一种化妆棉自动整理式装袋方法与流程
1.本发明涉及一种化妆棉领域,尤其涉及一种化妆棉自动整理式装袋方法。
背景技术:
2.化妆棉一般是由棉花或纸浆压制而成的长约5-6厘米的小棉片,超市所卖的化妆棉价格在5-6元左右很耐用,好一点的品牌要在几十元左右,在化妆品专柜有售,使用化妆棉的用处很多。最主要的用途就是卸妆,因为它的质地很柔软卸妆的时候不容易把脸弄伤,而且倒爽肤水上面用起来很舒服,也会把妆清除得很干净。
3.目前,现有技术中在化妆棉压切结束后,化妆棉为连续不间断的排列,此时需要人工将其一堆一堆装进包装袋中,人工分堆装袋较为繁琐,同时使用机械化装袋时,由于化妆棉为竖立排列装袋,进而如果采用机械装袋,则化妆棉在推动过程中,化妆棉一侧缺少阻挡,缺少固定和阻挡,会导致化妆棉倾倒和滑落,导致装袋后会存在部分化妆棉无法入袋,被遗留在工作台上,造成化妆棉的浪费。
4.针对上述问题,我们提出了一种化妆棉自动整理式装袋方法。
技术实现要素:
5.为了克服现有技术中在化妆棉压切结束后,化妆棉为连续不间断的排列,此时需要人工将其一堆一堆装进包装袋中,人工分堆装袋较为繁琐,同时使用机械化装袋时,由于化妆棉为竖立排列装袋,进而如果采用机械装袋,则化妆棉在推动过程中,化妆棉一侧缺少阻挡,缺少固定和阻挡,会导致化妆棉倾倒和滑落,导致装袋后会存在部分化妆棉无法入袋,被遗留在工作台上,造成化妆棉的浪费的缺点,要解决的技术问题是:提供一种化妆棉自动整理式装袋方法。
6.本发明的技术方案为:一种化妆棉自动整理式装袋方法,该化妆棉自动整理式装袋方法采用如下加工设备,该加工设备包括有工作机床板、支撑脚柱、化妆棉压切机、安装顶盖、拨分系统、推动辅助系统、整理系统、运行控制屏、第一安装竖板、安装顶板、第二安装竖板和电机安装台;工作机床板下方与支撑脚柱进行焊接;工作机床板上方与化妆棉压切机相连接;化妆棉压切机上方与安装顶盖进行螺栓连接;工作机床板上方与第一安装竖板进行焊接;第一安装竖板与安装顶板进行焊接;安装顶板与第二安装竖板进行焊接;第二安装竖板下方与工作机床板相连接;工作机床板上方与电机安装台进行螺栓连接;拨分系统与安装顶板相连接;拨分系统与电机安装台相连接;拨分系统与化妆棉压切机相连接;工作机床板与推动辅助系统相连接;工作机床板与整理系统相连接;化妆棉压切机与运行控制屏相连接;该化妆棉自动整理式装袋方法包括如下步骤:步骤一:切割,将化妆棉布加入至化妆棉压切机内部切成小片;步骤二:出料,化妆棉压切机压切完成的小块化妆棉以竖立的状态从其底部开口被推出;
步骤三:拨动分块,控制拨分系统将从化妆棉压切机中推出的连续的竖立排列的化妆棉分堆;步骤四:转移,推动辅助系统将分堆的划转面推动至整理系统;步骤五:整理,控制整理系统将化妆棉远离化妆棉压切机的一侧的倾倒的或者滑倒的化妆棉进行自动整理重新竖立;步骤六:装袋,在整理系统整理后控制推动辅助系统将排列整齐的化妆棉推动至包装袋中。
7.作为更进一步的优选方案,拨分系统包括有动力电机、第一转轴杆、第一传动轮、第二传动轮、第二转轴杆、第一平齿轮、第三传动轮、第四传动轮、第三转轴杆、第二平齿轮、第三平齿轮、第一轴承座板、第一安装条、丝杆、第二轴承座板、第二安装条、电动伸缩拨板、第一限位滑轨、第二限位滑轨、安装横板和电动升降柱;动力电机下方与电机安装台进行螺栓连接;第一转轴杆与动力电机输出轴进行固接;第一传动轮轴心与第一转轴杆进行固接;第二传动轮外环面通过皮带与第一传动轮进行传动连接;第二转轴杆与化妆棉压切机进行转动连接;第二转轴杆外表面与第二传动轮进行固接;第一平齿轮轴心与第二转轴杆进行固接;第三传动轮轴心与第二转轴杆进行固接;第四传动轮外环面通过皮带与第三传动轮进行传动连接;第三转轴杆外表面与第四传动轮进行固接;第三转轴