一种自动配药系统的制作方法
1.本发明属于配药技术领域,具体涉及一种自动配药系统。
背景技术:
2.众所周知,患者去看病,医生往往会根据病情开出处方单,然后病人拿着处方单去药剂科拿药,对于一些药片,往往是以百片计批量生产装在特制药瓶中,进行打包、药品袋热压密封等,且在现有生产过程中存在以下缺陷:
3.现有需要药剂科的工作人员将药片通过角匙分选出来,数清楚药片的数量,然后用纸片抱起来或者直接装入纸袋中,在这个过程中往往会出现计数不清楚,手指接触药片造成二次污染,以及药片洒落在地造成浪费等现象,给药剂科的工作人员以及患者带来不便。
技术实现要素:
4.本发明的目的在于提供一种自动配药系统,旨在解决现有技术中现有现有需要药剂科的工作人员将药片通过角匙分选出来,数清楚药片的数量,然后用纸片抱起来或者直接装入纸袋中,在这个过程中往往会出现计数不清楚,手指接触药片造成二次污染,以及药片洒落在地造成浪费等现象,给药剂科的工作人员以及患者带来不便等问题。
5.为实现上述目的,本发明提供如下技术方案:一种自动配药系统,包括进药斗,所述进药斗安装在壳体的正上方,所述进药斗的一侧安装有振动块,所述壳体的一端装有伺服电机,所述伺服电机的轴和计数辊的轴相连接,所述壳体的底部四角固定安装有支持架,所述壳体的正下方开有出药口,所述壳体的侧面固定安装有控制开关,所述计数辊与八个隔离槽配合安装,所述计数辊的上半辊面上固定安装有隔离板,所述壳体与防碾挡板的侧面平行,所述防碾挡板安装在壳体的内侧,所述防碾挡板的下边缘与计数辊的辊体留有间隙,所述壳体的正下方设有药盒进给机构,所述药盒进给机构的尾部一侧设置有包装机本体,分装药片时,无需通过工作人员用角匙进行逐个筛选,而是可以将药片倒入进药斗中,通过控制开关设定数据,调节隔离槽即可对药片进行准确整洁地分选,不会出现计量错误,药片洒落等现象,使药品的清洁的到了保障,而且计数辊上有不同的储药槽,可以满足直径大小不同的药片的技术要求,提高了工作效率,避免了人为要素带来的多种不便。
6.作为本发明一种优选的,所述药盒进给机构包括药盒、安装板、吸附槽、磁力吸块、电动机、第一t型槽、框体、齿条、齿轮、限位槽和t型条,所述药盒放置在安装板的正上方,所述药盒的底端固定安装有磁力吸块,所述安装板的顶端设有吸附槽,所述电动机安装在安装板的底端,所述第一t型槽位于框体的上端面上,所述安装板的两侧下方设有t型条,所述齿条固定在框体底板的上表面,所述齿轮与电动机轴相配合,所述电动机的壳体位于限位槽中,所述限位槽位于框体的中间位置。
7.作为本发明一种优选的,所述计数辊包括辊体、第二t型槽、辊轴、储药槽和清药槽,所述第二t型槽为一对共计八对第二t型槽均匀的分布在辊体上,所述储药槽为一对共
计三对储药槽均匀的分布在辊体上。
8.作为本发明一种优选的,所述储药槽和清药槽位于每对第二t型槽的中间位置,所述清药槽贯穿整个辊体。
9.作为本发明一种优选的,所述储药槽每对储药槽中的每列储药槽互相关于计数辊的轴线对称,所述储药槽中的每列储药槽之间规格相同,且每对储药槽之间的规格大小不同。
10.作为本发明一种优选的,所述支持架的下端四角固定安装有防滑垫,所述防滑垫为长方形形状。
11.作为本发明一种优选的,所述包装机本体包括导料板以及与导料板连接的包装机。
12.与现有技术相比,本发明的有益效果是:
13.分装药片时,无需通过工作人员用角匙进行逐个筛选,而是可以将药片倒入进药斗中,通过控制开关设定数据,调节隔离槽即可对药片进行准确整洁地分选,不会出现计量错误,药片洒落等现象,使药品的清洁的到了保障,而且计数辊上有不同的储药槽,可以满足直径大小不同的药片的技术要求,提高了工作效率,避免了人为要素带来的多种不便。
附图说明
14.附图用来提供对本发明的进一步理解,并所述构成说明书的一部分,与本发明的实施例一起用于解释本发明,并不构成对本发明的限制。在附图中:
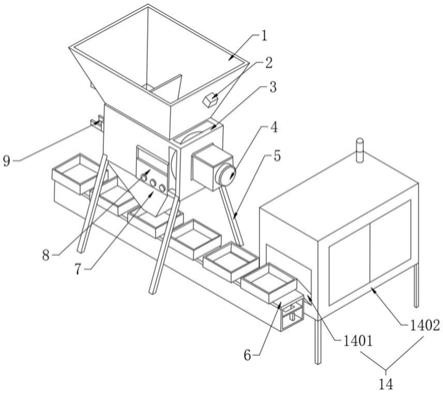
15.图1为本发明中的立体结构示意图;
16.图2为本发明中的局部结构示意图;
17.图3为本发明中的药盒进给机构的整体结构示意图;
18.图4为本发明中的药盒进给机构的内部结构示意图;
19.图5为本发明中的计数辊局部结构示意图。
