钢筋调直自动上料设备的制作方法
1.本发明涉及一种钢筋上料设备,特别是一种钢筋调直自动上料设备。
背景技术:
2.钢筋加工领域内对于φ6
‑
12盘螺、盘圆的加工,一般由调直机高速调直,调直机内设有伺服飞剪系统,将调直后的钢筋按照设定的长度分段剪切,然后分段输出到收集槽,接着人工打包成捆,再吊运至下道工序,依靠人工将直条钢筋摆在上料辊道或者上料设备上,实现整齐的上料、输送,从而满足下道工序需求。此方法中,一台机器需要7个人来完成调直和上料,不仅占用人数众多,人工劳动量大、人工成本高,而且需要进行打包、拆包、吊运、摆放等工序,耗时较长,较为浪费时间,工作效率低,期间采用的设备也较多,较为浪费资源。
3.因此,现有的钢筋上料设备,存在占用人数多、人工劳动量大、工作效率低的问题。
技术实现要素:
4.本发明的目的在于,提供一种钢筋调直自动上料设备。本发明具有自动上料、工作效率高的特点。
5.本发明的技术方案:钢筋调直自动上料设备,包括设置在钢筋调直机出口侧的落料斜板,落料斜板的下端侧设有链条架和底架,链条架上设有移钢链条,移钢链条通过联动轴连接,联动轴的一端设有驱动电机;底架上沿着落料斜板的长度方向设有若干移钢装置和上料辊道,上料辊道的顶部高于移钢链条的顶部,移钢装置的下方设有升降架,升降架的底部设有电动升降机。
6.前述的钢筋调直自动上料设备中,所述落料斜板的上端侧设有落料支架,落料支架的一端钢筋调直机连接,落料支架上设有与钢筋调直机出口相对应的钢筋出口。
7.前述的钢筋调直自动上料设备中,所述落料斜板上设有减速链条,减速链条的一端与落料斜板的上端连接,减速链条的另一端绕过落料支架铺设在落料斜板上。
8.前述的钢筋调直自动上料设备中,所述落料斜板的下端设有与移钢链条对应的缺口,移钢链条的末端伸入到缺口内。
9.前述的钢筋调直自动上料设备中,所述移钢装置包括直齿条,直齿条靠近落料斜板的一端设有接料板,直齿条的上方设有传动轴,传动轴的一端设有移钢电机,传动轴上固定连接有与升起的直齿条相啮合的移钢齿轮。
10.前述的钢筋调直自动上料设备中,所述接料板的表面均匀设有第一v型槽。
11.前述的钢筋调直自动上料设备中,所述升降架上固定连接有分别支撑直齿条的主动导轮以及支撑接料板的被动导轮。
12.前述的钢筋调直自动上料设备中,所述上料辊道的表面均匀设有环形的第二v型槽。
13.前述的钢筋调直自动上料设备中,所述移钢链条的表面均匀设有隔离齿,相邻隔离齿之间形成与钢筋直径相匹配的嵌入槽。
14.与现有技术相比,本发明将调直机处理后的钢筋从倾斜的落料斜板匀速落到移钢链条上,由于移钢装置在移钢链条下方,等达到规定支数后,利用电动升降机将移钢装置抬升,然后将钢筋进一步转移到上料辊道上,不影响前道工序,整个上料过程无需人工操作,实现自动上料、工作效率高的特点,且该设备通用性广。
附图说明
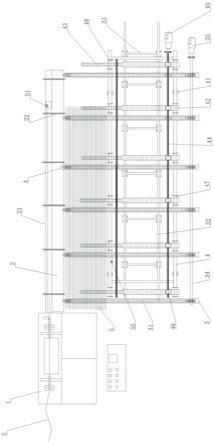
15.图1是本发明的结构示意图;
16.图2是图1中a处的局部结构放大示意图;
17.图3是移钢链条与落料斜板的衔接结构示意图;
18.图4是接料板的结构示意图;
19.图5是上料辊道的结构示意图。
20.附图中的标记为:1、钢筋调直机;2、落料斜板;21、落料支架;22、减速链条;23、缺口;3、链条架;31、移钢链条;311、隔离齿;312、嵌入槽;32、底架;33、上料辊道;331、第二v型槽;34、联动轴;35、驱动电机;4、升降架;41、电动升降机;42、直齿条;43、接料板;431、第一v型槽;44、传动轴;45、移钢电机;46、移钢齿轮;47、主动导轮;48、被动导轮;5、钢筋;51、落料检测点;52、编组检测点。
具体实施方式
21.下面结合实施例对本发明作进一步的说明,但并不作为对本发明限制的依据。
22.实施例:
23.如图1
‑
3所示,钢筋调直自动上料设备,包括设置在钢筋调直机1出口侧的落料斜板2,落料斜板2的下端侧设有链条架3和底架32,链条架3上设有移钢链条31,移钢链条31的两端均通过联动轴34连接,其中一个联动轴34的一端设有驱动电机35;底架32上沿着落料斜板2的长度方向设有若干移钢装置和上料辊道33,上料辊道33的顶部高于移钢链条31的顶部,上料辊道33的通过轴承座与底架32连接,上料辊道33的一端通过联轴器与辊道电机连接(图中未示意),移钢装置的下方设有升降架4,升降架4的底部设有电动升降机41。
24.其中,落料斜板2按一定角度铺设而成,落料斜板2和移钢链条31之间的夹角角度为55
°
~70
°
,可以让调直分段的钢筋5在落料斜板2上快速落到移钢链条31上。联动轴34的设计使得所有移钢链条31的移动保持一致性,保证对钢筋5输送的稳定性。电动升降机41通过升降架4使得移钢装置整体平稳上下升降,从而将移钢链条31上的钢筋5转移到上料辊道33输送。