杆与化妆棉压切机进行转动连接;第二平齿轮轴心与第三转轴杆进行固接;第三平齿轮与第二平齿轮进行啮合;第一轴承座板与第三平齿轮进行转动连接;第一安装条与第一轴承座板进行螺栓连接;丝杆与第三平齿轮进行固接;第二轴承座板与丝杆进行转动连接;第二安装条与第二轴承座板进行螺栓连接;电动伸缩拨板内侧与丝杆进行传动连接;第一限位滑轨与电动伸缩拨板进行滑动连接;第一限位滑轨与第二安装条进行螺栓连接;第一限位滑轨与第一安装条进行螺栓连接;第二限位滑轨与电动伸缩拨板进行滑动连接;第二限位滑轨与第二安装条进行螺栓连接;第二限位滑轨与第一安装条进行螺栓连接;安装横板下方与第一限位滑轨进行螺栓连接;安装横板下方与第二限位滑轨进行螺栓连接;电动升降柱下方与安装横板进行螺栓连接;电动升降柱与安装顶板相连接。
8.作为更进一步的优选方案,推动辅助系统包括有第一电动滑轨、第一电动滑条、第一电动转轴座、第二电动滑条、第二电动滑轨、连接杆、第二电动转轴座和推动条板;第一电动滑轨与工作机床板相连接;第一电动滑条与第一电动滑轨进行滑动连接;第一电动转轴座与第一电动滑条相连接;第二电动滑条与第一电动转轴座相连接;第二电动滑轨与第二电动滑条进行滑动连接;第二电动滑轨与工作机床板相连接;连接杆与第一电动转轴座相连接;第二电动转轴座与连接杆相连接;推动条板上方与第二电动转轴座相连接。
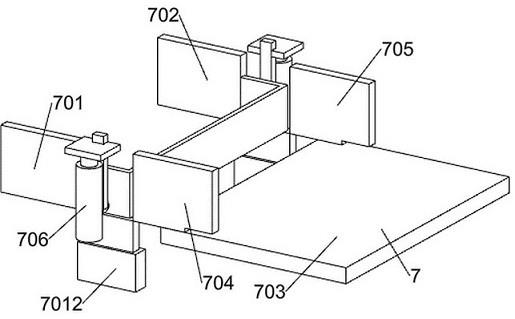
9.作为更进一步的优选方案,整理系统包括有第一限位挡板、第二限位挡板、装袋台板、第三限位挡板、第四限位挡板、第一电动推杆、第一连接条、电动转轴杆、翻转斗、第二连接条、第二电动推杆、第一电动伸缩板和第二电动伸缩板;第一限位挡板下方与工作机床板进行螺栓连接;第二限位挡板下方与工作机床板进行螺栓连接;装袋台板下方与工作机床板进行螺栓连接;第三限位挡板下方与工作机床板进行螺栓连接;第四限位挡板下方与工作机床板进行螺栓连接;第一电动推杆与工作机床板相连接;第一连接条与第一电动推杆相连接;电动转轴杆与第一连接条相连接;翻转斗与电动转轴杆相连接;第二连接条与电动转轴杆相连接;第二电动推杆与第二连接条相连接;第一电动伸缩板与工作机床板相连接;
第二电动伸缩板与工作机床板相连接。
10.作为更进一步的优选方案,第三限位挡板和第四限位挡板底部靠近装袋台板的一侧均设置有一个矩形缺口,同时第三限位挡板和第四限位挡板外侧均设置有一个风筒。
11.作为更进一步的优选方案,第一电动伸缩板向上伸长的距离与第一限位挡板和第三限位挡板的高度相同,且伸出板的宽度与第一限位挡板和第三限位挡板之间的宽度相同。
12.作为更进一步的优选方案,第二电动伸缩板向上伸长的距离与第二限位挡板和第四限位挡板的高度相同,且伸出板的宽度与第二限位挡板和第四限位挡板之间的宽度相同。
13.作为更进一步的优选方案,电动伸缩拨板下侧伸出板的底部为圆头。
14.与现有技术相比,本发明的益效果为:(一)、为解决现有技术中在化妆棉压切结束后,化妆棉为连续不间断的排列,此时需要人工将其一堆一堆装进包装袋中,人工分堆装袋较为繁琐,同时使用机械化装袋时,由于化妆棉为竖立排列装袋,进而如果采用机械装袋,则化妆棉在推动过程中,化妆棉一侧缺少阻挡,缺少固定和阻挡,会导致化妆棉倾倒和滑落,导致装袋后会存在部分化妆棉无法入袋,被遗留在工作台上,造成化妆棉的浪费的问题;(二)、设计了拨分系统,推动辅助系统和整理系统,在使用时首先将包装袋张开口固定至整理系统一侧,首先将化妆棉布加入至化妆棉压切机内部切成小片,然后化妆棉压切机压切完成的小块化妆棉以竖立的状态从其底部开口被推出,控制拨分系统将从化妆棉压切机中推出的连续的竖立排列的化妆棉分堆,推动辅助系统将分堆的划转面推动至整理系统,控制整理系统将化妆棉远离化妆棉压切机的一侧的倾倒的或者滑倒的化妆棉进行自动整理重新竖立,在整理系统整理后控制推动辅助系统将排列整齐的化妆棉推动至包装袋中;(三)、实现了化妆棉切割完成后的自动分堆,将连续的竖立排列的化妆棉分堆,在分堆后将倾倒的或者滑倒的化妆棉进行自动整理重新竖立,并自动推入包装袋中进行封装的效果。