20.图中:1、进药斗;2、振动块;3、壳体;4、伺服电机;5、支持架;6、药盒进给机构;601、药盒;602、安装板;603、吸附槽;604、磁力吸块;605、电动机;606、第一t型槽;607、框体;608、齿条;609、齿轮;610、限位槽;611、t型条;7、出药口;8、控制开关;9、隔离槽;10、计数辊;1001、辊体;1002、第二t型槽;1003、辊轴;1004、储药槽;1005、清药槽;11、隔离板;12、防碾挡板;13、电动机轴;14、包装机本体;1401、导料板;1402、包装机。
具体实施方式
21.下面将结合本发明实施例中的附图对本发明实施例中的技术方案进行清楚、完整地描述。显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例,基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
22.在本发明的描述中,需要说明的是,术语“上”、“下”、“内”、“外”“顶/底端”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解
为指示或暗示相对重要性。
23.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“设置有”、“套设/接”、“连接”等,应做广义理解,例如“连接”,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
24.实施例
25.请参阅图1
‑
5,本发明提供以下技术方案:一种自动配药系统,包括进药斗1,进药斗1安装在壳体3的正上方,进药斗1的一侧安装有振动块2,壳体3的一端装有伺服电机4,伺服电机4的轴和计数辊10的轴相连接,壳体3的底部四角固定安装有支持架5,壳体3的正下方开有出药口7,壳体3的侧面固定安装有控制开关8,计数辊10与八个隔离槽9配合安装,计数辊10的上半辊面上固定安装有隔离板11,壳体3与防碾挡板12的侧面平行,防碾挡板12安装在壳体3的内侧,防碾挡板12的下边缘与计数辊10的辊体1001留有间隙,壳体3的正下方设有药盒进给机构6,药盒进给机构6的尾部一侧设置有包装机本体14,包装机本体14采用现有技术,分装药片时,无需通过工作人员用角匙进行逐个筛选,而是可以将药片倒入进药斗1中,通过控制开关8设定数据,调节隔离槽9即可对药片进行准确整洁地分选,不会出现计量错误,药片洒落等现象,使药品的清洁的到了保障,而且计数辊10上有不同的储药槽1004,可以满足直径大小不同的药片的技术要求,提高了工作效率,避免了人为要素带来的多种不便。
26.在本发明的具体实施例中,进药斗1的一侧安装有振动块2,将所要计数的药片依据直径选择合适的成对的隔离槽9打开,漏出隔离槽9下面的储药槽1004,然后根据所要计数的药量使用隔离板11对进药斗1进行隔离,然后通过控制开关8设置计数的数量,需要装入几个药盒601中,然后将药片倒入进药斗1中,振动块2开始工作,使药片处于振动的状态,控制开关8控制伺服电机4进行转动,药片进入储药槽1004中,随着计数辊10的转动,防碾挡板12将辊子壳体3和计数辊10即将接触的空隙隔离开来,防止药片进入之后被碾碎,同时控制开关8控制下方的药盒进给机构6进行运动,使药盒601的开口对准出药口7,对出来的药片进行承接,当一个计数周期满之后,控制开关8控制电动机605转动,使下一个药盒601对准出药口7,当计数完毕后,取下药盒601进行包装,然后将药盒601的磁力吸块604对准吸附槽603放置回原位置,对于进药斗1中剩下的药片,可以在仅仅打开清药槽1005上面的隔离槽9之后,漏出清药槽1005,通过控制开关8控制计数辊10转动使药物通过出药口7流出放回原装药盒即可,一次药片计数分离过程完成。
27.具体的,请参阅图3,药盒进给机构6包括药盒601、安装板602、吸附槽603、磁力吸块604、电动机605、第一t型槽606、框体607、齿条608、齿轮609、限位槽610和t型条611,药盒601放置在安装板602的正上方,药盒601的底端固定安装有磁力吸块604,安装板602的顶端设有吸附槽603,电动机605安装在安装板602的底端,第一t型槽606位于框体607的上端面上,安装板602的两侧下方设有t型条611,齿条608固定在框体607底板的上表面,齿轮609与电动机轴13相配合,电动机605的壳体3位于限位槽610中,限位槽610位于框体607的中间位置。
28.本实施例中:药盒进给机构6是由药盒601、安装板602、吸附槽603、磁力吸块604、
