一种陶瓷片生产输送设备的制作方法
1.本发明涉及陶瓷片输送领域,具体地为一种陶瓷片生产输送设备。
背景技术:
2.目前,电子陶瓷片冲压成形后直接人工将其运送到下一工序,然后手工将电子陶瓷片按其形状摆放到规定位置,或者通过震动盘将电子陶瓷片按相同的方向排列输送到预定位置。其中,在震动盘输送过程可能对电子陶瓷片造成损坏,且通过手工摆放过程增加劳动力负担,提高人工成本,而且摆放位置的间距和方位都容易产生误差。
技术实现要素:
3.本发明所要解决的技术问题是,提供一种陶瓷片生产输送设备。
4.为了解决这一技术问题,本发明采用以下技术方案:
5.一种陶瓷片生产输送设备,包括输送机、设置在所述输送机左侧的第一生产输送装置、第二生产输送装置和右侧的第三生产输送装置、第四生产输送装置、以及设置在所述输送机一侧并位于所述第一输送装置和第二生产输送装置或第三生产输送装置和第四生产输送装置之间的机械手,其中,所述第一生产输送装置、所述第二生产输送装置、所述第三生产输送装置和所述第四生产输送装置均包括压片机和陶瓷片输送装置,所述陶瓷片输送装置包括底座、设置在所述底座一侧并与所述压片机的压片台处于同一水平面的输送组件、设置在所述底座上、并位于所述输送组件一端的接收组件以及设置在所述输送组件下方、并与接收组件并列设置的限位组件。
6.在一个实施方式中,所述输送机包括机架、并列设置在所述机架上的第一输送装置和第二输送装置;所述第一输送装置包括并列第一链条导轨和第二链条导轨,其中,所述第一链条导轨和所述第二链条导轨一端固定设置有带动所述第一链条导轨和所述第二链条导轨运行的第一转动电机。
7.在一个实施方式中,第二输送装置包括对称设置第一链条输送组件和第二链条输送组件,所述第一链条输送组件和所述第二链条输送组件均包括并列设置的第三链条导轨和第四链条导轨,其中,所述第三链条导轨和第四链条导轨一端固定设置有带动所述第三链条导轨和第四链条导轨运行的第二转动电机。
8.在一个实施方式中,所述第三链条导轨和所述第四链条导轨远离所述第二转动电机的一端上设置有夹持组件,所述夹持组件包括设置在所述第三链条导轨上的第一伸缩气缸和所述第四链条导轨上的第二伸缩气缸,所述第一伸缩气缸和所述第二伸缩气缸对称设置,且所述第一伸缩气缸和所述第二伸缩气缸的输出轴固定设置有l形支撑板,所述第一伸缩气缸和所述第二伸缩气缸的输出轴上的l形支撑板上设置有托盘。
9.在一个实施方式中,所述所述第三链条导轨和所述第四链条导轨底部固定设置有将托盘支撑的第三伸缩气缸,所述第三链条导轨和所述第四链条导轨靠近所述第二转动电机的一端固定设置有限位板,所述限位板固定设置在所述所述第三链条导轨和所述第四链
条导轨之间。
10.在一个实施方式中,所述输送组件包括固定设置在所述底座侧面的竖向支撑杆、固定设置在所述竖向支撑杆顶部的皮带输送机,所述皮带输送机的一端与所述压片机的压片台处于同一水平面、并与所述压片机的压片台相抵触。
11.在一个实施方式中,所述接收组件包括设置在所述底座上的第一横向滑轨组、设置在所述第一横向滑轨组上的第一滑板、设置在所述第一滑板上的第二横向滑轨组、设置所述第二横向滑轨组上的第二滑板、设置在所述第二滑板上、并位于所述皮带输送机下方的接收板以及设置在所述接收板上、并位于所述皮带输送机下方的接收柱。
12.在一个实施方式中,所述接收板朝向所述皮带输送机的侧面上固定设置有与所述接收柱平行的限位板。
13.在一个实施方式中,所述限位组件包括设置在所述底座上的纵向滑轨组,所述纵向滑轨组上设置有纵向滑板,所述纵向滑板上设置有竖向固定板和第三转动电机,所述竖向固定板朝向所述接收柱方向的侧面上固定设置有竖向滑轨和竖向螺杆,其中,所述竖向滑轨上设置有滑块,所述螺杆上设置有螺纹块,所述滑块通过固定块与所述螺纹块固定连接,且所述固定块朝向所述接收柱方向的侧面上固定设置有与所述接收柱配合接收陶瓷片的支撑件。
