物料上料控制方法、装置、控制设备及可读存储介质与流程
1.本申请涉及自动控制技术领域,具体而言,涉及一种物料上料控制方法、装置、控制设备及可读存储介质。
背景技术:
2.在冶炼领域中,冶炼得到的坯材(例如钢坯、铝坯等)通常需要进行后续的加工处理,因此,存在将坯材上料至加工处理的位置的需求。而坯材在上料过程中,坯材需要摆放在指定的取料位。若坯材在取料位的摆放位置不正确,可能会导致无法上料或上料存在安全隐患。例如,对于相对取料位呈倾斜摆放的坯材,由于取料机是在设定模式下进行机械化取料,存在取料机的一个臂取到料,另一个臂取不到料,导致坯材侧翻的情况。
技术实现要素:
3.本申请实施例的目的在于提供一种物料上料控制方法、装置、控制设备及可读存储介质,能够改善待输送物料在取料位的摆放位置不准而导致上料存在安全隐患的问题。
4.为了实现上述目的,本申请的实施例通过如下方式实现:
5.第一方面,本申请实施例提供一种物料上料控制方法,所述方法包括:
6.通过第一传感组件感测上料台架上的待输送物料的位置信息,其中,所述上料台架包括用于停放所述待输送物料的取料位,所述取料位设置有用于阻挡所述待输送物料输送的挡板;
7.根据所述第一传感组件与所述取料位的相对位置关系及所述待输送物料的位置信息,确定所述待输送物料与所述取料位的相对倾斜偏差,所述相对倾斜偏差包括所述待输送物料的两端分别与所述取料位的距离的差值;
8.当第二传感组件感测所述取料位存在所述待输送物料时,控制所述上料台架中的输送装置输送所述待输送物料所述相对倾斜偏差对应的距离,所述挡板用于在所述输送装置带动所述待输送物料的输送过程中将所述待输送物料阻挡在所述取料位的设定位置。
9.在上述的实施方式中,当检测到待输送物料处于倾斜状态时,待输送物料在到达取料位后,通过控制输送装置继续输送待输送物料一段距离,并配合挡板,使得待输送物料被调整在取料位的设定位置,以确保待输送物料在取料位的正确位置,改善待输送物料因在取料位的位置不准确而使得上料存在安全隐患的问题。
10.结合第一方面,在一些可选的实施方式中,所述第一传感组件包括间隔预设距离分布的第一测距仪及第二测距仪,所述待输送物料的位置信息包括所述第一测距仪与所述待输送物料的第一测量距离以及所述第二测距仪与所述待输送物料的第二测量距离;
11.根据所述第一传感组件与所述取料位的相对位置关系及所述待输送物料的位置信息,确定所述待输送物料与所述取料位的相对倾斜偏差,包括:
12.根据所述第一测量距离、所述第二测量距离、所述预设距离、所述待输送物料的指定长度、所述第一测距仪及所述第二测距仪与所述取料位的相对位置关系,确定所述待输
送物料的两端与所述取料位的所述相对倾斜偏差。
13.在上述的实施方式中,通过第一测距仪和第二测距仪相互配合,便可以确定出待输送物料的两端与取料位的相对倾斜偏差。
14.结合第一方面,在一些可选的实施方式中,所述取料位为呈长条状的区域,所述第一测距仪、所述第二测距仪的安装位置的连线与所述取料位平行。
15.在上述的实施方式中,当第一测距仪、第二测距仪的安装位置的连线与取料位平行时,有利于简化运算相对倾斜偏差。
16.结合第一方面,在一些可选的实施方式中,所述输送装置包括步进电机,控制所述上料台架中的输送装置输送所述待输送物料所述相对倾斜偏差对应的距离,包括:
17.控制所述上料台架中的所述步进电机带动所述待输送物料运转目标步数,并在所述步进电机运转至所述目标步数时暂停运转,其中,所述步进电机运转所述目标步数时带动所述待输送物料的输送距离与所述相对倾斜偏差对应。
18.在上述的实施方式中,基于步进电机运转的单步与所带动待输送物料输送的距离的对应关系,通过对步进电机运转的目标步数进行控制,便可以对待输送物料的输送距离进行控制,从而对倾斜的待输送物料进行位置校正。
