基于输送机或斗提机的防破碎卸料方法与流程
1.本发明涉及散料输送,尤其是涉及一种基于输送机或斗提机的防破碎卸料方法。
背景技术:
2.对于散料(如粮食和焦炭等)输送系统中的带式输送机和斗式提升机来说,抛料罩和抛料的夹角是此类输送设备输送过程中出现物料破碎的主要原因。为此,在设计时往往要求抛料罩和抛料落料的夹角控制在15
°
以内,达到降低物料破碎率的目的。然而,由于技术和安装空间的限制,现有带式输送机和斗式提升机的抛料罩大多竖直设置,抛料罩和卸料轨迹的夹角往往较大,在抛料时物料撞击抛料罩的冲击力度大,导致物料破碎严重,还存在较大的撞击噪音,还在一定程度缩短了抛料罩的更换周期,增加了维护成本。因而,如何使抛料罩和抛料落料的夹角最大限度地减少是本行业需要解决的重要问题。
技术实现要素:
3.有鉴于此,本发明提供了一种基于输送机或斗提机的防破碎卸料方法,解决了输送机和斗提机抛料过程中碎料严重的问题。
4.为实现上述目的,本发明采取下述技术方案:本发明所述的用于散料输送的防破碎卸料方法,采用了专用的防碎料结构,所述防碎料结构固定安装在所述输送机或斗提机的头部,其包括头部箱体,具有一呈弧形结构的抛料罩,且所述抛料罩位于抛料方向的前方;耐磨单元,所述耐磨单元为弧形结构,耐磨单元贴固在头部箱体的内侧壁上;其中,抛料罩和耐磨单元均呈弧形结构,使物料沿着抛料罩顺流而下;所述防破碎卸料方法,包括以下内容:第一步,根据倾斜角度、运行速度、头部滚筒直径和头部滚筒对质点的支撑力,确定物料的抛卸点和卸料轨迹;第二步,根据第一步中的卸料轨迹,确定抛料罩的弯曲度,使抛料罩和卸料轨迹之间的抛料角小于10
°
;第三步,根据第二步中的抛料罩,确定耐磨单元的弯曲度,将耐磨单元固定安装在抛料罩的内侧壁上,完成耐磨单元和抛料罩的连接作业;第四步,将耐磨单元和抛料罩固定安装在头部箱体的前方,且,抛料罩位于卸料轨迹的前方。
5.所述耐磨单元为固连在所述抛料罩内侧壁上的分体式耐磨衬板,还可以是固连在所述抛料罩内壁上的一体式耐磨衬板。在实际安装时,可根据耐磨衬板的材质确定耐磨衬板采用分体式还是一体式结构,如当采用具有一定柔性的聚乙烯衬板时,耐磨衬板可以采用一体式结构;当采用硬度较高的耐磨材质时,耐磨衬板可采用分体式结构,可由多块耐磨衬块拼成,满足客户的不同要求。
6.采用上述技术方案,所取得的有益效果是:
本发明解决了带式输送机和斗式提升机因物料撞击力大引起的破碎现象,具体地:抛料罩和耐磨单元均为弧形结构,使卸料轨迹和抛料罩之间的夹角尽可能地减少,物料由撞击抛料罩上的耐磨单元改为顺流而下,物料下落时的撞击力度大大减小,不仅降低了物料的破碎率,还能够降低由撞击引起的噪音,改善工作环境,还延长了耐磨单元的使用寿命,进而延长了耐磨单元的更换周期。
附图说明
7.为了更清楚地说明本发明实施例的技术方案,下文中将对本发明实施例的附图进行简单介绍。其中,附图仅仅用于展示本发明的一些实施例,而并非将本发明的全部实施例限制于此。
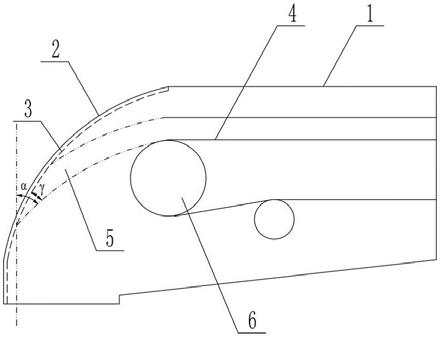
8.图1是本发明的结构示意图。
9.图2是输送机水平安装时物料的卸料轨迹示意图。
10.图3是输送机倾斜安装时物料的卸料轨迹示意图(运行速度较快)。
11.图4是输送机倾斜安装时物料的卸料轨迹示意图(运行速度较慢)。
12.图中相应附图标记所对应的组成部分的名称为:1
‑
头部箱体;2
‑
抛料罩;3
‑
耐磨单元;4
‑
皮带;5
‑
卸料轨迹;6
‑
头部滚筒。
具体实施方式
13.下面结合附图对本发明的实施例作详细说明,本实施例在以本发明技术方案为前提下进行实施,给出了详细的实施方式和具体的操作过程,但本发明的保护范围不限于下述实施例。
14.如图1所示,本发明所述的基于输送机或斗提机的防破碎卸料方法,采用了专用的防碎料结构,防碎料结构固定安装在输送机或斗提机的头部,其包括头部箱体1,具有一呈弧形结构的抛料罩2,且抛料罩2位于抛料方向的前方;耐磨单元3,固连在抛料罩2的内侧壁上,耐磨单元3为弧形结构,且耐磨单元3与抛料罩2的弯曲方向一致;其中,抛料罩2和耐磨单元3均呈弧形结构,使物料卸料轨迹与抛料罩2之间的夹角尽可能减少,物料卸料轨迹5与抛料罩2之间的夹角由现有的α减小到γ,物料卸料轨迹5与抛料罩2之间的夹角大大减小,进而减轻了物料的撞击力,减少物料破碎。