附图说明
15.图1为本发明的第一立体结构示意图;图2为本发明的第二立体结构示意图;图3为本发明的拨分系统第一立体结构示意图;图4为本发明的拨分系统第二立体结构示意图;图5为本发明的推动辅助系统立体结构示意图;图6为本发明的整理系统第一立体结构示意图;图7为本发明的整理系统部分立体结构示意图;图8为本发明的整理系统第二立体结构示意图。
16.其中:1
‑
工作机床板,2
‑
支撑脚柱,3
‑
化妆棉压切机,4
‑
安装顶盖,5
‑
拨分系统,6
‑
推动辅助系统,7
‑
整理系统,8
‑
运行控制屏,9
‑
第一安装竖板,10
‑
安装顶板,11
‑
第二安装竖板,12
‑
电机安装台,501
‑
动力电机,502
‑
第一转轴杆,503
‑
第一传动轮,504
‑
第二传动轮,
505
‑
第二转轴杆,506
‑
第一平齿轮,507
‑
第三传动轮,508
‑
第四传动轮,509
‑
第三转轴杆,5010
‑
第二平齿轮,5011
‑
第三平齿轮,5012
‑
第一轴承座板,5013
‑
第一安装条,5014
‑
丝杆,5015
‑
第二轴承座板,5016
‑
第二安装条,5017
‑
电动伸缩拨板,5018
‑
第一限位滑轨,5019
‑
第二限位滑轨,5020
‑
安装横板,5021
‑
电动升降柱,601
‑
第一电动滑轨,602
‑
第一电动滑条,603
‑
第一电动转轴座,604
‑
第二电动滑条,605
‑
第二电动滑轨,606
‑
连接杆,607
‑
第二电动转轴座,608
‑
推动条板,701
‑
第一限位挡板,702
‑
第二限位挡板,703
‑
装袋台板,704
‑
第三限位挡板,705
‑
第四限位挡板,706
‑
第一电动推杆,707
‑
第一连接条,708
‑
电动转轴杆,709
‑
翻转斗,7010
‑
第二连接条,7011
‑
第二电动推杆,7012
‑
第一电动伸缩板,7013
‑
第二电动伸缩板。
具体实施方式
17.首先要指出,在不同描述的实施方式中,相同部件设有相同的附图标记或者说相同的构件名称,其中,在整个说明书中包含的公开内容能够按意义转用到具有相同的附图标记或者说相同的构件名称的相同部件上。在说明书中所选择的位置说明、例如上、下、侧向等等也参考直接描述的以及示出的附图并且在位置改变时按意义转用到新的位置上。
18.实施例1一种化妆棉自动整理式装袋方法,如图1
‑
8所示,该化妆棉自动整理式装袋方法采用如下加工设备,该加工设备包括有工作机床板1、支撑脚柱2、化妆棉压切机3、安装顶盖4、拨分系统5、推动辅助系统6、整理系统7、运行控制屏8、第一安装竖板9、安装顶板10、第二安装竖板11和电机安装台12;工作机床板1下方与支撑脚柱2进行焊接;工作机床板1上方与化妆棉压切机3相连接;化妆棉压切机3上方与安装顶盖4进行螺栓连接;工作机床板1上方与第一安装竖板9进行焊接;第一安装竖板9与安装顶板10进行焊接;安装顶板10与第二安装竖板11进行焊接;第二安装竖板11下方与工作机床板1相连接;工作机床板1上方与电机安装台12进行螺栓连接;拨分系统5与安装顶板10相连接;拨分系统5与电机安装台12相连接;拨分系统5与化妆棉压切机3相连接;工作机床板1与推动辅助系统6相连接;工作机床板1与整理系统7相连接;化妆棉压切机3与运行控制屏8相连接;该化妆棉自动整理式装袋方法包括如下步骤:步骤一:切割,将化妆棉布加入至化妆棉压切机3内部切成小片;步骤二:出料,化妆棉压切机3压切完成的小块化妆棉以竖立的状态从其底部开口被推出;步骤三:拨动分块,控制拨分系统5将从化妆棉压切机3中推出的连续的竖立排列的化妆棉分堆;步骤四:转移,推动辅助系统6将分堆的划转面推动至整理系统7;步骤五:整理,控制整理系统7将化妆棉远离化妆棉压切机3的一侧的倾倒的或者滑倒的化妆棉进行自动整理重新竖立;步骤六:装袋,在整理系统7整理后控制推动辅助系统6将排列整齐的化妆棉推动至包装袋中。