19.结合第一方面,在一些可选的实施方式中,在控制所述上料台架中的所述步进电机带动所述待输送物料运转目标步数之前,所述方法还包括:
20.根据所述相对倾斜偏差及所述步进电机运转一步时对应的运输距离,确定所述目标步数。
21.结合第一方面,在一些可选的实施方式中,所述输送装置包括用于对所述步进电机的运转步数进行计数的计数器。
22.结合第一方面,在一些可选的实施方式中,所述方法还包括:
23.当第三传感组件确定输送辊道上不存在待输送物料时,控制取料机将所述取料位的所述待输送物料输送至所述输送辊道;
24.当所述第三传感组件确定所述输送辊道上存在所述待输送物料时,控制所述输送辊道运输所述待输送物料。
25.在上述的实施方式中,通过取料机输送经过位置校正后的待输送物料,可以提高上料的安全性及效率。
26.第二方面,本申请实施例还提供一种物料上料控制装置,所述装置包括:
27.感测单元,用于通过第一传感组件感测上料台架上的待输送物料的位置信息,其中,所述上料台架包括用于停放所述待输送物料的取料位,所述取料位设置有用于阻挡所述待输送物料输送的挡板;
28.偏差确定单元,用于根据所述第一传感组件与所述取料位的相对位置关系及所述待输送物料的位置信息,确定所述待输送物料与所述取料位的相对倾斜偏差,所述相对倾斜偏差包括所述待输送物料的两端分别与所述取料位的距离的差值;
29.控制单元,用于当第二传感组件感测所述取料位存在所述待输送物料时,控制所述上料台架中的输送装置输送所述待输送物料所述相对倾斜偏差对应的距离,所述挡板用于在所述输送装置带动所述待输送物料的输送过程中将所述待输送物料阻挡在所述取料位的设定位置。
30.第三方面,本申请实施例还提供一种控制设备,所述控制设备包括相互耦合的处理器及存储器,所述存储器内存储计算机程序,当所述计算机程序被所述处理器执行时,使得所述控制设备执行上述的方法。
31.第四方面,本申请实施例还提供一种计算机可读存储介质,所述计算机可读存储介质中存储有计算机程序,当所述计算机程序在计算机上运行时,使得所述计算机执行上述的方法。
附图说明
32.为了更清楚地说明本申请实施例的技术方案,下面将对本申请实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本申请的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
33.图1为本申请实施例提供的上料系统与待输送物料的示意图。
34.图2为本申请实施例提供的控制设备的结构示意图。
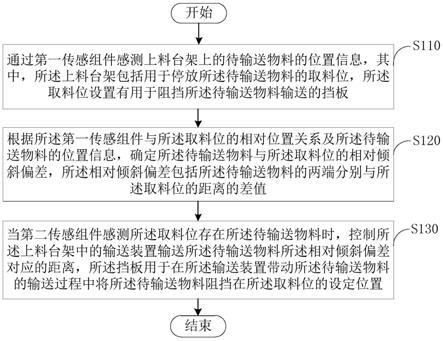
35.图3为本申请实施例提供的物料上料控制方法的流程示意图。
36.图4a为本申请实施例提供上料台架中的斜坯的计算场景示意图。
37.图4b为图4a中的斜坯在位置调整后的场景示意图。
38.图5为本申请实施例提供的物料上料控制装置的框图。
39.图标:10
‑
上料系统;20
‑
控制设备;21
‑
处理模块;22
‑
存储模块;23
‑
第一测距仪;24
‑
第二测距仪;25
‑
第二传感组件;26
‑
第一探测器;27
‑
第二探测器;30
‑
上料台架;31
‑
输送装置;32
‑
取料位;33
‑
挡板;34
‑
静梁;35
‑
动梁;40
‑
取料机;50
‑
输送辊道;60
‑
待输送物料;200
‑
物料上料控制装置;210
‑
感测单元;220
‑
偏差确定单元;230
‑
控制单元。
具体实施方式
40.下面将结合本申请实施例中的附图,对本申请实施例中的技术方案进行描述。需要说明的是,术语“第一”、“第二”等仅用于区分描述,而不能理解为指示或暗示相对重要性。
