一种混凝土预制件翻转双向输送系统的制作方法
1.本发明属于混凝土预制件生产辅助设备技术领域,具体涉及一种混凝土预制件翻转双向输送系统。
背景技术:
2.混凝土预制件是一种应用于建筑、交通、水利等领域的构件,与现场制模相比,预制件的机械化生产对人工的需求更少,因此得到了广泛的应用。
3.混凝土预制件在脱模之后,需要运送至码垛工位上进行码垛,以便于存放,或者需要从码垛工位上运送至下一工序进行相应处理。针对一些板状结构混凝土预制件,例如道路建设中的侧石,在输送时,为了保证输送的稳定性,混凝土预制件需要平躺放置在输送辊上,而在码垛时,为了码垛的稳定性,混凝土预制件需要侧立放置。因此,输送状态下与码垛状态下的混凝土预制件的形态不一样,在输送辊与码垛工位之间进行转换时,混凝土预制件需要进行翻转。
4.目前,针对混凝土预制件在输送辊与码垛工位之间的翻转转换大都依靠人工辅助进行:从输送辊到码垛工位时,工作人员先将输送辊上的预制件翻转成侧立形态,夹具再夹取预制件到码垛工位上;从码垛工位到输送辊时,夹具夹取侧立的预制件到达输送辊上,工作人员再将侧立的预制件翻转成平躺形态,随后再进行输送。这种人工辅助翻转的方式,一方面增加了人工成本,另一方面也降低了生产效率。
技术实现要素:
5.本发明的目的是为克服上述现有技术的不足,提供一种混凝土预制件翻转双向输送系统。
6.为实现上述目的,本发明采用如下技术方案:
7.一种混凝土预制件翻转双向输送系统,包括支撑架、夹具总成、码垛支撑座、翻转组件、输送辊组件;
8.所述支撑架的顶部设置两条相平行的行走轨道;
9.所述夹具总成设置在支撑架上且能沿行走轨道行走,所述夹具总成的底端设置有可升降的用来夹取混凝土预制件的夹具组件;
10.所述码垛支撑座、翻转组件位于行走轨道的下方;
11.所述翻转组件包括垂直相连的翻转板和翻转输送辊组件;所述翻转组件上设置有控制翻转输送辊组件在0~90
°
范围内进行翻转的翻转控制组件;
12.所述输送辊组件位于翻转组件的后方;所述翻转输送辊组件翻转至水平时,所述翻转输送辊组件与输送辊组件相接且输送方向一致。
13.优选的,所述夹具总成包括能够沿行走轨道行走的上下架吊机,所述上下架吊机上设置有升降吊架,所述上下架吊机上设置有控制升降吊架进行上下运动的升降控制组件;
14.所述夹具组件设置在升降吊架的底端。
15.优选的,所述上下架吊机包括方管支撑架,所述方管支撑架沿行走轨道长度方向的两端分别设置有两个与两条行走轨道进行配合的行走轮,每端的两个行走轮通过传动轴进行同轴设置;
16.其中一端的行走轮与行走驱动电机相连。
17.优选的,所述方管支撑架上的其中一个行走轮上设置行走编码器。
18.优选的,所述升降吊架上设置有沿竖直方向延伸的升降齿条;
19.所述升降控制组件为固定设置在方管支撑架上的升降电机,所述升降电机的输出轴端部同轴固定设置升降齿轮;
20.所述升降齿轮与升降齿条进行啮合连接;
21.所述升降吊架沿垂直于行走轨道长度方向的两端对称设置沿竖直方向延伸的导向角铁;
22.所述方管支撑架上设置有与相应导向角铁进行竖直方向导向配合的导向轮。
23.优选的,所述升降电机的输出轴上设置升降编码器。
24.优选的,所述夹具组件包括u型支架、夹具气缸;
25.所述u型支架的两支腿顶端与升降吊架的底端固定连接;
26.所述u型支架的底板底部两侧对称设置吊板、l型夹板;所述吊板的一端与u型支架的底板进行铰接连接,所述吊板的另一端与相应l型夹板的一端进行铰接连接;两个l型夹板的直角内端相向设置;
27.两个l型夹板之间铰接有连接板;
