一种型材热缩膜端部封口方法与流程
1.本发明涉及型材包装领域,尤其涉及一种型材热缩膜端部封口方法。
背景技术:
2.型材经表面酸碱清洗等处理后,为了更好地保护其表面,减少因碰撞而出现划痕的问题,在包装前会在型材表面包覆热缩膜。型材穿入筒状的热缩膜后往前输送,为方便后续让热缩膜受热收缩包裹型材,需要对前后相邻型材之间的热缩膜进行封口。然而,目前在封口的过程中,需要让到位的型材停止移动,然后才能进行封口操作,否则封口效果差。封口后重新输送型材,其导致大量型材包装时速度较慢,效率低下。此外,目前封口的位置没有讲究,而封口后套有热缩膜的型材向前经过温度较高的区域时,热缩膜受热逐渐收缩,前部收缩时会将后侧尚未收缩的热缩膜往前侧牵扯,此时由于封口位置随意,导致收缩后的热缩膜仍过长,或收缩后的热缩膜过短而被型材顶破,这两种情况均造成热缩膜包裹效果不佳,产生不良品。
技术实现要素:
3.本发明的目的是提供一种型材热缩膜端部封口方法,封口时无需让型材停止,大幅节省包装时间,提高生产效率。
4.为实现上述目的,本发明提供一种型材热缩膜端部封口方法,型材套设有热缩膜后不间断往前输送,前后相邻型材之间留有间距,并通过封口机构对前后相邻型材之间的热缩膜进行封口,封口时让封口机构随型材同速同向移动。
5.作为本发明的进一步改进,所述封口的部位包括两个,分别为靠前型材的热缩膜后端以及靠后型材的热缩膜前端;靠前型材的热缩膜后端与靠前型材后端的距离为l1,靠后型材的热缩膜前端与靠后型材前端的距离为l2,l1>l2。
6.作为本发明的更进一步改进,所述l1预留的长度能使型材外的热缩膜受热收缩并包裹住型材后,热缩膜的后端与型材的后端两者位置相适配;所述l2预留的长度能使型材外的热缩膜受热收缩并包裹住型材后,热缩膜的前端与型材的前端两者位置相适配。
7.作为本发明的更进一步改进,在热缩膜两个所述封口的部位之间进行裁切。
8.有益效果
9.与现有技术相比,本发明的型材热缩膜端部封口方法的优点为:
10.1、封口机构设置在封口装置支座上,并通过支座驱动机构随型材输送方向移动,则封口机构相对型材静止,此时对前后相邻型材之间的热缩膜进行封口,既不会损坏热缩膜,封口效果好,而且无需让型材停止,大幅节省包装时间,提高生产效率。
11.2、两个封口结构之间通过相对应的发热件相靠近,并让热缩膜局部受热融化粘在一起从而实现封口操作,结构简单。裁切结构可在封口过程时对热缩膜进行切断,避免后续靠前的热缩膜受热收缩时牵扯后面的热缩膜和型材,避免热缩膜被拉扯变形。
12.3、支座驱动机构采用丝杆与封口装置支座螺纹连接,位置控制更精确。
13.4、通过第一型材位置传感器和第二型材位置传感器分别获取靠后型材和靠前型材的到位时间,同时利用控制器调节第一型材输送机构和第二型材输送机构的输送速度,使前后型材输送速度基本一致。此外控制器还控制支座驱动机构和封口机构的动作,使封口机构能在正确的位置对热缩膜进行封口,封口后的热缩膜受热收缩时,热缩膜前后端与型材前后端位置相适配,包装效果好。
14.5、第一型材输送机构和第二型材输送机构均包括至少两个与套有热缩膜的型材表面接触的输送辊,型材通过输送辊输送不容易打滑,输送位置精度高。
15.6、型材和放卷后的热缩膜均穿过型材热缩膜套设装置,型材热缩膜套设装置利用两个侧板、顶板、第一底板和第二底板对热缩膜的导向作用即可让热缩膜从平面状逐渐绕成筒状并包裹在型材外侧,无需人工包裹,实现自动化生产。绕成筒状的热缩膜经过热缩膜封边结构时,热缩膜封边结构通过静电或超声波方式使热缩膜两侧边缘重合的部分贴合在一起,防止热缩膜重新展开,方便后续对热缩膜的封口裁切和热收缩等工序的进行。