41.申请人发现,在冶炼领域中,例如,在冶炼钢材时,存在将冶炼得到的钢坯运输至加工场所进行加工的情况。例如,将钢坯从上料台架输送至加热炉进行加热,以便于进行后续的加工处理。目前,钢坯在上料台架中,若未正确摆放在取料位,取料机在输送取料位的钢坯的过程中,存在取料机的一个臂取到料,另一个臂取不到料,导致钢坯侧翻的情况发生。侧翻的钢坯容易造成一系列安全隐患。例如,侧翻的钢坯损坏辊道护板,钢坯卡在输送辊道上,导致电机堵转跳闸。
42.鉴于上述问题,本申请申请人提出以下实施例以解决上述问题。在不冲突的情况下,下述的实施例及实施例中的特征可以相互组合。
43.请参照图1,本申请实施例提供一种上料系统10,可以包括控制设备20、上料台架30、取料机40及输送辊道50。其中,控制设备20可以控制上料台架30对所输送的待输送物料60的位置进行校正。待输送物料60通常为长条状结构,可以根据实际情况进行确定。例如,待输送物料60可以为冶炼行业中的钢坯、铝坯等坯材,可以简称为物料,这里对待输送物料
60种类、形状及尺寸不作具体限定。每条坯材的重量通常较大,可以根据实际情况进行确定。例如,每条钢坯通常超过一吨。
44.请参照图2,控制设备20可以包括处理模块21、存储模块22。存储模块22内存储计算机程序,当计算机程序被所述处理模块21执行时,使得控制设备20能够执行下述方法中的各步骤。
45.当然,控制设备20还可以包括其他模块。例如,控制设备20还可以包括第一传感组件、第二传感组件25、第三传感组件。其中,第一传感组件可以包括第一测距仪23、第二测距仪24,用于测量与待输送物料的距离。第二传感组件25可以为金属探测器或激光探测器,用于检测上料台架30中的取料位32是否存在待输送物料。第三传感组件可以包括第一探测器26及第二探测器27,其中,第一探测器26可以用于探测输送辊道50上是否存在待输送物料,第二探测器27可以与第一探测器26相互配合,用于探测待输送物料是否离开输送辊道50。
46.其中,第一测距仪23、第二测距仪24均可以根据实际情况进行选择,可以是但不限于激光测距仪、雷达测距仪等。第一探测器26、第二探测器27均可以根据实际情况进行选择,可以是但不限于金属探测器、激光探测器等。可理解地,当待输送物料为金属坯材时,第一探测器26、第二探测器27及第二传感组件25均可以为金属探测器。
47.第一测距仪23、第二测距仪24的位置可以根据实际情况进行设置,只要第一测距仪23、第二测距仪24能够检测上料台架30中距离取料位32最近的待输送物料的相对倾斜偏差即可。
48.第二传感组件25可以设置在取料位32或设置在上料台架30的取料位32附近,用于检测取料位32是否存在待输送物料。例如,当第二传感组件25为激光探测器时,可以配合反射镜(或激光接收模块)分别如图1所示安装在取料位32的两端。当取料位32不存在遮挡物或不存在待输送物料时,激光探测器可以发出激光,并照射在反射镜上进行反射,反射回的激光可以被激光探测器接收到。若取料位32中存在遮挡物,比如,取料位32存在待输送物料,激光探测器所发出的激光因待输送物料,便无法照射在反射镜上,此时,反射镜(或激光接收器)无法接收到激光,激光探测器通常也无法接收到激光。基于此,激光探测器便可以准确感测取料位32是否存在待输送物料。
49.第一探测器26、第二探测器27的设置位置可以根据实际情况进行确定,可以设置在输送辊道50上或设置在输送辊道50附近,只要能够检测输送辊道50上是否存在待输送物料,以及待输送物料是否离开输送辊道50即可。
50.需要说明的是,在其他实施方式中,第一传感组件、第二传感组件25及第三传感组件可以为独立于控制设备20的模块。