28.所述夹具气缸的顶端与升降吊架的底端固定连接,所述夹具气缸的活塞杆向下穿过u型支架底板后与连接板的中部进行铰接连接。
29.优选的,所述翻转组件包括翻转支架;
30.所述翻转输送辊组件包括两个平行设置的托辊支架,两个托辊支架之间沿长度方向均匀设置若干平行设置的翻转动力托辊,所述翻转动力托辊的两端与相应的托辊支架进行转动连接;所述翻转动力托辊与能够控制所有翻转动力托辊沿同一方向旋转的翻转输送控制组件相连;
31.其中一侧的托辊支架与翻转板固定连接,所述翻转动力托辊的中心轴线垂直于翻转板;
32.与翻转板相连的托辊支架的两端通过翻转轴与翻转支架的顶部进行转动连接;
33.两个托辊支架的中部之间设置翻转固定架;
34.所述翻转控制组件为翻转液压缸,所述翻转液压缸的缸壁与翻转支架进行铰接连接,所述翻转液压缸的活塞杆与翻转固定架进行铰接连接。
35.优选的,所述输送辊组件包括输送机架,所述输送机架上设置有若干平行设置的输送托辊,所述输送托辊的两端与相输送机架进行转动连接;所述输送托辊与能够控制所有输送托辊沿同一方向旋转的输送控制组件相连;
36.所述翻转输送辊组件翻转至水平时,所述翻转动力托辊与输送托辊相平行且输送方向一致。
37.优选的,所述码垛支撑座包括下支撑座、上支撑座;
38.所述下支撑座的顶部设置有呈环形结构的下连接座;
39.所述上支撑座的底部设置有呈环形结构的上连接座;
40.所述上连接座的外壁面与下连接座的内壁面进行转动连接。
41.本发明的有益效果是:
42.(1)本发明混凝土预制件翻转双向输送系统通过可平移可升降的夹具总成、可转动的码垛支撑座、可翻转的翻转组件的整体设计,能够实现混凝土预制件在码垛支撑座上的侧立码垛状态与翻转动力托辊上的平躺输送状态之间进行转换,而不再需要工作人员进行人工翻转,降低了人工成本,提高了生产效率。
43.(2)本发明中夹具组件的结构设置,当两个l型夹板的底端靠近夹持在混凝土预制件的两端时,此时夹具组件上升,在混凝土预制件的自身重力作用下,l型夹板上端受到吊板向上的拽拉力,该向上的拽拉力使两个l型夹板的底端有相互靠近的趋势而抱紧混凝土预制件,从而提供了夹持力;当混凝土预制件的自身重力越大时,两个l型夹板底端之间的夹持力越大,因此不需要夹具气缸增加额外的夹持力,极大地降低了夹具气缸的负担。
附图说明
44.构成本申请的一部分的说明书附图用来提供对本申请的进一步理解,本申请的示意性实施例及其说明用于解释本申请,并不构成对本申请的不当限定。
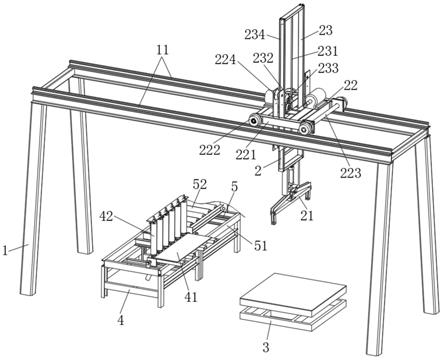
45.图1是本发明混凝土预制件翻转双向输送系统的结构示意立体图;
46.图2是本发明混凝土预制件翻转双向输送系统的结构示意右视图;
47.图3是图2中a的局部放大图;
48.图4是本发明中翻转组件的结构示意立体图;
49.图5是本发明中码垛支撑座的结构示意立体图;
50.图6是本发明混凝土预制件翻转双向输送系统与混凝土预制件的配合示意立体图;
51.图7是本发明混凝土预制件翻转双向输送系统与混凝土预制件的配合示意右视图;
52.其中,
[0053]0‑
混凝土预制件;
[0054]1‑
支撑架,11
‑
行走轨道;
[0055]2‑
夹具总成,21
‑
夹具组件,211
‑
u型支架,212
‑
夹具气缸,213
‑
吊板,214
‑
l型夹板,215
‑
连接板,22
‑
上下架吊机,221
‑
方管支撑架,222
‑
行走轮,223
‑
传动轴,224
‑
导向轮,23