16.7、侧板的第一斜边导向部、第一底板的第二斜边导向部和第二底板的第三斜边导向部能对热缩膜起到导向作用,同时减少阻力,防止热缩膜卡住或被划破。
17.通过以下的描述并结合附图,本发明将变得更加清晰,这些附图用于解释本发明的实施例。
附图说明
18.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
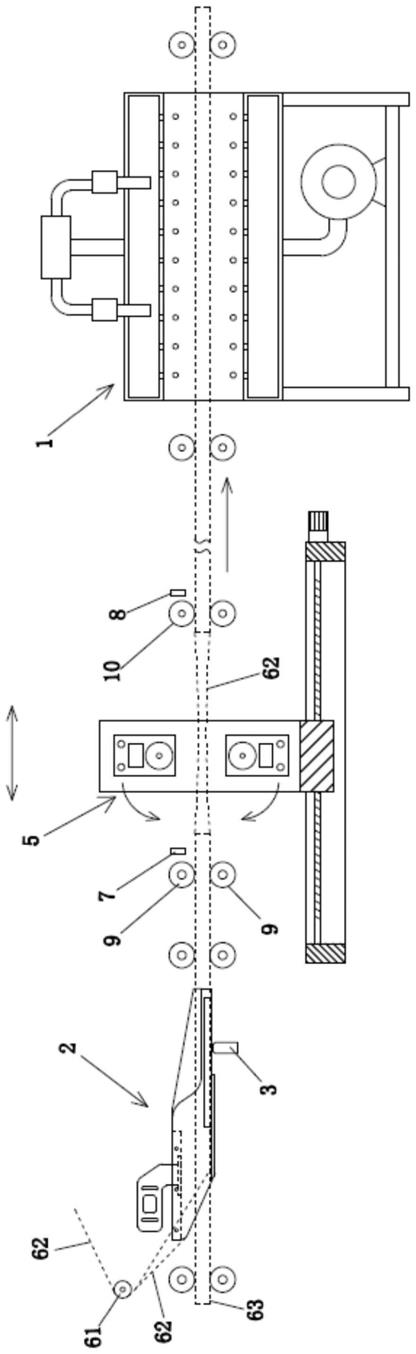
19.图1为型材包装生产线的主视图;
20.图2为型材热缩膜端部封口装置的主视剖视图;
21.图3为型材热缩膜端部封口装置的侧视剖视图;
22.图4为热缩膜封口位置示意图;
23.图5为型材热缩膜热收缩装置的主视剖视图;
24.图6为型材热缩膜热收缩装置的左视剖视图;
25.图7为进风管和发热结构的放大图;
26.图8为型材热缩膜套设装置的主视图;
27.图9为型材热缩膜套设装置的仰视图;
28.图10为型材热缩膜套设装置的俯视图;
29.图11为型材热缩膜套设装置的左视图。
具体实施方式
30.现在参考附图描述本发明的实施例。
31.实施例
32.本发明的具体实施方式如图1至图11所示,一种型材热缩膜端部封口装置,包括封口机构,封口机构设置在封口装置支座51上,封口机构的前后两侧分别设有第一型材输送
机构9和第二型材输送机构10。封口装置支座51连接有使其沿型材输送方向往复移动的支座驱动机构54。
33.封口机构包括两个分别设置在型材输送路径上下两侧的封口结构53。每个封口结构53均包括两个可朝型材上的热缩膜靠近和远离的发热件533,本实施例中,发热件533为电热管。两个封口结构53上的两个发热件533沿型材输送路径前后对应,当上下两条电热管靠近并将热缩膜62夹在中间时,热缩膜62局部受热融化粘在一起,从而实现封口。
34.封口结构53上还设有裁切结构534,裁切结构534位于同一封口结构53的两个发热件533之间。本实施例中,裁切结构534包括刀片和驱动刀片沿直线往复移动的气缸或电机。
35.本实施例中,封口结构53还包括旋转架531和旋转轴532,旋转架531通过旋转轴532与封口装置支座51转动连接。发热件533设置在旋转架531上。上、下侧封口结构53的发热件533通过旋转架531的旋转相互靠近和远离。此外,封口结构53也可以采用直线升降的方式使发热件533靠近或远离热缩膜62。
36.型材热缩膜端部封口装置还包括底座52。支座驱动机构54包括相联动的丝杆541和丝杆驱动装置542。丝杆541转动杆连接在底座52上,并与封口装置支座51螺纹连接。底座52上还连接有滑轨55,滑轨55与封口装置支座51滑动配合。
37.型材热缩膜端部封口装置还包括控制器。第一型材输送机构9的一侧设有第一型材位置传感器7,第二型材输送机构10的一侧设有第二型材位置传感器8。第一型材输送机构9、第一型材位置传感器7、第二型材输送机构10、第二型材位置传感器8、支座驱动机构54和封口机构均与控制器信号连接。第一型材输送机构9和第二型材输送机构10均包括至少两个与套有热缩膜的型材表面接触的输送辊。第一型材位置传感器7和第二型材位置传感器8可采用光电检测。
38.本实施例中,型材63的横截面为方形,输送辊分布在型材63的上下两侧并夹住型材63。输送辊采用橡胶辊,型材不容易打滑。