51.请再次参照图1,上料台架30包括输送装置31、静梁34、动梁35。上料台架30中靠近输送辊道50的一侧设置有取料位32。动梁35与静梁34的数量通常为多个,可以根据实际情况进行设置,这里不作具体限定。其中,动梁35用于在输送装置31的带动下,将动梁35上的待输送物料往输送辊道50方向运输。静梁34可以用于承载待输送物料,另外,静梁34中靠近取料位32的一端设置有挡板33,用于阻挡所运输的待输送物料,避免输送的待输送物料越过取料位32。示例性地,在图1中,动梁35可以按照箭头方向往取料位32输送钢坯。输送辊道50可以按照箭头方向将钢坯输送至其他地方,如输送至加热炉。
52.输送装置31可以包括步进电机、计数器。其中,计数器可以用于对步进电机的运转
步数进行计数。步进电机与计数器可以形成偏心装置,用于带动动梁35输送待输送物料。
53.输送辊道50中包括多个可以转动的辊道。取料机40可以将输送的物料放置在辊道上,然后由辊道转动,以对物料进行运输。
54.取料机40包括编码器及驱动电机。取料机40可以在编码器和驱动电机的配合下,带动取料臂上升、下降,以及带动取料臂靠近取料位32、带动取料臂远离取料位32等。可理解地,取料机40可以机械式地从取料位32输送物料,然后将物料放置在输送辊道50,由输送辊道50进行物料运输。其中,取料机40的运行方式为本领域技术人员所熟知,这里不再赘述。需要说明的是,取料机40中的电动机(m)与输送装置31中的电动机(m)可以为不同类型的电机。例如,输送装置31中的电动机可以为步进电机,取料机40中的电动机可以为其他电机,这里不作具体限定。
55.请参照图3,本申请实施例还提供一种物料上料控制方法,可以应用于上述的上料系统10中,由控制设备20执行或实现方法的各步骤。方法可以包括如下步骤:
56.步骤s110,通过第一传感组件感测上料台架上的待输送物料的位置信息,其中,所述上料台架包括用于停放所述待输送物料的取料位,所述取料位设置有用于阻挡所述待输送物料输送的挡板;
57.步骤s120,根据所述第一传感组件与所述取料位的相对位置关系及所述待输送物料的位置信息,确定所述待输送物料与所述取料位的相对倾斜偏差,所述相对倾斜偏差包括所述待输送物料的两端分别与所述取料位的距离的差值;
58.步骤s130,当第二传感组件感测所述取料位存在所述待输送物料时,控制所述上料台架中的输送装置输送所述待输送物料所述相对倾斜偏差对应的距离,所述挡板用于在所述输送装置带动所述待输送物料的输送过程中将所述待输送物料阻挡在所述取料位的设定位置。
59.在上述的实施方式中,当检测到待输送物料处于倾斜状态时,待输送物料在到达取料位后,通过控制输送装置继续输送待输送物料一段距离,并配合挡板,使得待输送物料被调整在取料位的设定位置,以确保待输送物料在取料位的正确位置,改善待输送物料因在取料位的位置不准确而使得上料存在安全隐患的问题。
60.下面将对方法的各步骤进行详细阐述,如下:
61.在步骤s110中,第一传感组件可以用于感测上料台架上的待输送物料的位置信息。该位置信息可以包括待输送物料与第一传感组件之间的位置关系。例如,第一传感组件可以包括两个或多个测距仪,每个测距仪可以感测自身与待输送物料不同部位的测量距离。每个测距仪与待输送物料的测量距离即为上述的位置信息。
62.在步骤s120中,第一传感组件与取料位的相对位置关系为预先确定的位置关系。例如,第一传感组件中的每个测距仪的安装位置在一条直线上,且与取料位平行。然后,将第一传感组件中的测距仪感测得到的测量距离,输入至预设公式中,便可以得到待输送物料与取料位的相对倾斜偏差。
63.在步骤s130中,第二传感组件可以感测并确定取料位是否存在待输送物料。可理解地,第二传感组件可以发射探测信号,如激光、超声波等。若取料位存在待输送物料,探测信号便会被取料位的待输送物料进行阻挡,若取料位不存在待输送物料,探测信号在上料台架的取料位上空传输时,不会被阻挡。基于此,第二传感组件可以基于探测信号是否在取
