与输送体16在高度方向上重叠,而能够与第一输送物体91或第二输送物体92的中央部接触。
[0099]
如上所述,第一输送物体91和第二输送物体92的组成、形状、尺寸以及其他特性没有限定。例如,可以由以下的要素构成第一输送物体91和第二输送物体92。
[0100]
第一输送物体91可以包含具有流动性的不定形的糊状食材(例如粘性食材),也可以由单一种类的食材构成,也可以包含多种食材。例如,第一输送物体91不仅包含肉、鱼贝、蔬菜、蘑菇、谷物、水果、海藻、豆、巧克力、曲奇、咸饼干、奶油酥(puff)、糖果、软糖(gummies)及其他固体食材,也可以含有蛋、乳汁、水分、油、调味料、香辛料、糖类、谷物粉、淀粉类、凝胶化剂、增粘剂及其他液体食材、粘性食材(例如,调味汁、沙司、奶油等)、起泡性食材(例如搅打奶油等)。另外,第一输送物体91也可以包含状态不同的多个原材料(例如固体状的原材料和液体状的原材料)。另外,也可以将在春卷、玉米粉圆饼、墨西哥卷饼、可丽饼、汉堡、炸肉饼、油炸食品、鱼糜加工食品(例如炸鱼肉)、豆腐加工食品(例如油炸豆腐)、日本点心(例如日式豆沙饼等)、华夫饼(例如原宿狗(注册商标)等)、各种面糊(batter)、烧卖及饺子等食品中使用的馅料用作第一输送物体91。
[0101]
第二输送物体92例如也可以由能够容易地弯折的柔软的片状部件构成。因此,也可以将用于包裹上述食用馅料(第一输送物体91)的食用皮(例如由米粉、小麦粉或蛋制成的皮)、包装部件(例如包裹纸)用作第二输送物体92。另外,也可以将用于包裹第一输送物体91以外的用途的食用和非食用的部件用作第二输送物体92。
[0102]
本公开并不限定于上述实施方式以及变形例。例如,也可以对上述实施方式以及
变形例的各要素施加各种变形。另外,包含上述构成要素和/或方法以外的构成要素和/或方法的方式也包含于本公开的实施方式。另外,不包含上述的构成要素和/或方法中的一部分要素的方式也包含于本公开的实施方式。另外,包含:包含在本公开的某实施方式中的一部分构成要素和/或方法、和包含在本公开的其他实施方式中的一部分构成要素和/或方法的方式也包含在本公开的实施方式中。因此,上述实施方式以及变形例以及上述以外的本公开的实施方式各自所包含的构成要素以及/或者方法彼此也可以组合,这样的组合所涉及的方式也包含于本公开的实施方式。另外,通过本公开所起到的效果也不限定于上述效果,也能够发挥与各实施方式的具体结构相应的特有的效果。这样,在不脱离本公开的技术思想以及主旨的范围内,能够对权利要求书、说明书、说明书摘要以及附图所记载的各要素进行各种追加、变更以及部分删除。
[0103]
[符号说明]
[0104]
10输送装置
[0105]
15输送机
[0106]
16输送体
[0107]
17输送面
[0108]
21捕获器
[0109]
22载置面
[0110]
23主体部
[0111]
24突出部
[0112]
25收容槽部
[0113]
26卡定槽部
[0114]
30输送物体供给部
[0115]
33触发传感器
[0116]
35捕获器驱动部
[0117]
36驱动凸轮
[0118]
37凸轮轴
[0119]
41模具
[0120]
42成形空间
[0121]
43模具移动体
[0122]
44导入孔
[0123]
45保持壳体
[0124]
46顶板保持部
[0125]
47保持孔
[0126]
48顶板孔
[0127]
49模具驱动部
[0128]
51导入部
[0129]
55释放部
[0130]
56释放驱动部
[0131]
59冲裁部
[0132]
65控制部
[0133]
91第一输送物体
[0134]
92第二输送物体
[0135]
a1输送方向
[0136]
a2移动方向
[0137]
a3升降方向
[0138]
a4滑动方向
[0139]
pu上升位置
[0140]
pd下降位置
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1