14.在一个实施方式中,所述螺杆的底端固定设置有第一皮带轮,所述第三转动电机的输出轴穿过所述纵向滑板固定连接有第二皮带轮,所述第一皮带轮通过皮带与所述第二皮带轮皮带转动。
15.与现有技术相比较,本发明的有益效果如下:
16.1.本发明通过输送机的左侧设置有第一生产输送装置、第二生产输送装置和右侧的第三生产输送装置、第四生产输送装置、以及设置在所述输送机一侧并位于所述第一输送装置和第二生产输送装置或第三生产输送装置和第四生产输送装置之间的机械手,且所述第一生产输送装置、所述第二生产输送装置、所述第三生产输送装置和所述第四生产输送装置均包括压片机和陶瓷片输送装置,从而压片机将陶瓷片冲压成形后通过陶瓷片输送装置将压片机上的陶瓷片输送并收集摆列好,然后通过机械手的设置,将第一生产输送装置、所述第二生产输送装置、所述第三生产输送装置和所述第四生产输送装置收集摆列好陶瓷片抓取并放置在输送机上,然后输送至下一个工序,由此解决了陶瓷片通过手工摆放过程增加劳动力负担和提高人工成本以及在摆放位置的间距和方位容易产生误差的问题。
附图说明
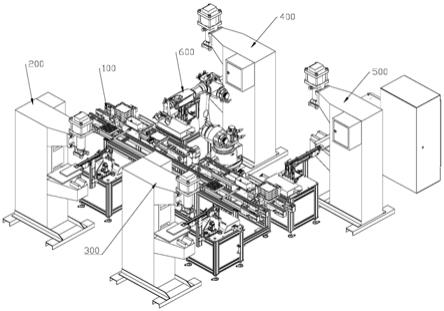
17.图1为本发明的整体结构示意图。
18.图2为本发明输送装置的左侧立体结构示意图。
19.图3为本发明输送装置的右侧立体结构示意图。
20.图4为本发明陶瓷片输送装置的右侧立体结构示意图。
21.图5为本发明陶瓷片输送装置的左侧立体结构示意图。
22.图6为本发明底座的左侧立体结构示意图。
23.图7为本发明底座的右侧立体结构示意图。
24.图8为本发明的输送机的右侧立体结构示意图。
25.图9为本发明的输送机的左侧立体结构示意图。
26.图10为本发明链条输送组件结构示意图。
27.图11为本发明机械手的托盘夹持件结构示意图。
28.图12为本发明机械手的陶瓷片夹持件结构示意图。
29.图中:100、输送机,110、机架,120、第一输送装置,121、第一链条导轨,122、第二链条导轨,123、第一转动电机,150、第二输送装置,151、第一链条输送组件,152、第二链条输送组件,153、第三链条导轨,154、第四链条导轨,155、第二转动电机,156、第一伸缩气缸,157、第二伸缩气缸,158、l形支撑板,159、托盘,160、第三伸缩气缸,161、限位板,200、第一生产输送装置,210、压片机,220、陶瓷片输送装置,221、底座,230、输送组件,231、竖向支撑杆,232、皮带输送机,233、,240、接收组件,241、第一横向滑轨组,242、第一滑板,243、第二横向滑轨组,244、第二滑板,245、接收板,246、接收柱,247、限位板,250、限位组件,251、纵向滑轨组,252、纵向滑板,253、竖向固定板,254、第三转动电机,255、竖向滑轨,256、螺杆,257、滑块,258、螺纹块,259、固定块,260、支撑件,300、第二生产输送装置,400、第三生产输送装置,500、第四生产输送装置,600、机械手,610、陶瓷片夹持件,620、托盘夹持件。
具体实施方式
30.为使本发明要解决的技术问题、技术方案和优点更加清楚,下面将结合附图及具体实施例进行详细描述。在下面的描述中,提供诸如具体的配置和组件的特征细节仅仅是为了帮助全面理解本发明的实施例。因此,本领域技术人员应该清楚,可以对这里描述的实施例进行各种改变和修改而不脱离本发明的范围和精神。另外,为了清楚和简洁,省略了对已知功能和构造的描述。
