一种面膜包装检测设备的制作方法
1.本发明涉及面膜包装技术领域,特别涉及一种面膜包装检测设备。
背景技术:
2.随着生活水平的提高,人们越来越重视保养,面膜由于其突出的保湿、美白、延缓衰老等作用,被人们广泛使用。面膜生产过程中,需要对面膜布进行取料、检测、折叠、装袋等操作。
3.在进行面膜布装袋过程中,有些面膜布可能存在一定的缺陷瑕疵或者面膜布的层数不对,故需要对包装袋内的面膜布进行检测,现有技术主要是依靠人工进行识别,当发现包装袋内的面膜布存在问题时,人为的把有问题的面膜布挑选出来。但是这种人工检测的方式,其生产效率较低,同时可能存在着漏检的风险。
技术实现要素:
4.针对上述问题,本发明要解决的技术问题是提供一种面膜包装检测设备,以解决现有技术中面膜布检测时生产效率较低,存在漏检的问题。
5.为了解决上述技术问题,本发明的技术方案为:
6.一种面膜包装检测设备,包括:送料平台,所述送料平台下端设有支撑机架,所述送料平台上从前至后依次设有第一传输机构、第二传输机构和第三传输机构,所述第二传输机构的尾端与所述第三传输机构的头端之间设有检测主轴辊,所述检测主轴辊一端连接有驱动马达;进料机构,设置在所述送料平台前端,所述进料机构包括第一安装箱,所述第一安装箱架设在所述第一传输机构上方,所述第一安装箱内依次横向排列设有压料辊、逆转分页辊和第一压料辅助辊,所述压料辊和所述逆转分页辊搭设在所述第一传输机构上端面,所述压料辅助辊搭设在所述第二传输机构上端面的前端;检测机构,设置在所述送料平台上,所述检测机构包括第二安装箱,所述第二安装箱架设在所述第二传输机构尾端、检测主轴辊和第三传输机构头端的上方,所述第二安装箱内位于所述检测主轴辊上方横向设有测厚压辊机构;落料机构,设置在所述送料平台后端,并位于所述第三传输机构的尾端;控制器,所述控制器与第一传输机构、第二传输机构、第三传输机构、驱动马达、进料机构、检测机构和落料机构电性连接。
7.进一步地,所述第一安装箱内位于所述送料平台一侧竖向设有第一安装侧板,所述第一安装侧板下端设有第一驱动电机,所述第一传输机构包括第一传输主动辊、第一传输从动辊和第一传输带,所述第一传输带绕设于所述第一传输主动辊和第一传输从动辊之间并形成闭环,所述第一传输主动辊一端贯穿于所述第一安装侧板,并在所述第一安装侧板一侧设有第一传动齿轮,所述第一传动齿轮一侧位于所述第一传输主动辊一端设有第一轴承链接板,所述第一轴承链接板一侧位于所述第一传输主动辊一端设有第一皮带轮,所述第一轴承链接板一端设有齿轴,所述齿轴上设有与所述第一传动齿轮相互啮合的第二传动齿轮,所述逆转分页辊位于所第一传输主动辊的正上方,所述逆转分页辊一端贯穿于所
述第一安装侧板,并在所述第一安装侧板一侧设有第三传动齿轮,所述第三传动齿轮与所述第二传动齿轮啮合相连,所述第一驱动电机一端通过传动皮带与所述第一皮带轮相连。
8.进一步地,所述第三传动齿轮一侧位于所述逆转分页辊一端设有第二轴承链接板,所述第二轴承链接板一端通过旋转隔套套设在所述齿轴上,并与所述第一轴承链接板一端层叠设置。
9.进一步地,所述第一驱动电机一侧位于所述第一安装板上设有第二驱动电机,所述第二驱动电机通过传动皮带与所述第二传输机构的主动辊传动相连。
10.进一步地,所述第一传输带为多条,所述第一传输带间隔绕设在所述第一传输主动辊和第一传输从动辊上。
11.进一步地,所述压料辊上沿所述压料辊的轴向方向间隔设有多个折弯压板。
12.进一步地,所述第二安装箱内位于所述送料平台一侧竖向设有第二安装侧板,所述测厚压辊机构包括固定杆、链接座、检测压辊、连接支架和测厚传感器,所述固定杆横向设置在所述第二安装箱内,所述链接座一端通过轴承对称设置在所述固定杆上,所述检测压辊两端与所述链接座相连,并位于所述检测主轴辊正上方,所述检测压辊的斜上方设有与所述链接座相连的拉杆,所述拉杆上设有垂直向上的连接杆,所述连接支架横向设置在所述第二安装箱内,并位于所述链接座上方,所述连接支架前侧竖向设有导轨滑块,所述导轨滑块上设有固定座,所述固定座与所述连接杆的上端相连,所述连接支架上端设有弹簧座,所述弹簧座上设有与所述固定座上端面相连的弹簧,所述测厚传感器设置在所述连接支架上端,并位于所述弹簧座一侧,所述测厚装置的检测端头向下垂直于所述固定座的上端面。
