一种石棉纸粘贴方法及装置与流程
1.本发明涉及石棉纸加工技术领域,尤其涉及一种石棉纸粘贴方法及装置。
背景技术:
2.目前,由于人力成本的不断上升,机械设备替代人工自动化生产、智能化生产已是生产制造类行业的大趋势。在锂电池行业,经常需要用到石棉纸用以保护电花火头组件及绝缘。但由于石棉纸本身的特性,目前石棉纸组件的粘贴主要由人工来完成,尤其对于军工、航天、航空类的产品,这类产品往往呈现多批次、小批量、多型号的特点。此类型的石棉纸体积较小,直径从φ20mm
‑
φ90mm的产品就有十几种,其石棉纸分为三种,一种呈圆状、一种呈圆形开口状、一种为扇形小纸片。石棉纸由冲床冲压而成,厚度为1mm;易分层、易吸水气受潮、且极易变形。因此,需要自动化设备兼容更多产品替代人工操作。
3.传统人工粘贴石棉纸组件的方式,其存在以下几个方面的缺陷:(1)人工粘贴,劳动强度大、效率低,当前工人粘贴效率为40s~60s/每个。(2)涂胶均匀性无法保证,当前石棉纸粘贴主要用水玻璃粘贴,人工用毛笔涂抹时无法保证石棉纸上胶液的均匀性。(3)粉尘危害,石棉纸易产生粉尘,长期吸入石棉纸粉尘有致癌隐患,影响操作者身体健康。
技术实现要素:
4.基于背景技术存在的技术问题,本发明提出一种石棉纸粘贴方法和装置,可有效提高劳动效率,保证了产品的平整度。
5.一种石棉纸粘贴方法,包括如下方法步骤:
6.s1:将第一片圆形石棉纸的上表面涂胶;
7.s2:在圆形石棉纸的上表面粘贴开口石棉纸;
8.s3:在圆形石棉纸的上表面且位于开口石棉纸的开口处粘贴扇形石棉纸;
9.s4:在s3中制得的石棉纸上表面涂胶;
10.s5:在s4中制得的石棉纸上表面粘贴第二片圆形石棉纸。
11.优选地,所述开口石棉纸的开口处形状与所述扇形石棉纸的形状相匹配,所述扇形石棉纸的径向长度小于所述开口石棉纸半径的长度。
12.优选地,所述开口石棉纸与所述扇形石棉纸所构成的圆形与所述圆形石棉纸大小相匹配。
13.优选地,所述第一片圆形石棉纸与所述第二片圆形石棉纸之间可粘贴至少两层由所述开口石棉纸与所述扇形石棉纸组成的石棉纸层。
14.一种石棉纸粘贴装置,包括圆形石棉纸上料模块、涂胶转换模块、涂胶模块、开口石棉纸粘贴模块、扇形石棉纸上料模块、四轴机械手;
15.所述四轴机械手用于从所述圆形石棉纸上料模块中吸取圆形石棉纸放置在所述涂胶转换模块上;
16.所述涂胶转换模块用于将圆形石棉纸传送至所述涂胶模块;
17.所述涂胶模块用于对圆形石棉纸上表面涂胶;
18.所述开口石棉纸粘贴模块用于将开口石棉纸放置于已涂胶的圆形石棉纸的上表面;
19.所述四轴机械手从所述扇形石棉纸上料模块上吸取扇形石棉纸放置在已涂胶的圆形石棉纸的上表面
20.优选地,所述涂胶转换模块中包括粘贴位和涂胶,所述粘贴位和涂胶可180
°
转换用于将石棉纸传输至所述涂胶模块进行涂胶。
21.优选地,所述开口石棉纸粘贴模块电性连接开口石棉纸上料模块。
22.优选地,所述扇形石棉纸上料模块电性连接视觉定位组件用于扇形石棉纸片定位抓取及粘贴角度抓取。
23.优选地,还包括收料模块,所述四轴机械手将制备完成的石棉纸吸取放置于所述收料模块。
24.由本发明提出的一种石棉纸粘贴装置制得一种石棉纸。
25.本发明中的有益效果:
26.本发明提出一种石棉纸粘贴方法和装置,可提高粘贴效率,节约人力降低劳动强度,同时避免了粉尘危害;此外该石棉纸粘贴装置能够保证涂胶均匀,装置中的扇形石棉纸上料模块具有视觉定位识别功能,用于扇形石棉纸片的定位抓取及粘贴角度抓取,可以兼容多种型号的产品。
27.本发明提出一种石棉纸粘贴方法和装置制得的石棉纸可以对电发火头组件起到保护作用,适用于不同大小的电发火头组件。
附图说明
28.附图用来提供对本发明的进一步理解,并且构成说明书的一部分,与本发明的实施例一起用于解释本发明,并不构成对本发明的限制。在附图中:
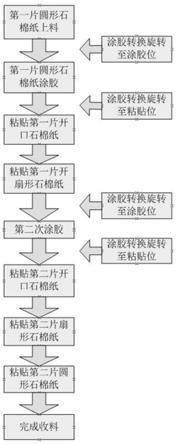
29.图1为一种石棉纸粘贴方法的流程示意图;
30.图2为一种石棉纸粘贴设备的平面布局图;
31.图3为石棉纸与电发火头组件组装示意图一;
32.图4为石棉纸与电发火头组件组装示意图二;
33.图5为扇形石棉纸示意图;
34.图6为电发火头组件的结构示意图。
35.图中:1
‑
圆形石棉纸上料模块、2
‑
涂胶转换模块、201
‑
粘贴位、202
‑
涂胶位、3
‑
涂胶模块、4
‑
开口石棉纸粘贴模块、401
‑
开口石棉纸上料模块、5
‑
扇形石棉纸上料模块、501
‑
视觉定位组件、6
‑