39.型材热缩膜端部封口方法如下,型材63套设有热缩膜62后不间断往前输送,前后相邻型材63之间留有间距,并通过封口机构对前后相邻型材63之间的热缩膜62进行封口,封口时让封口机构随型材63同速同向移动。
40.封口的部位包括两个,分别为靠前型材的热缩膜后端以及靠后型材的热缩膜前端。前后两个热缩膜的封口分别由上、下侧封口结构53对应的发热件533热压而成。靠前型材的热缩膜后端与靠前型材后端的距离为l1,靠后型材的热缩膜前端与靠后型材前端的距离为l2,l1>l2,如图4所示。
41.l1预留的长度能使型材外的热缩膜受热收缩并包裹住型材后,热缩膜的后端与型材的后端两者位置相适配。同样的,l2预留的长度也能使型材外的热缩膜受热收缩并包裹住型材后,热缩膜的前端与型材的前端两者位置相适配。
42.封口的同时,通过裁切结构534在热缩膜两个封口的部位之间进行裁切。
43.该型材热缩膜端部封口装置可单独使用,也可以使用在型材包装生产线中。如图1所示为一种型材包装生产线,包括型材热缩膜端部封口装置,还包括至少设置在型材热缩膜端部封口装置输入端或输出端一侧的第三型材输送机构。为保证输送的精确度,第三型材输送机构也采用输送辊组。
44.型材热缩膜端部封口装置的输入端前侧设有型材热缩膜套设装置2。型材热缩膜
套设装置2输入端前方设有热缩膜放卷结构,还设有热缩膜62放卷后的热缩膜导向辊61。型材热缩膜套设装置2包括两个侧板21、顶板24、第一底板22和第二底板23,两个侧板21、顶板24、第一底板22和第二底板23之间围成第二通道29。顶板24连接在两个侧板21的上部之间,第一底板22和第二底板23分别连接在两个侧板21下部。第一底板22位于第二底板23下方且两者之久留有间隙291,间隙291与第二通道29相连通。型材热缩膜套设装置2的后部下方设有热缩膜封边结构3。热缩膜封边结构3包括静电封边器或超声波焊接器。本实施例中,热缩膜封边结构3为静电封边器。型材热缩膜套设装置2上还包括位于第一底板22和第二底板23后方依次设置的开口26和型材支撑部28,型材支撑部28两侧分别与两个侧板21底部连接。热缩膜封边结构3位于型材热缩膜套设装置2的开口26下方。型材热缩膜套设装置2的顶板24上部连接有安装架27。
45.侧板21前侧设有第一斜边导向部25。第一底板22和第二底板23的前侧分别设有第二斜边导向部221和第三斜边导向部231。两个侧板21的第一斜边导向部25后端分别与第二斜边导向部221和第三斜边导向部231两者的前端连接。顶板24的前端边缘与两个第一斜边导向部25的前端基本平齐。
46.热缩膜62经过热缩膜导向辊61后,热缩膜62的中部伸入并穿过第二通道29,热缩膜62中部与顶板24的前端接触。热缩膜62的两侧在第二通道29的入口处分别绕过两侧的第一斜边导向部25并向上贴在侧板21外侧,热缩膜62其中一侧边缘沿该侧的侧板21外表面斜向下绕过侧板21下边缘,经第二底板23的下表面并位于间隙291内;热缩膜62另一边缘沿该侧的侧板21外表面斜向下绕过侧板21下边缘先经过第一底板22的下表面,再绕过第一底板22侧边缘并向上进入间隙291内,然后与热缩膜62另一侧边缘重叠。型材热缩膜套设装置2的输出端设有自主转动的输送辊,能将型材63和套设在外侧的热缩膜62一起往前输送。
47.使用时,利用自主转动的输送辊能将位于型材热缩膜套设装置2处的热缩膜62往型材63输送方向拉动,实现经过热缩膜导向辊8的热缩膜62在型材热缩膜套设装置2处逐渐形成筒状,并包裹在从型材热缩膜套设装置2的第二通道29穿过的型材63外侧。热缩膜62包裹在型材63外侧后并经过热缩膜封边结构3上方时,热缩膜封边结构3通过使热缩膜62两侧重叠的边缘产生静电并贴合在一起,防止热缩膜62散开。
