一种充氮吸尘快速切换装置的制作方法
1.本发明涉及食品包装技术领域,具体涉及一种充氮吸尘快速切换装置。
背景技术:
2.为了防止食品氧化变质,有通过抗氧化剂来实现,但大部分抗氧化剂为人工合成的化学物质,对于人体有一定的毒性。所以目前食品包装领域中,为防止食品氧化,会在食品包装内充放氮气,将食品与氧气隔离,以达到防止包装内食品氧化的目的。
3.现有技术中公开了多种充氮装置,例如公开号为cn210284807u的中国实用新型专利,公开了一种在线灌装充氮气装置,包括机器转盘,机器转盘上均布设置有若干承杯孔,机器转盘可转动安装于机架上,机架上绕机器转盘依包装工艺流程依次设有落杯工位、下料工位、吸尘工位、吸膜工位以及热封工位,还包括氮气下隔板、氮气上隔板以及氮气管,氮气下隔板安装于机器转盘上端,氮气下隔板上开设有与承杯孔一一对应的下隔板通孔,氮气上隔板设置在氮气下隔板上端面,氮气上隔板上对应落杯工位、下料工位、吸尘工位、吸膜工位以及热封工位开设有上隔板通孔,氮气下隔板、氮气上隔板之间设有中间间隙,氮气管一端联通氮气分配座,氮气管另一端贯穿氮气上隔板接中间间隙,中间间隙与下隔板通孔贯通。
4.例如公开号为cn109051039a的中国发明专利,公开了一种船载粉粒料打包充氮系统及其打包充氮方法,充氮系统包括阀口灌装机、充氮系统、抽气系统以及控制系统;阀口灌装机的物料灌装螺旋套管外增设一根充氮套管;充氮系统包括充氮管系、充氮电磁阀、氮气减压阀以及氮气发生器;充氮管系的一端与充氮套管接通,充氮管系的另一端与氮气发生器接通;充氮电磁阀、氮气减压阀设置在充氮管系与氮气发生器连接的管路上;抽气系统包括抽气管系、抽气电磁阀以及抽风机,抽气管系的一端与充氮套管接通,抽气管系的另一端与抽风机连接;抽气电磁阀设置在抽气管系与抽风机连接的管路上;控制系统用于控制氮气发生器、氮气减压阀、充氮电磁阀和抽气电磁阀工作。结构简单,充氮与物料灌装同步,效率高。
5.上述现有技术中通过充氮系统以及吸尘系统,将氮气充入食品包装中,并处理置换出的气体中的浮粉,但现有技术中还存在以下不足之处:
6.1.采用三通配合电磁阀来控制充氮和吸尘反应较慢;
7.2.在不下料的状态下,空包装袋受吸尘的影响很容易吸憋,导致第一包下料时很容易夹粉。
8.3.吸尘软管内存在积粉问题,影响吸尘效果。
技术实现要素:
9.针对现有技术中的不足,本发明提供了一种充氮吸尘快速切换装置,能够快速切换充氮和吸尘状态,并避免出现夹粉以及积粉的问题。
10.为了实现上述目标,本发明通过以下技术方案予以实现:
11.一种充氮吸尘快速切换装置,包括充氮吸尘切换主体、充氮管路、吸尘软管、吸尘管、吸尘控制阀,所述充氮管路与充氮吸尘切换主体连接,所述吸尘管通过吸尘软管连接到充氮吸尘切换主体上,所述吸尘控制阀设置在吸尘管上。所述充氮吸尘切换主体包括前固定板、后固定板、滑块、隔套、气缸、连接块、支撑架、第一软接头、第二软接头、第三软接头。
12.进一步地,所述吸尘管安装位置要比吸尘切换主体低。
13.进一步地,所述前固定板的外形为l形的长板并设置有第一软接头固定孔、第三软接头固定孔,所述后固定板的外形为l形的长板并设置有第二软接头固定孔,所述前固定板和后固定板设置在一起,两板之间形成一道长槽。
14.进一步地,所述滑块上设置有第一通道和第二通道,设置在前固定板和后固定板形成的长槽内,并能够在长槽内沿长槽方向平移。