‑
升降吊架,231
‑
升降齿条,232
‑
升降电机,233
‑
升降齿轮,234
‑
导向角铁;
[0056]3‑
码垛支撑座,31
‑
下支撑座,311
‑
下连接座,32
‑
上支撑座;
[0057]4‑
翻转组件,41
‑
翻转板,42
‑
翻转输送辊组件,421
‑
托辊支架,422
‑
翻转动力托辊,423
‑
翻转轴,424
‑
翻转固定架,43
‑
翻转支架,44
‑
翻转液压缸;
[0058]5‑
输送辊组件,51
‑
输送机架,52
‑
输送托辊。
具体实施方式
[0059]
应该指出,以下详细说明都是例示性的,旨在对本申请提供进一步的说明。除非另
有指明,本文使用的所有技术和科学术语具有与本申请所属技术领域的普通技术人员通常理解的相同含义。
[0060]
需要注意的是,这里所使用的术语仅是为了描述具体实施方式,而非意图限制根据本申请的示例性实施方式。如在这里所使用的,除非上下文另外明确指出,否则单数形式也意图包括复数形式,此外,还应当理解的是,当在本说明书中使用术语“包含”和/或“包括”时,其指明存在特征、步骤、操作、器件、组件和/或它们的组合。
[0061]
在本发明中,术语如“上”、“下”、“底”、“顶”等指示的方位或位置关系为基于附图所示的方位或位置关系,只是为了便于叙述本发明各部件或元件结构关系而确定的关系词,并非特指本发明中任一部件或元件,不能理解为对本发明的限制。
[0062]
本发明中,术语如“相连”、“连接”等应做广义理解,表示可以是固定连接,也可以是一体地连接或可拆卸连接;可以是直接相连,也可以通过中间媒介间接相连。对于本领域的相关科研或技术人员,可以根据具体情况确定上述术语在本发明中的具体含义,不能理解为对本发明的限制。
[0063]
下面结合附图和实施例对本发明进一步说明。
[0064]
如图1
‑
2所示,一种混凝土预制件翻转双向输送系统,包括支撑架1、夹具总成2、码垛支撑座3、翻转组件4、输送辊组件5;
[0065]
所述支撑架1的顶部设置两条相平行的行走轨道11;
[0066]
所述夹具总成2设置在支撑架1上且能沿行走轨道11行走,所述夹具总成2的底端设置有可升降的用来夹取混凝土预制件的夹具组件21;
[0067]
所述码垛支撑座3、翻转组件4位于行走轨道11的下方;因此,夹具组件21能够运动至码垛支撑座3、翻转组件4的上方;
[0068]
所述翻转组件4包括垂直相连的翻转板41和翻转输送辊组件42;所述翻转组件4上设置有控制翻转输送辊组件42在0~90
°
范围内进行翻转的翻转控制组件;
[0069]
所述输送辊组件5位于翻转组件4的后方;所述翻转输送辊组件42翻转至水平时,所述翻转输送辊组件42与输送辊组件5相接且输送方向一致。
[0070]
优选的,如图1
‑
2所示,所述夹具总成2包括能够沿行走轨道11行走的上下架吊机22,所述上下架吊机22上设置有升降吊架23,所述上下架吊机22上设置有控制升降吊架23进行上下运动的升降控制组件;
[0071]
所述夹具组件21设置在升降吊架23的底端。
[0072]
优选的,如图1
‑
2所示,所述上下架吊机22包括方管支撑架221,所述方管支撑架221沿行走轨道11长度方向的两端分别设置有两个与两条行走轨道11进行配合的行走轮222,每端的两个行走轮222通过传动轴223进行同轴设置;
[0073]
其中一端的行走轮222与行走驱动电机相连。
[0074]
行走驱动电机驱动相应的行走轮222沿行走轨道11进行行走。
[0075]