收料模块、7
‑
四轴机械手、8
‑
电发火头组件、801
‑
电发火头、802
‑
引脚、9
‑
圆形石棉纸、10
‑
开口石棉纸、11
‑
扇形石棉纸。
具体实施方式
36.下面结合具体实施例对本发明作进一步解说。
37.实施例1
38.参照图2,一种石棉纸粘贴装置,包括圆形石棉纸上料模块1、涂胶转换模块2、涂胶
模块3、开口石棉纸粘贴模块4、扇形石棉纸上料模块5、四轴机械手7;四轴机械手7用于从圆形石棉纸上料模块1中吸取圆形石棉纸9放置在涂胶转换模块2上;涂胶转换模块2用于将圆形石棉纸9传送至涂胶模块3;
39.涂胶模块3用于对圆形石棉纸9上表面涂胶;开口石棉纸粘贴模块4用于将开口石棉纸10放置于已涂胶的圆形石棉纸9的上表面;四轴机械手7从扇形石棉纸上料模块5上吸取扇形石棉11纸放置在已涂胶的圆形石棉纸9的上表面;
40.涂胶转换模块2中包括粘贴位201和涂胶202,粘贴位201和涂胶202可180
°
转换用于将石棉纸传输至涂胶模块3进行涂胶,当涂胶结束后,涂胶转换模块2将石棉纸复位。
41.开口石棉纸粘贴模块4电性连接开口石棉纸上料模块401。扇形石棉纸上料模块5电性连接视觉定位组件501,用于扇形石棉纸片11的定位抓取及粘贴角度抓取。
42.该装置还包括收料模块6,四轴机械手7将制备完成的石棉纸吸取放置于收料模块6。该装置中圆形石棉纸上料模块1、涂胶转换模块2、涂胶模块3、开口石棉纸粘贴模块4、扇形石棉纸上料模块5、收料模块6和四轴机械手7均电性连接。
43.实施例2
44.参照图1,一种石棉纸粘贴方法,本实施例中制备一种石棉纸,在第一片圆形石棉9与第二片圆形石棉纸9之间可粘贴两层由开口石棉纸10与扇形石棉纸11组成的中间层石棉纸层。
45.s1:准备工作:将冲床冲好的圆形石棉纸9放置在圆形石棉纸上料模块1上;
46.s2:第一片圆形石棉纸上料:通过四轴机械手7从圆形石棉纸上料模块1吸取圆形石棉纸9放置在涂胶转换模块2的粘贴位201;
47.s3:涂胶周转:涂胶转换模块2旋转180
°
后,圆形石棉纸9转换至涂胶位202,由涂胶模块3在圆形石棉纸9的上表面进行涂胶;
48.s4:第一片开口石棉纸上料粘贴:当s3完成后,圆形石棉纸9转换至粘贴位201;开口石棉纸上料粘贴模块4从开口石棉纸上料模块401上吸取开口石棉纸10粘贴在圆形石棉纸9的上表面;
49.s5:第一片扇形石棉纸上料粘贴:当s4完成后,四轴机械手7从扇形石棉纸上料模块5上吸取扇形石棉纸11并将其粘贴在圆形石棉纸9上表面且位于开口石棉纸10的开口处;
50.s6:第二次涂胶:当s5完成后,涂胶转换模块2旋转180
°
至涂胶位202后,由涂胶模块3涂胶;
51.s7:粘贴第二片开口石棉纸:s6完成后,涂胶转换模块2换至粘贴位201,开口石棉纸上料粘贴模块4吸取开口石棉纸10粘贴在第一片开口石棉纸10上;
52.s8:粘贴第二片扇形石棉纸:s7完成后,四轴机械手7从扇形石棉纸上料模块5上吸取扇形石棉纸11并将其粘贴在第二片开口石棉纸10的开口处;
53.s9:第三次涂胶:待第二片开口石棉纸10及第二片扇形石棉纸11粘贴完成,涂胶转换模块2旋转180
°
至涂胶位,涂胶模块3涂胶;
54.s10:第二片圆形石棉纸粘贴、收料:涂胶转换模块2旋转180
°
至粘贴位,四轴机械手7至圆形石棉纸上料模块1吸取圆形石棉9粘贴,并将完成的产品放置收料模块6.
55.实施例3
56.参照图3
‑
6,石棉纸包括上下两片圆形石棉纸9、中间是由开口石棉纸10和扇形石
棉纸11拼接而成的中间层石棉纸。开口石棉纸10的开口处形状与扇形石棉纸11的形状相匹配,开口石棉纸10与扇形石棉纸11所构成的圆形与圆形石棉纸9大小一致,又由于扇形石棉纸11的径向长度l1小于开口石棉纸10半径的长度,则扇形石棉纸11和开口石棉纸10之间的间隙可放置电发火头组件8。
57.电发火头组件8的电发火头801置于开口石棉纸10的开口中间,其引脚802经扇形石棉纸片分隔开,石棉纸起到绝缘及保护的作用;由于电发火头组件8的大小不同,所以扇形石棉纸11的大小不同、开口石棉纸10的开口尺寸不同,视觉识别上料模块5及视觉定位组件501可适应所有不同大小扇形石棉纸11的定位抓取及粘贴角度抓取。本发明制备的石棉纸制备完成后,将外侧的圆形石棉纸9撕开一半,然后将电发火头组件8放置在扇形石棉纸11和开口石棉纸10之间的间隙,再盖上圆形石棉纸9即可。
58.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1