料位被阻挡,形成不同的探测结果。即,当探测信号在取料位被阻挡,则得到取料位存在待输送物料的探测结果;当探测信号在取料位未被阻挡,则得到取料位不存在待输送物料的探测结果。
64.请结合参照图1、图4a和图4b,由于待输送物料通常为长条状,当第二传感组件确定取料位存在待输送物料时,待输送物料与取料位的位置关系可以分为三种情况,如下:
65.第一种:待输送物料的上端在取料位,待输送物料的下端未在取料位(如图4a);
66.第二种:待输送物料的下端在取料位,待输送物料的上端未在取料位;
67.第三种:待输送物料的下端和下端均在取料位中(如图4b)。
68.其中,第一种和第二种情况下的待输送物料需要进行位置校正,以使待输送物料在取料位的指定位置中。第三种情况下的待输送物料若未在取料位的指定位置时,可以进行位置校正。
69.在进行位置校正时,可以基于待输送物料与取料位的相对倾斜偏差进行校正。即,控制上料台架中的输送装置继续带动待输送物料往靠近输送辊道的方向运输相对倾斜偏差对应的距离。由于静梁设置有挡块,在物料输送过程中,带输送物料便会被阻挡在取料位的设定位置,从而实现待输送物料位置的校正。其中,在取料位存在待输送物料时,控制输送装置继续输送该物料的距离为相对倾斜偏差对应的距离,无需超过该距离,以避免在取料位附近堆积过多的物料。
70.可选地,第一传感组件包括间隔预设距离分布的第一测距仪及第二测距仪,待输送物料的位置信息包括所述第一测距仪与所述待输送物料的第一测量距离以及所述第二测距仪与所述待输送物料的第二测量距离。步骤s120可以包括:
71.根据所述第一传感组件与所述取料位的相对位置关系及所述待输送物料的位置信息,确定所述待输送物料与所述取料位的相对倾斜偏差,包括:
72.根据所述第一测量距离、所述第二测量距离、所述预设距离、所述待输送物料的指定长度、所述第一测距仪及所述第二测距仪与所述取料位的相对位置关系,确定所述待输送物料的两端与所述取料位的所述相对倾斜偏差。
73.示例性地,下面将基于图4a,以待输送物料为钢坯,举例对确定相对倾斜偏差的过程进行阐述,如下:
74.在图4a中,第一传感组件中的第一测距仪与第二测距仪之间的预设距离为a,第一测距仪与第二测距仪的安装位于取料位平行。当钢坯(即待输送物料)被输送至如图4a所示的位置时,第二传感组件可以确定取料位存在钢坯。另外,第一测距仪、第二测距仪可以以垂直于取料位长度方向,测量自身与钢坯中的e、f点的距离,得到第一测量距离l1,第二测量距离l2。基于此,可以构建得到两个相似的直角三角形,分别为
△
eof和
△
prq。在
△
eof,直角边oe的长度为a,直角边of为的长度b,斜边ef的长度为c。在
△
prq中,直角边rq为的长度a,直角边rp的长度为b,斜边pq的长度为c。其中,距离b即为相对倾斜偏差,为钢坯两端与取料位的距离的差值,距离b即为需要计算的值。
75.距离b可以通过下述的公式运算得到:
[0076][0077]
b=|l1
‑
l2|
ꢀꢀꢀ
(2)
[0078][0079]
在上述的公式(1)中,l1和l2分别为第一测距仪、第二测距仪的测量距离;c为钢坯自身的长度,a为第一测距仪和第二测距仪之间的距离,c和a均为预先确定的值;|l1
‑
l2|为
△
eof中的b边的长度值;为
△
eof中边c的长度值。在确定相对偏差距离时,通过将第一测距仪的第一测量距离、第二测距仪的第二测量距离,输入上述的公式,便可以得到相对偏差距离b的值。
[0080]
当然,在其他实施方式中,若第一测距仪、第二测距仪的安装位置与取料位不平行,则需要结合第一测距仪、第二测距仪分别与取料位的距离(即为第一传感组件与取料位的相对位置关系),第一测量距离、第二测量距离,来确定b边的值。此时,确定b边的距离为本领域技术人员所熟知,这里不再赘述。在得到b边的值后,可以代入上述的公式(1),从而得到钢材的相对倾斜偏差。在得到相对偏差后,可以通过控制动梁继续往取料位输送钢坯,且输送距离为该相对倾斜偏差的距离。