31.应理解,说明书通篇中提到的“一个实施例”或“一实施例”意味着与实施例有关的特定特征、结构或特性包括在本发明的至少一个实施例中。因此,在整个说明书各处出现的“在一个实施例中”或“在一实施例中”未必一定指相同的实施例。此外,这些特定的特征、结构或特性可以任意适合的方式结合在一个或多个实施例中。
32.在本发明的各种实施例中,应理解,下述各过程的序号的大小并不意味着执行顺序的先后,各过程的执行顺序应以其功能和内在逻辑确定,而不应对本发明实施例的实施过程构成任何限定。
33.应理解,本文中术语“和/或”,仅仅是一种描述关联对象的关联关系,表示可以存在三种关系,例如,a和/或b,可以表示:单独存在a,同时存在a和b,单独存在b这三种情况。另外,本文中字符“/”,一般表示前后关联对象是一种“或”的关系。
34.在本技术所提供的实施例中,应理解,“与a相应的b”表示b与a相关联,根据a可以确定b。但还应理解,根据a确定b并不意味着仅仅根据a确定b,还可以根据a和/或其它信息确定b。
35.本发明提供一种陶瓷片生产输送设备。
36.如图1所示,一种陶瓷片生产输送设备,包括输送机100、第一生产输送装置200、第二生产输送装置300、第三生产输送装置400和第四生产输送装置500以及机械手600,其中,所述第一生产输送装置200和第二生产输送装置300设置在所述输送机100左侧,所述第三生产输送装置400和第四生产输送装置500设置在所述输送机100右侧,所述机械手600设置
在所述输送机100右侧并位于所述第三生产输送装置400和第四生产输送装置500之间;具体地,所述第一生产输送装置200、第二生产输送装置300、第三生产输送装置400和第四生产输送装置500结构均相同,更具体地,所述第一生产输送装置200和第二生产输送装置300与所述第三生产输送装置400和第四生产输送装置500对称设置在所述输送机100两侧,从而通过机械手600能够将第一生产输送装置200、第二生产输送装置300、第三生产输送装置400和第四生产输送装置500上的陶瓷片抓取并放置在输送机100上,然后通过输送机100输送至下个工序。
37.进一步地如图2
‑
3所示,所述第一生产输送装置200、所述第二生产输送装置300、所述第三生产输送装置400和所述第四生产输送装置500均包括压片机210和陶瓷片输送装置220,其中,压片机210用于将陶瓷片冲压成形,所述陶瓷片输送装置220用于将冲压成形的陶瓷片从而压片机的压片台上输送并收集摆列。
38.进一步地如图4
‑
5所示,所述陶瓷片输送装置220包括底座221、输送组件230、接收组件240和限位组件250,所述输送组件230设置在所述底座221一侧并与所述压片机210的压片台处于同一水平面;所述接收组件240设置在所述底座221上、并位于所述输送组件230一端的;所述限位组件250设置在所述输送组件230下方、并与接收组件240并列设置。
39.进一步地如图6
‑
7所示,所述输送组件230包括竖向支撑杆231和皮带输送机232,所述竖向支撑杆231固定设置在所述底座221朝向所述压片机210方向的侧面上,所述皮带输送机232固定设置在所述竖向支撑杆231顶部,具体地,所述皮带输送机232与所述竖向支撑杆231垂直设置,且所述皮带输送机232输入的与所述压片机210的压片台处于同一水平面、并与所述压片机210的压片台相抵触,从而压片机210将陶瓷片冲压成形,然后通过皮带输送机232将冲压成形好的陶瓷片从压片机210的压片台上输送至接收组件240上。
40.进一步地,所述皮带输送机232的两侧设置有导轨233,所述导轨233两端均延伸出所述皮带输送机232的两端。
41.在一个实施方式中,从皮带输送机232靠近压片机210一端至远离压片机210的一端上的两根导轨233逐渐靠拢;所述皮带输送机232远离所述压片机210的一端上设置有压片气缸234,所述压片气缸234的输出端朝向所述皮带输送机232,从而通过压片气缸234的伸缩能够使得陶瓷片能够在皮带输送机232上平稳输送。