13.进一步地,所述检测主轴辊一端贯穿于所述第二安装侧板,并在所述第二安装侧板一侧设有第二皮带轮,所述第二安装板下端设有第三驱动电机,所述第三驱动电机通过传动皮带与所述第三传输机构的主动辊传动相连,所述第三传输机构的主动辊一端位于所述第二皮带轮一侧设有第三皮带轮,所述第二皮带轮与第三皮带轮的上方设有第四皮带轮,所述第二皮带轮、第三皮带轮和第四皮带轮通过传动皮带相连。
14.进一步地,所述落料机构包括翻转输送带和升降气缸,所述翻转输送带后端的两侧通过转向轴套与所述送料平台的后端转动相连,所述翻转输送带后端一侧的主动辊贯穿于所述送料平台一侧,并连接有第四驱动电机,所述翻转输送带前端设有向下折弯的落料导向板,所述升降气缸下端通过链接铰座对称设置在所述支撑机架的后端,所述升降气缸的上端通过轴承连杆与所述翻转传输带后端的旋转轴相连。
15.进一步地,所述送料平台上位于所述第二传输机构和第三传输机构的上方架设有光电传感器,所述第三传输机构上方位于所述第三传输机构的尾端架设有第二压料辅助辊,所述光电传感器与所述控制器电性连接。
16.采用上述技术方案,由于在送料平台上从前到后依次设有进料机构、检测机构和落料机构,通过传第一传输机构、第二传输机构和第三传输机构配合进料机构和落料机构进行自动进料、落料,通过检测机构中的测厚压辊机构对经过的面膜包装袋进行测厚检测,检查是否存在问题,并将检测到数据传输给控制器进行反馈,通过控制落料机构自动筛选出存在问题的面膜包装袋,使得能够全面的自动化的检测面包装袋的缺陷或者瑕疵,解决了人工检测面膜包装袋时,生产效率较低和可能存在漏检的问题;同时通过自动化作业,提
高了面膜布装袋的生产效率。
附图说明
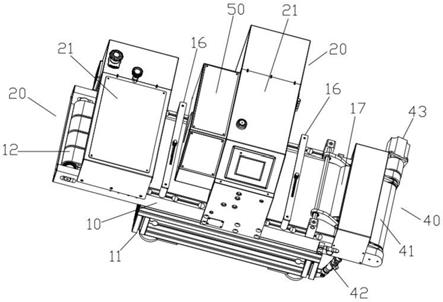
17.图1为本发明的结构示意图;
18.图2为本发明中去除第一安装箱和第二安装箱的结构示意图;
19.图3为图2另一视角的结构示意图;
20.图4为本发明中送料平台的结构示意图;
21.图5为本发明中进料机构的结构示意图;
22.图6为本发明中检测机构的结构示意图;
23.图7为本发明中落料机构的结构示意图。
24.图中,10
‑
送料平台;11
‑
支撑机架;12
‑
第一传输机构;121
‑
第一传输主动辊;122
‑
第一传输从动辊;123
‑
第一传输带;124
‑
第一传动齿轮;125
‑
第一轴承链接板;126
‑
第一皮带轮;127
‑
齿轴;128
‑
第二传动齿轮;13
‑
第二传输机构;131
‑
第二驱动电机;14
‑
第三传输机构;141
‑
第三皮带轮;15
‑
检测主轴辊;151
‑
驱动马达;152
‑
第二皮带轮;16
‑
光电传感器;17
‑
第二压料辅助辊;20
‑
进料机构;21
‑
第一安装箱;211
‑
第一安装侧板;212
‑
第一驱动电机;22
‑
压料辊;221
‑
折弯压板;23
‑
逆转分页辊;231
‑
第三传动齿轮;232
‑
第二轴承链接板;24
‑
第一压料辅助辊;30
‑
检测机构;31
‑
第二安装箱;311
‑
第二安装侧板;312
‑
第三驱动电机;313
‑
第四皮带轮;32
‑
测厚压辊机构;321
‑
固定杆;322
‑
链接座;323
‑
检测压辊;324
‑
拉杆;325
‑
连接杆;33
‑
连接支架;331
‑
导轨滑块;332
‑
固定座;333
‑
弹簧座;334
‑
弹簧;35
‑
测厚传感器;40
‑
落料机构;41
‑
翻转输送带;42
‑
升降气缸;43
‑
第四驱动电机;44
‑
落料导向板;50
‑
控制器。
具体实施方式