优选的,所述方管支撑架221上的其中一个行走轮222上设置行走编码器,行走编码器用来测量上下架吊机22沿行走轨道11的行走距离,并将其传递给控制系统,控制系统接收行走距离信号,并将其与预设的距离值进行比较,以此控制行走驱动电机的启停,来实现夹具总成2在码垛支撑座3、翻转组件4上部之间进行行走。
[0076]
优选的,如图1
‑
2所示,所述升降吊架23上设置有沿竖直方向延伸的升降齿条231;
[0077]
所述升降控制组件为固定设置在方管支撑架221上的升降电机232,所述升降电机232的输出轴端部同轴固定设置升降齿轮233;
[0078]
所述升降齿轮233与升降齿条231进行啮合连接;
[0079]
所述升降吊架23沿垂直于行走轨道11长度方向的两端对称设置沿竖直方向延伸的导向角铁234;
[0080]
所述方管支撑架221上设置有与相应导向角铁234进行竖直方向导向配合的导向轮224。
[0081]
优选的,所述升降电机232的输出轴上设置升降编码器,升降编码器用来测量升降吊架23沿竖直方向的升降距离,并将其传递给控制系统,控制系统接收升降距离信号,并将其与预设的距离值进行比较,以此控制升降电机232的启停,来实现夹具组件21升降进行混凝土预制件的夹取或放下。
[0082]
优选的,如图3所示,所述夹具组件21包括u型支架211、夹具气缸212;
[0083]
所述u型支架211的两支腿顶端与升降吊架23的底端固定连接;
[0084]
所述u型支架211的底板底部两侧对称设置吊板213、l型夹板214;所述吊板213的一端与u型支架211的底板进行铰接连接,所述吊板213的另一端与相应l型夹板214的一端进行铰接连接;两个l型夹板214的直角内端相向设置;
[0085]
两个l型夹板214之间铰接有连接板215;
[0086]
所述夹具气缸212的顶端与升降吊架23的底端固定连接,所述夹具气缸212的活塞杆向下穿过u型支架211底板后与连接板215的中部进行铰接连接。
[0087]
控制夹具气缸212的活塞杆向下伸出,使两个l型夹板214的底端靠近用来夹持在混凝土预制件的两端并提供初始夹持力;当升降电机232启动控制夹具组件21上升时,在混凝土预制件的自身重力作用下,l型夹板214上端受到吊板213向上的拽拉力,该向上的拽拉力使两个l型夹板214的底端有相互靠近的趋势而抱紧混凝土预制件,从而提供了夹持力;因此,本申请夹具组件21的结构设置,利用所夹持混凝土预制件的自身重力能够产生夹紧力,从而降低夹具气缸212的负担。当混凝土预制件的自身重力越大时,两个l型夹板214底端之间的夹持力越大,因此不需要夹具气缸212增加额外的夹持力,极大地降低了夹具气缸的负担。当夹具组件21夹取混凝土预制件到达翻转组件4或者码垛支撑座3时,控制夹具气缸212的活塞杆向上回缩,使两个l型夹板214的底端远离以离开混凝土预制件的端面。
[0088]
优选的,如图4所示,所述翻转组件4包括翻转支架43;
[0089]
所述翻转输送辊组件42包括两个平行设置的托辊支架421,两个托辊支架421之间沿长度方向均匀设置若干平行设置的翻转动力托辊422,所述翻转动力托辊422的两端与相应的托辊支架421进行转动连接;所述翻转动力托辊422与能够控制所有翻转动力托辊422沿同一方向旋转的翻转输送控制组件相连,其中,翻转输送控制组件控制所有翻转动力托辊422沿同一方向旋转以实现混凝土预制件的输送,翻转输送控制组件采用现有技术就能实现,在此不再赘述其具体结构;
[0090]