25.底架和落料斜板之间,位于相邻移钢链条之间还可以设置支撑杆,来弥补移钢链条之间跨度太大而引起的移动杂乱问题。
26.所述落料斜板2的上端侧设有落料支架21,落料支架21的一端钢筋调直机1连接,落料支架21上设有与钢筋调直机1出口相对应的钢筋出口。调直机调整后的钢筋5进入到落料支架上,从钢筋出口排出到落料斜板2上。
27.所述落料斜板2上设有减速链条22,减速链条22的一端与落料斜板2的上端连接,减速链条22的另一端绕过落料支架21铺设在落料斜板2上。减速链条22可以是尼龙材质的链条,调直后的钢筋5从钢筋出口掉落到落料斜板2上,从减速链条22和落料斜板2之间通
过,减速链条22覆盖在钢筋5上,钢筋5撞到减速链条22时反弹,降低钢筋5在下落过程中的跳动幅度,并由于减速链条22表面的凹凸设计,增加减速链条22与钢筋5之间的摩擦力,降低钢筋5在下落过程中的下落速度,使得钢筋5平稳地落到移钢链条31上。
28.所述落料斜板2的下端设有与移钢链条31对应的缺口23,移钢链条31的末端伸入到缺口23内。缺口23的设计使得移钢链条31可以更加深入地进入到落料斜板2处,减少落料斜板2和移钢链条31之间的空隙,使得钢筋5能够快速、准确、平稳地落入到移钢链条31上。
29.所述移钢装置包括直齿条42,直齿条42靠近落料斜板2的一端设有接料板43,直齿条42的上方设有传动轴44,传动轴44的一端设有移钢电机45,传动轴44上固定连接有与升起的直齿条42相啮合的移钢齿轮46。移钢电机45驱动传动轴44转动,传动轴44带动移钢齿轮46转动,从而带动与移钢齿轮46相啮合的直齿条42前后移动而带动位于接料板43上钢筋5前后移动。
30.如图4所示,所述接料板43的表面均匀设有第一v型槽431。第一v型槽431的设计便于落料的控制和移动,使得每根钢筋5恰好落入到第一v型槽431中卡住,避免钢筋5在移动时发生偏移。
31.所述升降架4上固定连接有分别支撑直齿条42的主动导轮47以及支撑接料板43的被动导轮48。直齿条42位于主动导轮的上方,与主动导轮的连接轴抵接,给以直齿条滑动支撑,便于直齿条的前后移动,且主动导轮的两个轮子位于直齿条的两侧,限制直齿条42的左右偏移、晃动,保证直齿条42前后移动的准确性,被动导轮48的设置同理。
32.如图5所示,所述上料辊道33的表面均匀设有环形的第二v型槽331。使得钢筋5在上料辊道33上恰好嵌入在第二v型槽331内,保证钢筋5在上料辊道33上移动的准确性和平稳性。
33.所述移钢链条31的表面均匀设有隔离齿311,相邻隔离齿311之间形成与钢筋5直径相匹配的嵌入槽312。
34.工作原理:首先利用现有的调直机将盘螺或盘圆调直成需要的分段长度,然后在线切断,切断后的钢筋5从落料支架21的钢筋出口掉落,落料支架21上设有落料检测点51,切断后的钢筋5触发落料检测点51处的检测开关,并快速从减速链条22下方的落料斜板2上滑下,利用减速链条22防止钢筋5下落速度过快,使其平稳的落在链条内。当落料检测开关检测到钢筋5切断信号后,经过钢筋5下落的延时,使移钢链条31在驱动电机35的带动下平稳地向接料板43方向移动一格,也就是一个第一v型槽431的距离,如此依次循环,直到移钢链条31的第一根钢筋5达到链条架3上设置的编组检测点52。
35.当编组检测点52的检测开关检测到信号后,控制系统发出控制信号让电动升降机41启动,向上抬升直齿条42和接料板43,达到上升限位位置后减速停下,使其高于上料辊道33,此时接料板43的第一v型槽431内已经接满了从移钢链条31输送过来的分段钢筋5,然后上升限位位置的检测开关给出信号启动移钢电机45,驱动传动轴44转动,传动轴44通过移钢齿轮46带动直齿条42向远离落料斜板2方向移动,直至钢筋5位于上料辊道33的上方后,让电动升降机41将直齿条42和接料板43缓慢落下,此时接料板43的第一v型槽431位置正好对着上料辊道33的第二v型槽331,保证钢筋5落在第二v型槽331内。
36.当直齿条42下落到指定位置后,给出信号控制移钢电机45带动直齿条42向靠近落料斜板2方向移动,直到接料板43达到接料的设定位置后,停止移钢装置的动作,开始等待
接料,直到编组检测点52再次检测到信号,移钢装置再开始动作。依次循环。
37.若编组检测点52检测信号后,移钢装置没有进行把钢筋5移走的相应动作,则自动停止调直机的工作,并报警,否则会造成堆钢事故。
38.全程无需人员参与,自动上料,适合φ6
‑
12范围的盘圆盘螺调直上料的加工,通用性广。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1