19.工作步骤:在使用化妆棉自动整理式装袋方法所用的设备时,人工将包装袋张开口固定至整理系统7一侧,首先将化妆棉布加入至化妆棉压切机3内部切成小片,然后化妆
棉压切机3压切完成的小块化妆棉以竖立的状态从其底部开口被推出,控制拨分系统5将从化妆棉压切机3中推出的连续的竖立排列的化妆棉分堆,推动辅助系统6将分堆的划转面推动至整理系统7,控制整理系统7将化妆棉远离化妆棉压切机3的一侧的倾倒的或者滑倒的化妆棉进行自动整理重新竖立,在整理系统7整理后控制推动辅助系统6将排列整齐的化妆棉推动至包装袋中,实现了化妆棉切割完成后的自动分堆,将连续的竖立排列的化妆棉分堆,在分堆后将倾倒的或者滑倒的化妆棉进行自动整理重新竖立,并自动推入包装袋中进行封装的效果。
20.拨分系统5包括有动力电机501、第一转轴杆502、第一传动轮503、第二传动轮504、第二转轴杆505、第一平齿轮506、第三传动轮507、第四传动轮508、第三转轴杆509、第二平齿轮5010、第三平齿轮5011、第一轴承座板5012、第一安装条5013、丝杆5014、第二轴承座板5015、第二安装条5016、电动伸缩拨板5017、第一限位滑轨5018、第二限位滑轨5019、安装横板5020和电动升降柱5021;动力电机501下方与电机安装台12进行螺栓连接;第一转轴杆502与动力电机501输出轴进行固接;第一传动轮503轴心与第一转轴杆502进行固接;第二传动轮504外环面通过皮带与第一传动轮503进行传动连接;第二转轴杆505与化妆棉压切机3进行转动连接;第二转轴杆505外表面与第二传动轮504进行固接;第一平齿轮506轴心与第二转轴杆505进行固接;第三传动轮507轴心与第二转轴杆505进行固接;第四传动轮508外环面通过皮带与第三传动轮507进行传动连接;第三转轴杆509外表面与第四传动轮508进行固接;第三转轴杆509与化妆棉压切机3进行转动连接;第二平齿轮5010轴心与第三转轴杆509进行固接;第三平齿轮5011与第二平齿轮5010进行啮合;第一轴承座板5012与第三平齿轮5011进行转动连接;第一安装条5013与第一轴承座板5012进行螺栓连接;丝杆5014与第三平齿轮5011进行固接;第二轴承座板5015与丝杆5014进行转动连接;第二安装条5016与第二轴承座板5015进行螺栓连接;电动伸缩拨板5017内侧与丝杆5014进行传动连接;第一限位滑轨5018与电动伸缩拨板5017进行滑动连接;第一限位滑轨5018与第二安装条5016进行螺栓连接;第一限位滑轨5018与第一安装条5013进行螺栓连接;第二限位滑轨5019与电动伸缩拨板5017进行滑动连接;第二限位滑轨5019与第二安装条5016进行螺栓连接;第二限位滑轨5019与第一安装条5013进行螺栓连接;安装横板5020下方与第一限位滑轨5018进行螺栓连接;安装横板5020下方与第二限位滑轨5019进行螺栓连接;电动升降柱5021下方与安装横板5020进行螺栓连接;电动升降柱5021与安装顶板10相连接。