[0081]
可理解地,当待输送物料为长条状时,取料位为呈长条状的区域。当第一测距仪、第二测距仪的安装位置的连线与取料位平行时,在图4a所示的场景中,可以直接利用第一测量距离、第二测量距离来确定
△
eof中的b边的长度,从而有利于简化对相对倾斜偏差的运算。
[0082]
可选地,输送装置由步进电机提供动力时,步骤s130可以包括:控制所述上料台架中的所述步进电机带动所述待输送物料运转目标步数,并在所述步进电机运转至所述目标步数时暂停运转,其中,所述步进电机运转所述目标步数时带动所述待输送物料的输送距离与所述相对倾斜偏差对应。
[0083]
可理解地,步进电机运转目标步数时,在上料台架上带动物料的输送距离与相对倾斜偏差的距离相同。当第二传感组件感测取料位存在待输送物料时,且存在上述的相对倾斜偏差时,可以继续带动待输送物料往输送辊道的方向运输相对倾斜偏差的距离,在运输过程中,挡板可以阻挡待输送物料的一端,以避免待输送物料越过取料位,从而确保待输送物料被阻挡在取料位的设定位置。其中,设定位置即为摆放待输送物料的正确位置。
[0084]
在步进电机暂停运转后,取料机可以自动对该取料位的待输送物料进行拾取,然后将拾取到的物料放置在输送辊道中,由输送辊道对物料进行运输。
[0085]
在控制所述上料台架中的所述步进电机带动所述待输送物料运转目标步数之前,所述方法还可以包括:
[0086]
根据所述相对倾斜偏差及所述步进电机运转一步时对应的运输距离,确定所述目标步数。
[0087]
可理解地,步进电机运每转一步时对应的运输距离,即为步进电机每转动一步时在动梁上带动物料的运输距离,该运输距离为固定值,假设记为h,则目标步数k可以通过下述的公式计算得到:
[0088][0089]
在上述的公式(4)中,b即为公式(1)中的相对偏差距离。通过上述的公式(4),便可以计算得到目标步数k。
[0090]
可选地,输送装置包括计数器,用于对步进电机的运转步数进行计数。
[0091]
可理解地,当第二传感组件感测取料位存在待输送物料时,可以对计数器的值进行初始化,并赋予初值为上述的目标步数,然后控制步进电机运转。步进电机每运转一步,便对计数器的步数进行减1运算,直至计数器的步数为0时,则控制步进电机暂停运行。
[0092]
或者,当第二传感组件感测取料位存在待输送物料时,可以对计数器的值进行初始化,并赋予初值为0,然后控制步进电机运转。步进电机每运转一步,便对计数器的步数进行加1运算,直至计数器的步数为目标步数时,则控制步进电机暂停运行。
[0093]
在上述的实施方式中,通过结合计数器,可以将对传输相对倾斜偏差的距离控制,转换为对计数器计量的步进电机运转步数的控制,从而使得步进电机在运转目标步数时,带动物料在上料台架上的传输距离为相对倾斜偏差。如此,可以将物料的位置摆放在取料位的设定位置,即,可以将图4a所示的待输送物料调整为如图4b所示。
[0094]
可选地,方法还可以包括:
[0095]
当第三传感组件确定输送辊道上不存在待输送物料时,控制取料机将所述取料位的所述待输送物料输送至所述输送辊道;
[0096]
当所述第三传感组件确定所述输送辊道上存在所述待输送物料时,控制所述输送辊道运输所述待输送物料。
[0097]
可理解地,第三传感组件通常可以包括第一探测器及第二探测器。当第一探测器检测到输送辊道上不存在待输送物料时,便可以控制取料机将取料位的待输送物料输送至输送辊道。当第一探测器或第二探测器中的任一探测器,检测到输送辊道上存在待输送物料时,便控制输送辊道运输待输送物料。例如,在炼钢行业中,输送辊道可以将钢坯(待输送物料)运输至加热炉的炉口,以便于进行后续的加工处理。
[0098]