15.进一步地,所述隔套的材料为耐磨的材质,设置在滑块上,当滑块在长槽内平移时,滑块不与长槽接触,而是隔套与长槽接触,提高了装置的寿命,所述轴套进行防呆设计,在滑块的左上角额外设置一个轴套。
16.进一步地,所述连接块设置在滑块的两侧,所述支撑架设置在后固定板的两侧下方,所述气缸具有两个,缸体部分设置在前固定板的两侧,活塞杆部分与两侧的连接块连接,所述气缸通过一个电磁阀进行控制。
17.进一步地,所述第一软接头设置在第一软接头固定孔上,所述第二软接头设置在第二软接头固定孔上,所述第三软接头设置在第三软接头固定孔上,所述第一软接头与充填机的充氮、吸尘通道连接,所述第二软接头连接吸尘通道,所述第三软接头连接充氮管路。
18.通过采用以上技术方案,本发明具有以下技术效果:
19.1.通过充氮吸尘切换主体,实现充氮和吸尘的快速切换,现有技术中通过三通和电磁阀的配合进行充氮和吸尘工作,而本发明利用一个电磁阀控制两个气缸同步进行工作,在滑块位于两个气缸的极限位置时,装置处于充氮和吸尘状态,相较于现有技术结构上更加简单,装置寿命更高,并且切换工作状态更加迅速,提高设备的工作效率。
20.2.当设备处于非下料模式时,充氮吸尘切换主体处于吸尘工作状态,同时吸尘控制阀关闭,切断吸尘管的吸力,避免出现食品包装被吸憋从而使第一包下料容易夹粉的情况。
21.3.充氮吸尘切换主体上的第二软接头与吸尘管通过吸尘软管一一连接,吸尘管安装的位置比充氮吸尘切换主体要低,这样浮粉通过排气的气流自动带入到吸尘管,可以有效避免吸尘软管内出现积粉的情况。
附图说明
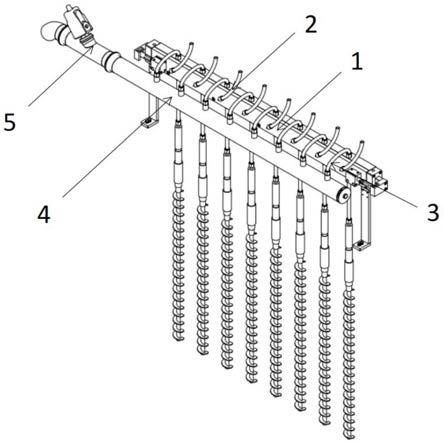
22.图1为本发明的结构图;
23.图2为本发明中充氮吸尘切换主体的结构图;
24.图3为本发明中充氮吸尘切换主体的局部剖视图;
25.图4为本发明中滑块的结构图;
26.图5为本发明中前固定板的结构图;
27.图6为本发明中固定后板的结构图;
具体实施方式
28.下面将结合附图对本发明方案的实施例进行详细地描述。以下实施例仅用于更加清楚地说明本发明的技术方案,因此只作为示例,而不能以此来限制本发明的保护范围。
29.需要注意的是,除非另有说明,本技术使用的技术术语或者科学术语应当为本发明所属领域技术人员所理解的通常意义。除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”、“设置”应做广义理解。
30.一种充氮吸尘快速切换装置,包括充氮吸尘切换主体1、充氮管路2、吸尘软管3、吸尘管4、吸尘控制阀5,所述充氮管路2与充氮吸尘切换主体1连接,所述吸尘管4通过吸尘软管3连接到充氮吸尘切换主体1上,所述吸尘控制阀5设置在吸尘管4上。所述充氮吸尘切换主体1包括前固定板11、后固定板12、滑块13、隔套14、气缸15、连接块16、支撑架17、第一软接头181、第二软接头182、第三软接头183。述前固定板11和后固定板12连接,之间形成一道长槽,所述滑块13设置在长槽内。所述隔套14设置在滑块13上,所述连接块16设置在滑块13的两侧,所述支撑架17设置在后固定板12的两侧下方。所述气缸15的缸体部分设置在前固定板11的两侧,活塞杆部分与两侧的连接块16连接。所述滑块13上设置有第一通道131、第二通道132。所述前固定板11上设置有第一软接头固定孔111、第三软接头固定孔112,所述后固定板12上设置有第二软接头固定孔121。所述第一软接头181设置在第一软接头固定孔111上,所述第二软接头182设置在第二软接头固定孔112上,所述第三软接头183设置在第三软接头固定孔121上。