其中一侧的托辊支架421与翻转板41固定连接,所述翻转动力托辊422的中心轴线垂直于翻转板41;
[0091]
与翻转板41相连的托辊支架421的两端通过翻转轴423与翻转支架43的顶部进行转动连接;
[0092]
两个托辊支架421的中部之间设置翻转固定架424;
[0093]
所述翻转控制组件为翻转液压缸44,所述翻转液压缸44的缸壁与翻转支架43进行铰接连接,所述翻转液压缸44的活塞杆与翻转固定架424进行铰接连接。
[0094]
具体地,托辊支架421沿翻转动力托辊422输送方向的两端各设置有光电传感器,用以感应混凝土预制件到达或离开翻转动力托辊422。
[0095]
优选的,所述输送辊组件5包括输送机架51,所述输送机架51上设置有若干平行设置的输送托辊52,所述输送托辊52的两端与相输送机架51进行转动连接;所述输送托辊52与能够控制所有输送托辊52沿同一方向旋转的输送控制组件相连,其中,输送控制组件控制所有输送托辊51沿同一方向旋转以实现混凝土预制件的输送,输送控制组件采用现有技术就能实现,在此不再赘述其具体结构;
[0096]
所述翻转输送辊组件42翻转至水平时,所述翻转动力托辊422与输送托辊52相平行且输送方向一致。同时,当翻转输送辊组件42翻转至水平时,所述翻转动力托辊422的顶部水平切面与输送托辊52的顶部水平切面共面。
[0097]
优选的,如图5所示,所述码垛支撑座3包括下支撑座31、上支撑座32;
[0098]
所述下支撑座31的顶部设置有呈环形结构的下连接座311;所述下支撑座31的底部固定设置在地面或者其他支撑面上;
[0099]
所述上支撑座32的底部设置有呈环形结构的上连接座;
[0100]
所述上连接座的外壁面与下连接座311的内壁面进行转动连接。
[0101]
具体地,所述下支撑座31上设置有控制上支撑座32转动的控制组件,其中控制组件采用现有技术就能实现,例如采用电机,电机的转轴与上支撑座32相连。
[0102]
一种混凝土预制件翻转双向输送系统,其具体实施方式如下:
[0103]
混凝土预制件0由输送辊组件5到达码垛支撑座3上进行码垛的步骤如下:
[0104]
步骤11:混凝土预制件0平躺在输送托辊52上,并输送至翻转动力托辊422上;当沿输送方向前端(即远离输送托辊52)的光电传感器信号发生变化时,表示混凝土预制件0整体已位于翻转动力托辊422上,此时翻转动力托辊422不再转动;
[0105]
步骤12:翻转液压缸44的活塞杆伸出,使翻转输送辊组件42、翻转板41翻转90
°
,即翻转动力托辊422由水平转动到竖直状态、翻转板41由竖直转动为水平状态;在此过程中,混凝土预制件0跟随翻转从平躺状态翻转为侧立状态;此时,混凝土预制件0侧立在翻转板41上,如图6
‑
7所示;
[0106]
步骤13:行走驱动电机驱动夹具总成2沿行走轨道11行走至翻转板41上部;随后升降电机232启动使夹具组件21下降直至两个l型夹板214位于混凝土预制件0两侧;随后控制夹具气缸212的活塞杆向下伸出,使两个l型夹板214的底端靠近用来夹持在混凝土预制件0的两端;
[0107]
步骤14:随后升降电机232启动控制夹具组件21上升,在混凝土预制件0的自身重力作用下,两个l型夹板214的底端抱紧混凝土预制件0,从而实现对混凝土预制件0的夹持;当夹具总成2夹持混凝土预制件离开之后,翻转动力托辊422复位成水平状态,以等待下一个混凝土预制件;
[0108]
步骤15:行走驱动电机驱动夹具总成2沿行走轨道11行走至码垛支撑座3上部;随后升降电机232启动使夹具组件21下降直至混凝土预制件0落至上支撑座32上;随后夹具气