21.在化妆棉压切机3压切完成的小块化妆棉以竖立的状态从其底部开口被推出后,此时控制电动伸缩拨板5017向下伸出,然后控制电动升降柱5021向下推出,即电动升降柱5021带动其下方连接的部件向下运动,进而带动电动伸缩拨板5017底部插入至连续的化妆棉内侧,同时带动第三平齿轮5011向下运动至与第二平齿轮5010啮合的位置,然后此时控制接通动力电机501电源,动力电机501带动第一转轴杆502和第一传动轮503进行转动,然后第一传动轮503带动第二传动轮504进行转动,进而第二传动轮504带动第二转轴杆505进行转动,然后第二转轴杆505带动第一平齿轮506和第三传动轮507进行转动,进而第三传动轮507带动第四传动轮508进行转动,然后第四传动轮508带动第三转轴杆509进行转动,第三转轴杆509带动第二平齿轮5010进行转动,进而第二平齿轮5010带动第三平齿轮5011进行转动,然后第三平齿轮5011带动丝杆5014进行转动,然后丝杆5014转动带动电动伸缩拨板5017进行平移,即电动伸缩拨板5017在第一限位滑轨5018和第二限位滑轨5019下方滑动
平移运动,即在电动伸缩拨板5017底部插入至连续的化妆棉内侧后,此时电动伸缩拨板5017进行平移,进而将一小堆化妆棉拨动分离,将一小堆化妆棉拨动至推动辅助系统6下方后,此时控制电动伸缩拨板5017向上收缩,即电动伸缩拨板5017底部运动至化妆棉上方,然后控制动力电机501进行反向转动,进而实现电动伸缩拨板5017的反向移动复位,然后进行下一次操作,完成了连续化妆棉的分堆。
22.推动辅助系统6包括有第一电动滑轨601、第一电动滑条602、第一电动转轴座603、第二电动滑条604、第二电动滑轨605、连接杆606、第二电动转轴座607和推动条板608;第一电动滑轨601与工作机床板1相连接;第一电动滑条602与第一电动滑轨601进行滑动连接;第一电动转轴座603与第一电动滑条602相连接;第二电动滑条604与第一电动转轴座603相连接;第二电动滑轨605与第二电动滑条604进行滑动连接;第二电动滑轨605与工作机床板1相连接;连接杆606与第一电动转轴座603相连接;第二电动转轴座607与连接杆606相连接;推动条板608上方与第二电动转轴座607相连接。
23.在拨分系统5将连续的化妆棉分堆后并将化妆棉小堆拨动至推动辅助系统6下方,然后此时控制第一电动转轴座603带动连接杆606、第二电动转轴座607和推动条板608向下转动,即推动条板608转动至化妆棉堆靠近化妆棉压切机3的一侧,抵住化妆棉小堆,然后此时控制接通第一电动滑轨601和第二电动滑轨605分别带动第一电动滑条602和第二电动滑条604向远离化妆棉压切机3的方向运动,进而带动推动条板608将化妆棉堆推动至与翻转斗709接触的位置,然后控制整理系统7将化妆棉分堆后倾倒的或者滑倒的化妆棉进行自动整理重新竖立,待整理系统7整理完成后控制翻转斗709向上升起,然后再次控制第一电动滑轨601和第二电动滑轨605分别带动第一电动滑条602和第二电动滑条604运动,然后控制第一电动转轴座603带动连接杆606向前转动,即连接杆606带动第二电动转轴座607和推动条板608向前运动,即推动条板608推动化妆棉从翻转斗709下方通过,同时控制第二电动转轴座607带动推动条板608进行实时转动,保证推动条板608的侧面始终与化妆棉的一侧平行,保证推动条板608可以将化妆棉稳定推动,待推动条板608运动至翻转斗709的位置时停止运动,然后控制第一电动转轴座603带动推动条板608向上转动至高于翻转斗709顶部的位置,然后继续控制第一电动滑轨601和第二电动滑轨605分别带动第一电动滑条602和第二电动滑条604运动,即带动推动条板608从上方运动越过翻转斗709,然后再次控制第一电动转轴座603带动推动条板608向下转动,然后控制第二电动转轴座607带动推动条板608转动调整位置,即带动推动条板608运动至化妆棉靠近化妆棉压切机3的一侧,然后再次推动化妆棉,将其推动至整理系统7固定的包装袋中。