42.进一步地,所述接收组件240包括设置在所述底座221上的第一横向滑轨组241、设置在所述第一横向滑轨组241上的第一滑板242、设置在所述第一滑板242上的第二横向滑轨组243、设置所述第二横向滑轨组243上的第二滑板244、设置在所述第二滑板244上、并位于所述皮带输送机232下方的接收板245以及设置在所述接收板245上、并位于所述皮带输送机232下方的接收柱246,具体地,所述接收柱246至少为三根,三根接收柱246垂直设置在所述接收板245顶部,且至少一根接收柱246位于所述皮带输送机232的正下方,更具体地,所述接收柱246与所述皮带输送机232平齐。
43.在一个实施方式中,所述接收快245内设置有伸缩气缸,从而接收快245上的三根接收柱246通过伸缩气缸的伸缩,能够调节三根接收柱246的间距。
44.进一步地,所述接收组件240还包括与所述第一滑板242一端固定连接的第一横向伸缩气缸248、与所述第二滑板244一端固定连接的第二横向伸缩气缸249,从而通过第一横向伸缩气缸248的伸缩能够控制第一滑板242在第一横向滑轨组241上做横向移动;通过第
二横向伸缩气缸249的伸缩能够控制第二滑板244在第一滑板242上做横向移动;从而通过第一横向伸缩气缸248和第二横向伸缩气缸249的伸缩控制接收板245上的接收柱246能够接收皮带输送机232输送的陶瓷片。
45.进一步地,所述接收板245朝向所述皮带输送机232的侧面上固定设置有与所述接收柱246平行的限位板247,具体地,所述限位板247与所述接收柱246相贴合,且所述限位板247从所述接收柱246底部延伸至所述接收柱246的二分之一处。
46.进一步地,所述限位组件250包括设置在所述底座221上的纵向滑轨组251,具体地,所述纵向滑轨组251与所述第一横向滑轨组241垂直设置。
47.进一步地,所述纵向滑轨组251上设置有纵向滑板252,所述底座221上设置有与所述纵向滑板252固定连接的第三伸缩气缸,从而通过第三伸缩气缸的伸缩控制纵向滑板252在纵向滑轨组251上运行。
48.进一步地,所述纵向滑板252上设置有竖向固定板253和第三转动电机254,所述竖向固定板253朝向所述接收柱246方向的侧面上固定设置有并列的竖向滑轨255和竖向螺杆256,其中,所述竖向滑轨255上设置有滑块257,所述螺杆256上设置有螺纹块258,所述滑块257通过固定块259与所述螺纹块258固定连接,具体地,所述螺杆256两端通过轴承座固定设置在竖向固定板253上,且所述螺杆256的下端穿过轴承座固定连接有第一皮带轮;所述第三转动电机254的输出轴穿过所述纵向滑板252固定连接有第二皮带轮,所述第一皮带轮通过皮带与所述第二皮带轮皮带转动,从而通过第三转动电机254的转动,带动固定块259在螺杆256和竖向滑轨255上做上下运动。
49.进一步地,所述固定块259朝向所述接收柱246方向的侧面上固定设置有与所述接收柱246配合接收陶瓷片的支撑件260,具体地如图所示,所述支撑件260呈“z”状,且所述支撑件260的顶部设置有与所述支撑件260垂直并朝向所述接收柱246方向的凹形夹持块,所述夹持块与所述接收柱246相匹配。从而当皮带输送机232将冲压成形好的陶瓷片输送至接收组件240时,接收组件240中的第一横向伸缩气缸247和第二伸缩气缸248控制接收柱246位于所述皮带输送机232的一端并接收陶瓷片,同时限位组件250中的第三伸缩气缸的运行控制支撑件260上的夹持块夹住接收柱246,然后通过第三转动电机254的运行,控制夹持块在接收柱246上往上上升,使得接收柱246方便接收陶瓷片。