25.下面结合附图对本发明的具体实施方式作进一步说明。在此需要说明的是,对于这些实施方式的说明用于帮助理解本发明,但并不构成对本发明的限定。此外,下面所描述的本发明各个实施方式中所涉及的技术特征只要彼此之间未构成冲突就可以相互组合。
26.如图1至图7所示,一种面膜包装检测设备,包括送料平台10、进料机构20、检测机构30、落料机构40和控制器50。送料平台10下端设有支撑机架11,送料平台10上从前至后依次设有第一传输机构12、第二传输机构13和第三传输机构14,其中,第一传输机构12、第二传输机构13和第三传输机构14均为输送带装置,在第二传输机构13的尾端与第三传输机构14的头端之间设有检测主轴辊15,检测主轴辊15一端连接有驱动马达151,用于驱动检测主轴辊15在送料平台10上进行转动。
27.进料机构20设置在送料平台10前端,进料机构20包括第一安装箱21,第一安装箱21架设在第一传输机构12上方,第一安装箱21内依次横向排列设有压料辊22、逆转分页辊23和第一压料辅助辊24,压料辊22和逆转分页辊23搭设在第一传输机构12上端面,用于控制面膜包装带的顺利进料,以及对面膜包装袋进行分页式输送,便于检测机构30依次单独的对单个面膜包装袋进行检测,压料辅助辊搭设在第二传输机构13上端面的前端,用于将第一传输机构12上的面膜包装带顺利输送到第二传输机构13上,以免发生位置偏移或无法进入第二传输机构13。
28.检测机构30设置在送料平台10上,检测机构30包括第二安装箱31,第二安装箱31架设在第二传输机构13尾端、检测主轴辊15和第三传输机构14头端的上方,第二安装箱31内位于检测主轴辊15上方横向设有测厚压辊机构32,用于配合检测主轴辊15对面膜包装袋进行厚度检测,来检测面膜包装袋中是否缺少面膜布,或是额外多出面膜布。
29.落料机构40设置在送料平台10后端,并位于第三传输机构14的尾端,用于对面膜包装袋进行分筛落料。控制器50与第一传输机构12、第二传输机构13、第三传输机构14、驱动马达151、进料机构20、检测机构30和落料机构40电性连接。
30.在本实施例中,第一安装箱21内位于送料平台10一侧竖向设有第一安装侧板211,第一安装侧板211下端设有第一驱动电机212,第一传输机构12包括第一传输主动辊121、第一传输从动辊122和第一传输带123,第一传输带123绕设于第一传输主动辊121和第一传输从动辊122之间并形成闭环,第一传输主动辊121一端贯穿于第一安装侧板211,并在第一安装侧板211一侧设有第一传动齿轮124,第一传动齿轮124一侧位于第一传输主动辊121一端设有第一轴承链接板125,第一轴承链接板125一侧位于第一传输主动辊121一端设有第一皮带轮126,第一轴承链接板125一端设有齿轴127,齿轴127上设有与第一传动齿轮124相互啮合的第二传动齿轮128,逆转分页辊23位于第一传输主动辊121的正上方,逆转分页辊23一端贯穿于第一安装侧板211,并在第一安装侧板211一侧设有第三传动齿轮231,第三传动齿轮231与第二传动齿轮128啮合相连,第一驱动电机212一端通过传动皮带与第一皮带轮126相连,使得让逆转分页辊23的转动方向与第一传输主动辊121的转动方向相反,从而达到对面膜包装袋进行分页输送的效果。
31.在本实施例中,第三传动齿轮231一侧位于逆转分页辊23一端设有第二轴承链接板232,第二轴承链接板232一端通过旋转隔套套设在齿轴127上,并与第一轴承链接板125一端层叠设置。通过第二轴承链接板232,可以稳固第三传动齿轮231和第二传动齿轮128的啮合链接。
32.在本实施例中,第一驱动电机212一侧位于第一安装板上设有第二驱动电机131,第二驱动电机131通过传动皮带与第二传输机构13的主动辊传动相连,以带动第二传输机构13运转。
33.在本实施例中,第一传输带123为多条,第一传输带123间隔绕设在第一传输主动辊121和第一传输从动辊122上,可同时在多条第一传输带123上放置面膜包装袋进行运送,提高检测效率。