48.型材热缩膜端部封口装置的输出端一侧设有型材热缩膜热收缩装置1。型材热缩膜热收缩装置1包括设置在型材输送路径外侧的热风喷口11。热风喷口11可以为单个,同时热风喷口11也可以设置成条形的环形喷口;此外,热风喷口11也可以为至少两个且绕型材输送路径布置,即各热风喷口11环绕呈环状,使型材横截面所在的环形受热空间受热均匀,或热风喷口11也可以呈螺旋状绕型材输送路径布置。热风喷口11采用点状喷射热风的方式,而本实施例中,热风喷口11为多个且绕型材输送路径布置。热风喷口11沿型材输送方向排列成多排,每排设有12个绕型材输送路径布置的热风喷口11。
49.本实施例中,型材热缩膜热收缩装置1还包括稳压箱体12,稳压箱体12的中部设有沿型材输送路径两端贯通的通道13。稳压箱体12上设有环绕通道13外侧布置的稳压内腔19,各热风喷口11设置在通道13的内壁上且均与稳压内腔19连通。稳压箱体12连接有进风管17。除本实施例外,各热风喷口11也可以设置在各自独立的喷气装置上。
50.进风管17的数量为两个且位于稳压箱体12不同位置,确保稳压箱体12各区域热风温度尽量一致,此外根据稳压箱体12大小,进风管17的数量可以设置两个以上或单个。进风
管17上设有发热结构18,本实施例中,发热结构18包括电热丝。风机14通过送风管15与进风管17连接,送风管15与进风管17之间设有电器盒16,电器盒16与发热结构18的电热丝电性连接,为电热丝供电,同时检测热风温度,将其控制在80
‑
140℃之间。稳压箱体12下方连接有箱体支架,风机14安装在稳压箱体12上。
51.型材热缩膜热收缩方法采用如下步骤:热风喷口11向套设在型材外侧的热缩膜表面吹热风,使热缩膜62受热收缩包裹型材63。热风喷口11朝热缩膜表面吹热风的区域长度短于型材63的长度。热风喷口11朝热缩膜表面吹热风时使型材与吹热风的区域沿型材长度方向相对移动。吹热风的区域环绕型材设置。
52.热风喷口11与型材的距离小于20cm。热风喷口11的出口热风温度为80
‑
140℃。热风喷口11与型材63的距离越小,热风从喷出到接触热缩膜62之间的热量散失就越少,更节能,而温度的选择可根据型材63的移动速度和热缩膜62的受热收缩特性进行选择。
53.吹热风的区域其风量为50
‑
400立方米/小时。本实施例中风量为210立方米/小时,可满足截面宽度在10cm左右的型材63的热缩膜收缩,此时稳压箱体12的长度(吹热风的区域长度)为1m左右,热风喷口11与型材的距离约为10
‑
15cm之间。型材与吹热风的区域相对移动的速度为5cm/s
‑
50cm/s,本实施例中,将型材的输送速度控制在10cm/s左右。此外,根据热风的温度和热缩膜收缩所需热量,吹热风的区域其长度可以在1cm
‑
150cm范围内设置。
54.具体的,先在型材63外侧套上筒状的热缩膜62,然后将两者沿型材63的长度方向以相对稳定的速度穿过稳压箱体12的通道13。热风喷口11喷出的热风直接作用在热缩膜62上让热缩膜62快速受热并收缩,从而让热缩膜62紧密包裹在型材63的外表面。
55.以上结合最佳实施例对本发明进行了描述,但本发明并不局限于以上揭示的实施例,而应当涵盖各种根据本发明的本质进行的修改、等效组合。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1