电动机605、第一t型槽606、框体607、齿条608、齿轮609、限位槽610和t型条611组成,通过药盒601放置在安装板602的正上方,药盒601的底端固定安装有磁力吸块604,安装板602的顶端设有吸附槽603,电动机605安装在安装板602的底端,第一t型槽606位于框体607的上端面上,安装板602的两侧下方设有t型条611,齿条608固定在框体607底板的上表面,齿轮609与电动机轴13相配合,电动机605的壳体3位于限位槽610中,限位槽610位于框体607的中间位置。
29.具体的,请参阅图5,计数辊10包括辊体1001、第二t型槽1002、辊轴1003、储药槽1004和清药槽1005,第二t型槽1002为一对共计八对第二t型槽1002均匀的分布在辊体1001上,储药槽1004为一对共计三对储药槽1004均匀的分布在辊体1001上。
30.本实施例中:计数辊10是由辊体1001、第二t型槽1002、辊轴1003、储药槽1004和清药槽1005组成的,且每两条第二t型槽1002为一对共计八对第二t型槽1002均匀的分布在辊体1001上,且每两列储药槽1004为一对共计三对储药槽1004以及一对清药槽1005均匀的分布在辊体1001上,将所要计数的药片依据直径选择合适的成对的隔离槽9打开,药片进入储药槽1004中,随着计数辊10的转动。
31.具体的,请参阅图5,储药槽1004和清药槽1005位于每对第二t型槽1002的中间位置,清药槽1005贯穿整个辊体1001。
32.本实施例中:储药槽1004和清药槽1005位于每对第二t型槽1002的中间位置,且清药槽1005贯穿整个辊体1001,漏出隔离槽9下面的储药槽1004
33.具体的,请参阅图5,储药槽1004每对储药槽1004中的每列储药槽1004互相关于计数辊10的轴线对称,储药槽1004中的每列储药槽1004之间规格相同,且每对储药槽1004之间的规格大小不同。
34.本实施例中:三对储药槽1004,每对储药槽1004中的每列储药槽1004互相关于计数辊10的轴线对称,且每对储药槽1004中的每列储药槽1004之间规格相同,每对储药槽1004之间的规格大小不同。
35.具体的,请参阅图1和图2,支持架5的下端四角固定安装有防滑垫,防滑垫为长方形形状。
36.本实施例中:支持架5的下端四角固定安装有防滑垫,安装防滑垫可以起到防滑的作用,且防滑垫为橡胶材质坚韧,耐晒耐用,使用寿命很长,且防滑垫为长方形形状。
37.具体的,请参阅图1,包装机本体14包括导料板1401以及与导料板1401连接的包装机1402。
38.本实施例中:导料板1401设置在药盒601的一侧,药盒601抬升药品掉落到导料板1401上,导料板1401上的药品再导入到包装机1402内进行打包,包装机1402具体采用上海辉驰包装设备有限公司制造的hc
‑
110水平式卷膜包装机,该包装机1402的工作流程为:拉袋电机把包装纸往下拉,然后供纸部分根据供纸传感器的信号供纸,包装纸经过成型器部分成型,然后再由加热封合部分把包装袋底部封合,再一下就是下料,物料进入包装机,然后再封合,最后切断。
39.本发明的工作原理及使用流程:在使用时,该装置在使用时,首先接通电源,将所要计数的药片依据直径选择合适的成对的隔离槽9打开,漏出隔离槽9下面的储药槽1004,然后根据所要计数的药量使用隔离板11对进药斗1进行隔离,然后通过控制开关8设置计数
的数量,需要装入几个药盒601中,然后将药片倒入进药斗1中,振动块2开始工作,使药片处于振动的状态,控制开关8控制伺服电机4进行转动,药片进入储药槽1004中,随着计数辊10的转动,防碾挡板12将壳体3和计数辊10即将接触的空隙隔离开来,防止药片进入之后被碾碎,同时控制开关8控制下方的药盒进给机构6进行运动,使药盒601的开口对准出药口7,对出来的药片进行承接,当一个计数周期满之后,控制开关8控制电动机605转动,使下一个药盒601对准出药口7,当计数完毕后,取下药盒601进行包装,然后将药盒601的磁力吸块604对准吸附槽603放置回原位置,对于进药斗1中剩下的药片,可以在仅仅打开清药槽1005上面的隔离槽9之后,漏出清药槽1005,通过控制开关8控制计数辊10转动使药物通过出药口7流出放回原装药盒601即可,一次药片计数分离过程完成。
40.最后应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1