50.此外,所述接收组件240还包括将接收组件240盖住的盖板。
51.进一步地如图8
‑
9所示,所述输送机100包括机架110、并列设置在所述机架110上的第一输送装置120和第二输送装置150;所述第一输送装置120包括并列第一链条导轨121和第二链条导轨122,其中,所述第一链条导轨121和所述第二链条导轨122一端固定设置有带动所述第一链条导轨121和所述第二链条导轨122运行的第一转动电机123。
52.进一步地,第二输送装置150包括对称设置第一链条输送组件151和第二链条输送组件152,所述第一链条输送组件151和所述第二链条输送组件152均包括并列设置的第三链条导轨153和第四链条导轨154,其中,所述第三链条导轨153和第四链条导轨154一端固定设置有带动所述第三链条导轨153和第四链条导轨154运行的第二转动电机155。
53.进一步地,所述第三链条导轨153和所述第四链条导轨154远离所述第二转动电机155的一端上设置有夹持组件,所述夹持组件包括设置在所述第三链条导轨153上的第一伸缩气缸156和所述第四链条导轨154上的第二伸缩气缸157,具体地,所述第一伸缩气缸156
和所述第二伸缩气缸157对称设置,且所述第一伸缩气缸156和所述第二伸缩气缸157的输出轴固定设置有l形支撑板158,更具体地,所述第一伸缩气缸156和所述第二伸缩气缸157的输出轴上的l形支撑板158上设置有托盘159;所述托盘159为若干个,若干个托盘159能够叠加一起,从而若干个托盘159放置在所述第一伸缩气缸156和所述第二伸缩气缸157输出轴上的l形支撑板158上。
54.进一步地,所述第一伸缩气缸156和所述第二伸缩气缸157对称设置在所述第三链条导轨153和所述第四链条导轨154上方,且所述第一伸缩气缸156和所述第二伸缩气缸157与所述第三链条导轨153和所述第四链条导轨154之间存在一个托盘159的间隙。
55.进一步地如图10所示,所述所述第三链条导轨153和所述第四链条导轨154底部固定设置有将托盘159支撑的第四伸缩气缸160,所述第三链条导轨153和所述第四链条导轨154靠近所述第二转动电机155的一端固定设置有限位板161,所述限位板161固定设置在所述所述第三链条导轨153和所述第四链条导轨154之间;当需要托盘159放置陶瓷片时,通过第三伸缩气缸160的伸缩将若干个托盘159顶起,然后第一伸缩气缸156和第二伸缩气缸157收缩,使得若干个托盘159被第三伸缩气缸160顶起,再通过第三伸缩气缸160收缩使得若干个托盘159中最底下的托盘159处于第三链条导轨153和所述第四链条导轨154上,然后通过第一伸缩气缸156和第二伸缩气缸157延伸将若干个托盘159夹住,最后通过第三伸缩气缸160的收缩使得其中一个托盘159在第三链条导轨153和所述第四链条导轨154上输送,并输送至限位板161处,然后通过机械手600将托盘抓住,并放置到第一链条导轨121和第二链条导轨122上进行输送。
56.进一步地如图11
‑
12所示,所述机械手600包括用于夹住陶瓷片的陶瓷片夹持件610和用于夹住托盘的托盘夹持件620。
57.最后应说明的是:以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明技术方案进行了详细的说明,本领域的技术人员应当理解,其依然可以对前述实施例所记载的技术方案进行修改,或者对其中部分技术特征进行同等替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神与范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1