15.在实际安装时,耐磨单元3通过螺栓固定安装在抛料罩2的内侧壁上,其结构根据材质灵活选择,当材质(如聚乙烯板)具有较好的柔性时,耐磨单元3为通过螺栓固定在抛料罩2内侧壁上的一体式耐磨衬板;当耐磨单元3采用硬度较大的材质时,耐磨单元3由多块耐磨衬块拼成的分体式耐磨衬板,每块耐磨衬块通过螺栓固定安装在抛料罩2上,便于更换和安装。
16.耐磨单元3为固连在抛料罩2内侧壁上的分体式耐磨衬板,还可以是固连在抛料罩2内侧壁上的一体式耐磨衬板。在实际安装时,可根据耐磨衬板的材质确定耐磨衬板采用分体式还是一体式结构,如当采用具有一定柔性的聚乙烯衬板时,耐磨衬板可以采用一体式结构;当采用硬度较高的耐磨材质时,耐磨衬板可采用分体式结构,可由多块耐磨衬块拼成,每块耐磨衬块通过螺栓固定安装在抛料罩2上,便于后期的更换维护,满足客户的不同
要求。
17.下面以输送机为例,具体说明本发明所述的防破碎卸料方法:第一步,根据输送机的倾斜角度、运行速度、头部滚筒6,头部滚筒6对质点的支撑力,确定物料的抛卸点和卸料轨迹,具体过程如下:首先,确定头部滚筒对质点的支撑力f,头部滚筒对质量的支撑力f等于输送带对物料的反作用力-离心力,其计算公式为:;式中:f为滚筒对质点的支撑力,n;β为输送机与水平面的倾斜角;v为运行速度,m/s;r为头部滚筒半径,m;其次,基于上述受力分析,倾斜角、运行速度和头部滚筒半径,确定不同输送条件下的卸料轨迹方程,具体如下:
①
当输送机的倾斜角为0
°
时(即输送机水平安装),此时质点的离心力等于重力,质点将在头部滚筒6的垂直中心离开输送带4后作抛物线运动,即抛卸点f在于头部滚筒的顶部,具体如图2所示。以头部滚筒6的中心为坐标点,则物料的运动轨迹方程为:
②
当输送机输送速度较快时(即,f<0)时,物料从输送带4与头部滚筒6的切点处离开,即抛卸点f为输送带4与头部滚筒6的切点,具体如图3所示。以滚筒的中心为坐标点,则物料的运动轨迹方程为:;
③
当输送机输送速度较慢时(即,f>0)时,物料将绕越过头部滚筒6最高点后掉落,具体如图4所示。以滚筒的中心为坐标点,则物料的运动轨迹方程为:;其中,式中的θ可根据抛卸点处的受力情况确定,抛卸点处的重力为mg,离心力为mv2/r,则;第二步,根据第一步中计算得到的抛卸点和卸料轨迹,以卸料轨迹5与第一步中水平坐标线的交线为最佳接触点,确定抛料罩2的弯曲度,使抛料罩2与卸料轨迹5之间的抛料角γ小于10
°
,根据设计尺寸加工得到抛料罩;第三步,根据抛料罩得到仿形设计的耐磨单元,将耐磨单元(可以是一体式耐磨衬板,也可以是分体式耐磨衬板)通过螺栓固定安装在抛料罩的内侧壁上;第四步,待头部箱体1、头部清灰机构和头部滚筒6安装完毕后,将固连在一起的抛料罩2和耐磨单元3固定安装在头部箱体1上,且抛料罩2位于卸料轨迹5的前方。
18.在输送机运行过程中,物料随输送带4运行至头部,当物料随输送带4移动头部滚
筒6处时,从抛卸点做抛物运动,卸料轨迹沿着抛料罩2顺流而下,落入下方的发放斗或筒仓内。本发明采用弧形结构的抛料罩,使卸料轨迹和抛料罩2的夹角尽可能减小,使物料由原料的撞击抛料罩改为沿抛料罩2顺流而下,不仅大大减轻了物料的撞击力,降低了物料的破碎率,提高了物料品质;还能减少由物料撞击抛料罩2引起的噪音,还能有效延长耐磨衬板的使用寿命和更换周期,降低维护成本。
19.在本发明的描述中,除非另有明确的规定和限定,可能出现的术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接连接,也可以是通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域技术人员而言,可以通过具体情况理解上述术语在本发明中的具体含义。
20.在本发明的描述中,“上”、“下”、“左”、“右”、“前”和“后”等仅用于表示相对位置关系,当被描述对象的绝对位置改变后,则该相对位置关系也可能相应地改变。
21.最后还需要强调的是,以上所述仅为本发明的优选实施方式而已,并不用于限制本发明,尽管参照前述实施方式对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施方式所记载的技术方案进行不需付出创造性劳动的修改,或者对其中部分技术特征进行等同替换。因而,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1