缸212的活塞杆向上回缩,使两个l型夹板214的底端远离以离开混凝土预制件的端面;此时完成一个混凝土预制件由输送托辊52上的平躺输送状态输送状态到码垛支撑座3上的侧立放置状态之间的转换;
[0109]
步骤16:重复步骤11~步骤15,在上支撑座32上完成多个混凝土预制件的平行摆放;
[0110]
步骤17:控制上支撑座32转动90
°
;
[0111]
步骤18:重复步骤11~步骤17,在下层混凝土预制件上完成另一层混凝土预制件的平行摆放,且上下两层混凝土预制件垂直设置。
[0112]
按照以上方法,能够完成混凝土预制件的多层侧立码垛,且相邻层之间混凝土预制件垂直设置,这样能够保证码垛的稳定性,码垛之后的混凝土预制件如图6所示。
[0113]
混凝土预制件由码垛支撑座3到达输送托辊52上输送至下一工序的步骤如下:
[0114]
步骤21:行走驱动电机驱动夹具总成2沿行走轨道11行走至码垛支撑座3上部;随后升降电机232启动使夹具组件21下降直至两个l型夹板214位于混凝土预制件0两侧;随后控制夹具气缸212的活塞杆向下伸出,使两个l型夹板214的底端靠近用来夹持在混凝土预制件0的两端;
[0115]
步骤22:随后升降电机232启动控制夹具组件21上升,在混凝土预制件0的自身重力作用下,两个l型夹板214的底端抱紧混凝土预制件0,从而实现对混凝土预制件0的夹持;
[0116]
步骤23:行走驱动电机驱动夹具总成2沿行走轨道11行走至翻转板41上部;随后升降电机232启动使夹具组件21下降直至混凝土预制件0落至翻转板41上;随后夹具气缸212的活塞杆向上回缩,使两个l型夹板214的底端远离以离开混凝土预制件的端面;此时,混凝土预制件侧立在翻转板41上;
[0117]
步骤24:翻转液压缸44的活塞杆伸出,使翻转输送辊组件42、翻转板41翻转90
°
,即翻转动力托辊422由竖直转动到水平状态、翻转板41由水平转动为竖直状态;在此过程中,混凝土预制件0跟随翻转从侧立状态翻转为平躺状态;此时,混凝土预制件0平躺在翻转动力托辊422上;此时完成一个混凝土预制件由上支撑座32上的侧立码垛状态到翻转动力托辊422上的平躺输送状态之间的转换;
[0118]
步骤25:翻转动力托辊422转动以将混凝土预制件输送至输送托辊52上,当混凝土预制件离开翻转动力托辊422之后,翻转动力托辊422复位成竖直状态,以等待下一个混凝土预制件;
[0119]
步骤26:重复步骤21~步骤25,完成上支撑座32上同一层多个混凝土预制件的夹持输送;
[0120]
步骤27:控制上支撑座32转动90
°
;
[0121]
步骤28:重复步骤21~步骤27,完成上支撑座32上多层相垂直混凝土预制件的夹持输送。
[0122]
因此,本发明通过可平移可升降的夹具总成2、可转动的码垛支撑座3、可翻转的翻转组件4的整体设计,能够实现混凝土预制件在码垛支撑座3上的侧立码垛状态与翻转动力托辊422上的平躺输送状态之间进行转换,而不再需要工作人员进行人工翻转,降低了人工成本,提高了生产效率。
[0123]
上述虽然结合附图对本发明的具体实施方式进行了描述,但并非对本发明的限
制,所属领域技术人员应该明白,在本发明的技术方案的基础上,本领域技术人员不需要付出创造性劳动即可做出的各种修改或变形仍在本发明的保护范围以内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1