在上述的实施方式中,通过取料机输送经过位置校正后的待输送物料,可以提高上料的安全性及效率,避免因待输送物料在取料位的位置不准确而无法上料或导致物料侧翻。
[0099]
请参照5,本申请实施例还提供一种物料上料控制装置200,可以应用于上述的控制设备中,用于执行方法中的各步骤。物料上料控制装置200包括至少一个可以软件或固件(firmware)的形式存储于存储模块中或固化在控制设备操作系统(operating system,os)中的软件功能模块。处理模块用于执行存储模块中存储的可执行模块,例如物料上料控制装置200所包括的软件功能模块及计算机程序等。
[0100]
物料上料控制装置200可以包括感测单元210、偏差确定单元220及控制单元230,能够执行的操作步骤可以如下:
[0101]
感测单元210,用于通过第一传感组件感测上料台架上的待输送物料的位置信息,其中,所述上料台架包括用于停放所述待输送物料的取料位,所述取料位设置有用于阻挡所述待输送物料输送的挡板;
[0102]
偏差确定单元220,用于根据所述第一传感组件与所述取料位的相对位置关系及所述待输送物料的位置信息,确定所述待输送物料与所述取料位的相对倾斜偏差,所述相对倾斜偏差包括所述待输送物料的两端分别与所述取料位的距离的差值;
[0103]
控制单元230,用于当第二传感组件感测所述取料位存在所述待输送物料时,控制所述上料台架中的输送装置输送所述待输送物料所述相对倾斜偏差对应的距离,所述挡板
用于在所述输送装置带动所述待输送物料的输送过程中将所述待输送物料阻挡在所述取料位的设定位置。
[0104]
可选地,第一传感组件包括间隔预设距离分布的第一测距仪及第二测距仪,所述待输送物料的位置信息包括所述第一测距仪与所述待输送物料的第一测量距离以及所述第二测距仪与所述待输送物料的第二测量距离。偏差确定单元220还可以用于:根据所述第一测量距离、所述第二测量距离、所述预设距离、所述待输送物料的指定长度、所述第一测距仪及所述第二测距仪与所述取料位的相对位置关系,确定所述待输送物料的两端与所述取料位的所述相对倾斜偏差。
[0105]
可选地,输送装置包括步进电机,控制单元230还可以用于:控制所述上料台架中的所述步进电机带动所述待输送物料运转目标步数,并在所述步进电机运转至所述目标步数时暂停运转,其中,所述步进电机运转所述目标步数时带动所述待输送物料的输送距离与所述相对倾斜偏差对应。
[0106]
可选地,物料上料控制装置200还可以包括步数确定单元,在控制单元230控制所述上料台架中的所述步进电机带动所述待输送物料运转目标步数之前,步数确定单元用于:根据所述相对倾斜偏差及所述步进电机运转一步时对应的运输距离,确定所述目标步数。
[0107]
可选地,控制单元230还可以用于:
[0108]
当第三传感组件确定输送辊道上不存在待输送物料时,控制取料机将所述取料位的所述待输送物料输送至所述输送辊道;
[0109]
当所述第三传感组件确定所述输送辊道上存在所述待输送物料时,控制所述输送辊道运输所述待输送物料。
[0110]
在本实施例中,处理模块可以是一种集成电路芯片,具有信号的处理能力。上述处理模块可以是通用处理器。例如,该处理器可以是中央处理器(central processing unit,cpu)、数字信号处理器(digital signal processing,dsp)、专用集成电路(application specific integrated circuit,asic)、现场可编程门阵列(field-programmable gate array,fpga)或者其他可编程逻辑器件、分立门或者晶体管逻辑器件、分立硬件组件,可以实现或者执行本申请实施例中的公开的各方法、步骤及逻辑框图。
[0111]