24.整理系统7包括有第一限位挡板701、第二限位挡板702、装袋台板703、第三限位挡板704、第四限位挡板705、第一电动推杆706、第一连接条707、电动转轴杆708、翻转斗709、第二连接条7010、第二电动推杆7011、第一电动伸缩板7012和第二电动伸缩板7013;第一限位挡板701下方与工作机床板1进行螺栓连接;第二限位挡板702下方与工作机床板1进行螺栓连接;装袋台板703下方与工作机床板1进行螺栓连接;第三限位挡板704下方与工作机床板1进行螺栓连接;第四限位挡板705下方与工作机床板1进行螺栓连接;第一电动推杆706与工作机床板1相连接;第一连接条707与第一电动推杆706相连接;电动转轴杆708与第一连接条707相连接;翻转斗709与电动转轴杆708相连接;第二连接条7010与电动转轴杆708相连接;第二电动推杆7011与第二连接条7010相连接;第一电动伸缩板7012与工作机床板1
相连接;第二电动伸缩板7013与工作机床板1相连接。
25.首先将包装袋固定在第三限位挡板704和第四限位挡板705一侧,然后推动辅助系统6将化妆棉推动至翻转斗709靠近化妆棉压切机3的一侧,当倾倒的化妆棉翻倒在翻转斗709边缘时,即此时化妆棉的上边缘接触到翻转斗709边缘,此时控制电动转轴杆708带动翻转斗709向上翻转,进而带动化妆棉向上翻转至竖立状态,在化妆棉滑倒的情况下,此时化妆棉的底部接触到翻转斗709边缘,然后控制电动转轴杆708带动翻转斗709向上转动九十度,即此时翻转斗709的底部面将滑倒的化妆棉顶住,实现其重新竖立,在处理完成后控制第一电动推杆706和第二电动推杆7011向上推出,进而带动翻转斗709向上抬起使化妆棉可以从翻转斗709下方通过,同时控制第一电动伸缩板7012和第二电动伸缩板7013向上伸出,将第一限位挡板701与第三限位挡板704之间和第二限位挡板702与第四限位挡板705之间的空隙封堵,然后推动辅助系统6将化妆棉推动至装袋台板703顶部,然后进入到第三限位挡板704和第四限位挡板705一侧的包装袋内部,完成装袋操作。
26.第三限位挡板704和第四限位挡板705底部靠近装袋台板703的一侧均设置有一个矩形缺口,同时第三限位挡板704和第四限位挡板705外侧均设置有一个风筒。
27.以便于可以将包装袋通过此缺口套在第三限位挡板704和第四限位挡板705一侧,并且可以通过风筒将瘪的包装袋吹鼓起来。
28.第一电动伸缩板7012向上伸长的距离与第一限位挡板701和第三限位挡板704的高度相同,且伸出板的宽度与第一限位挡板701和第三限位挡板704之间的宽度相同。
29.以便于第一电动伸缩板7012向上伸出后可以将第一限位挡板701和第三限位挡板704之间的空隙遮住,防止化妆棉卡到缝隙中。
30.第二电动伸缩板7013向上伸长的距离与第二限位挡板702和第四限位挡板705的高度相同,且伸出板的宽度与第二限位挡板702和第四限位挡板705之间的宽度相同。
31.以便于第二电动伸缩板7013向上伸出后可以将第二限位挡板702和第四限位挡板705之间的空隙遮住,防止化妆棉卡到缝隙中。
32.电动伸缩拨板5017下侧伸出板的底部为圆头。
33.防止电动伸缩拨板5017向下运动插入至化妆棉内部时不会损坏化妆棉。
34.本行业的技术人员应该了解,上述实施例不以任何形式限制本发明,凡采用等同替换或等效变换的方式所获得的技术方案,均落在本发明的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1