31.在第一个实施例中,所述滑块13上设置的第一通道131和第二通道132均匀分布有8组,并且滑块的两端设置有螺纹孔,所述连接块16通过螺丝连接到两端的螺纹孔上,相对应的所述前固定板11和后固定板12上的第一软接头固定孔111、第二软接头固定孔121、第三软接头固定孔112也具有8组,与第一通道131和第二通道132一一对应,所述第一软接头181具有8个,一一设置在第一软接头固定孔111上,所述第二软接头182具有8个,一一设置在第二软接头固定孔121上,所述第三软接头183具有8个,一一设置在第三软接头固定孔112上,所述第一软接头181通过软管一一与充填机的充氮、吸尘通道连接,所述第二软接头182通过吸尘软管3连接到吸尘通道,吸尘通道的末端连接吸尘器,所述第三软接头183通过充氮管路2连接到充氮管路。
32.本发明的具体工作方式为:
33.电磁阀控制两端的气缸15运动,当滑块13在气缸15的带动下位于最左端时,处于充氮模式,当滑块13在气缸15的带动下位于最右端时,处于吸尘模式。
34.触摸屏里点击下料按钮时,设备程序里自动关联控制充氮的总电磁阀使其打开,氮气进气管路直至第三软管接头183都保持有氮气。同时,吸尘控制阀5打开,使吸尘管4和吸尘软管3一直处于吸尘状态。
35.当设备处于充氮模式时,滑块13上的第二通道132与前固定板11上的第三软接头183联通,此时,处在第三软管接头183里的氮气迅速进入到充填机的充氮吸尘通道,通过该通道对袋子进行充氮。同时,后固定板12上固定的第二软接头182连接的吸尘通道由于和滑块13不联通,就不会对小袋进行吸尘,即可理解为吸尘被关闭。
36.当设备处于吸尘模式时,滑块13上的第一通道131与后固定板12上的第二软接头182、前固定板11上的第一软接头181、以及充填机充氮吸尘通道联通,由于第二软接头182
一直处于吸尘模式,此时袋子里的浮粉就会通过该连通的管路被吸尘器吸走。
37.当触摸屏里关闭下料按钮时,设备程序里自动关联控制充氮的总电磁阀使其关闭,同时,吸尘控制阀5关闭。充填机的充氮吸尘管道就直接与吸尘管4联通,吸尘管4联通左侧的吸尘阀5关闭但右侧的手动风门处于敞开的,这样整个管路就与大气相连,处于常压状态,不会将食品包装吸憋。
38.通过充氮模式和吸尘模式的快速切换,设备每个周期在充填下料时,同步将氮气打入食品包装,封合排气时,迅速切换成吸尘模式,对浮粉进行处理,完成一个周期,设备再充填下料,又迅速切换成充氮模式,开始新的周期。
39.在第二个实施例中,在第一实施例的基础上,对滑块13的安装进行了防呆设计,在滑块13的左上角额外设置了一组隔套14,这组隔套14并不直接参与装置的工作,当装置处于充氮模式时,滑块13上的第二通道132要与前固定板11上的第三软接头183联通,这就要求滑块14在安装时不能把前后方向安装错误,否则就无法联通也就充不了氮气,加装的隔套14使滑块13如果装反了就无法顺利安装进槽内,也就避免了滑块13装反的可能。
40.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1