存储模块集成在处理模块中,或者独立于处理模块。存储模块可以是,但不限于,随机存取存储器,只读存储器,可编程只读存储器,可擦除可编程只读存储器,电可擦除可编程只读存储器等。在本实施例中,存储模块可以用于存储预设距离、待输送物料的长度、第一传感组件与取料位的相对位置关系等。当然,存储模块还可以用于存储程序,处理模块在接收到执行指令后,执行该程序。
[0112]
可以理解的是,图2所示的结构仅为控制设备20的一种结构示意图,控制设备20还可以包括比图2所示更多的组件。图2中所示的各组件可以采用硬件、软件或其组合实现。
[0113]
需要说明的是,所属领域的技术人员可以清楚地了解到,为描述的方便和简洁,上述描述的控制设备20、物料上料控制装置200的具体工作过程,可以参考前述方法中的各步骤对应过程,在此不再过多赘述。
[0114]
本申请实施例还提供一种计算机可读存储介质。计算机可读存储介质中存储有计算机程序,当计算机程序在计算机上运行时,使得计算机执行如上述实施例中所述的物料
上料控制方法。
[0115]
通过以上的实施方式的描述,本领域的技术人员可以清楚地了解到本申请可以通过硬件实现,也可以借助软件加必要的通用硬件平台的方式来实现,基于这样的理解,本申请的技术方案可以以软件产品的形式体现出来,该软件产品可以存储在一个非易失性存储介质(可以是cd
‑
rom,u盘,移动硬盘等)中,包括若干指令用以使得一台计算机设备(可以是个人计算机,服务器,或者网络设备等)执行本申请各个实施场景所述的方法。
[0116]
综上所述,本申请实施例提供一种物料上料控制方法、装置、控制设备及可读存储介质。方法包括:通过第一传感组件感测上料台架上的待输送物料的位置信息,其中,上料台架包括用于停放待输送物料的取料位,取料位设置有用于阻挡待输送物料输送的挡板;根据第一传感组件与取料位的相对位置关系及待输送物料的位置信息,确定待输送物料与取料位的相对倾斜偏差,相对倾斜偏差包括待输送物料的两端分别与取料位的距离的差值;当第二传感组件感测取料位存在待输送物料时,控制上料台架中的输送装置输送待输送物料相对倾斜偏差对应的距离,挡板用于在输送装置带动待输送物料的输送过程中将待输送物料阻挡在取料位的设定位置。在本方案中,当检测到待输送物料处于倾斜状态时,待输送物料在到达取料位后,通过控制输送装置继续输送待输送物料一段距离,并配合挡板,使得待输送物料被调整在取料位的设定位置,以确保待输送物料在取料位的正确位置,改善待输送物料因在取料位的位置不准确而使得上料存在安全隐患的问题。
[0117]
在本申请所提供的实施例中,应该理解到,所揭露的装置、系统和方法,也可以通过其它的方式实现。以上所描述的装置、系统和方法实施例仅仅是示意性的,例如,附图中的流程图和框图显示了根据本申请的多个实施例的系统、方法和计算机程序产品的可能实现的体系架构、功能和操作。在这点上,流程图或框图中的每个方框可以代表一个模块、程序段或代码的一部分,所述模块、程序段或代码的一部分包含一个或多个用于实现规定的逻辑功能的可执行指令。也要注意的是,框图和/或流程图中的每个方框、以及框图和/或流程图中的方框的组合,可以用执行规定的功能或动作的专用的基于硬件的系统来实现,或者可以用专用硬件与计算机指令的组合来实现。另外,在本申请各个实施例中的各功能模块可以集成在一起形成一个独立的部分,也可以是各个模块单独存在,也可以两个或两个以上模块集成形成一个独立的部分。
[0118]
以上所述仅为本申请的实施例而已,并不用于限制本申请的保护范围,对于本领域的技术人员来说,本申请可以有各种更改和变化。凡在本申请的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本申请的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1