34.在本实施例中,压料辊22上沿压料辊22的轴向方向间隔设有多个折弯压板221,通过折弯压板221可压住即将计入进料机构20中的面膜包装袋,让面膜包装袋能够顺利进入,不上翘。
35.在本实施例中,第二安装箱31内位于送料平台10一侧竖向设有第二安装侧板311,测厚压辊机构32包括固定杆321、链接座322、检测压辊323、连接支架33和测厚传感器35,固定杆321横向设置在第二安装箱31内,链接座322一端通过轴承对称设置在固定杆321上,检测压辊323两端与链接座322相连,并位于检测主轴辊15正上方,检测压辊323的斜上方设有与链接座322相连的拉杆324,拉杆324上设有垂直向上的连接杆325,连接支架33横向设置在第二安装箱31内,并位于链接座322上方,连接支架33前侧竖向设有导轨滑轨331,导轨滑轨331上设有固定座332,固定座332与连接杆325的上端相连,连接支架33上端设有弹簧334
座333,弹簧334座333上设有与固定座332上端面相连的弹簧334,测厚传感器35设置在连接支架33上端,并位于弹簧334座333一侧,测厚装置的检测端头向下垂直于固定座332的上端面。面膜包装袋经过检测主轴辊15与检测压辊323之间后,由于面膜包装袋具有厚度,检测压辊323会向上升起一定的高度,从而带动拉杆324上的连接杆325上升,带动固定座332上升,从而抵顶厚度传感器的检测端头,通过测厚传感器35将数据传输给控制器50进行数据分析是否合格或存在缺陷。
36.在本实施例中,检测主轴辊15一端贯穿于第二安装侧板311,并在第二安装侧板311一侧设有第二皮带轮152,第二安装板下端设有第三驱动电机312,第三驱动电机312通过传动皮带与第三传输机构14的主动辊传动相连,第三传输机构14的主动辊一端位于第二皮带轮152一侧设有第三皮带轮141,第二皮带轮152与第三皮带轮141的上方设有第四皮带轮313,第二皮带轮152、第三皮带轮141和第四皮带轮313通过传动皮带相连。通过上述结构可增强检测主轴辊15一端的驱动马达151的扭力,另外还可以减少对皮带轮和传动皮带的损耗,提高皮带轮和传动皮带的使用寿命。
37.在本实施例中,落料机构40包括翻转输送带41和升降气缸42,翻转输送带41后端的两侧通过转向轴套与送料平台10的后端转动相连,翻转输送带41后端一侧的主动辊贯穿于送料平台10一侧,并连接有第四驱动电机43,翻转输送带41前端设有向下折弯的落料导向板44,升降气缸42下端通过链接铰座对称设置在支撑机架11的后端,升降气缸42的上端通过轴承连杆与翻转传输带后端的旋转轴相连。检测机构30将检测到的数据传输给控制器50,控制器50控制升降气缸42的升降,带动翻转输送袋的翻转,从而对合格或存在缺陷的面膜包装袋进行筛分落料。
38.在本实施例中,送料平台10上位于第二传输机构13和第三传输机构14的上方架设有光电传感器16,用于检测面膜包装袋的输送位置,第三传输机构14上方位于第三传输机构14的尾端架设有第二压料辅助辊17,用于让面膜包装袋顺利的进入落料机构40中,光电传感器16与控制器50电性连接。
39.采用上述技术方案,由于在送料平台上从前到后依次设有进料机构、检测机构和落料机构,通过传第一传输机构、第二传输机构和第三传输机构配合进料机构和落料机构进行自动进料、落料,通过检测机构中的测厚压辊机构对经过的面膜包装袋进行测厚检测,检查是否存在问题,并将检测到数据传输给控制器进行反馈,通过控制落料机构自动筛选出存在问题的面膜包装袋,使得能够全面的自动化的检测面包装袋的缺陷或者瑕疵,解决了人工检测面膜包装袋时,生产效率较低和可能存在漏检的问题;同时通过自动化作业,提高了面膜布装袋的生产效率。
40.以上结合附图对本发明的实施方式作了详细说明,但本发明不限于所描述的实施方式。对于本领域的技术人员而言,在不脱离本发明原理和精神的情况下,对这些实施方式进行多种变化、修改、替换和变型,仍落入本发明的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1