一种基于机械夹爪的检测平台的制作方法
1.本发明属于零件加工技术领域,具体涉及一种基于机械夹爪的检测平台。
背景技术:
2.现有技术中,需要加工生产如图2和图3所示两种规格汽车后桥零件,两种规格尺寸接近,约为长1.1m
×
宽0.6m
×
高0.23m,毛坯重量约16kg,机加成品重量约14.5kg。目前一般采用人工抱抬的方式或人工操作助力机械手的方式进行后桥检测时的上下料转运操作。
3.针对人工抱或抬的方式进行后桥检测时的上下料转转运操作,存在缺点:后桥体积较大,重量比较重,人工抱抬劳动强度大,安全隐患高;工作效率低;零件姿态变换困难;人工取放料及转移过程中容易出现零件与数控机床或机床的夹具发生碰撞,导致相应的损伤;人力成本高,人员流失率高,工作意愿低;作业一致性以及上下料装配精度难以保证,影响机加品质;工作环境较差;不适合批量性生产及多种规格共线生产;占用场地大。
4.针对人工操作单独的助力机械臂或者桁架助力机械臂来实现后桥检测时的上下料转运操作,存在缺点:后桥体积较大,重量比较重,上下料及转移过程中人的视野受到极大影响,容易出现零件与数控机床或机床夹具发生碰撞,导致相应的损伤,导致成本提高;人工操作助力机械臂进行上下料及转移,安全隐患较大;操作繁琐,作业效率低;工序切换,零件姿态变换不便;人力投入成本高,人员流失率高,工作意愿低;占地面积大;助力机械臂及其夹爪柔性不够,难以满足多产品、多机台模组化运用;劳动强度大,容易产生工伤事故,效率也比较低下,且使用人工上下料的产品质量的稳定性不够,不能满足大批量生产的需求;不适合批量性生产及多种规格共线生产。
5.有鉴于此,有必要提供一种基于机械夹爪的检测平台,便于进行后桥检测时的上下料转运操作。
技术实现要素:
6.本发明的目的在于克服现有技术中存在的上述问题,提供一种基于机械夹爪的检测平台。
7.为实现上述技术目的,达到上述技术效果,本发明是通过以下技术方案实现:
8.一种基于机械夹爪的检测平台,包括支撑框架、定位托盘、驱动丝杆、导向杆、操作开关、接水槽、机械夹爪和后桥零件,所述支撑框架的上侧并排安装有驱动丝杆和导向杆,所述驱动丝杆的外侧套设有一个与其啮合的螺母块,所述导向杆的外侧套设有两个与其配合的滑块,所述螺母块、滑块固定在定位托盘的底侧,所述支撑框架上安装有用于控制驱动丝杆进行正向旋转或反向旋转的操作开关,所述定位托盘的底侧固定有用于收集沥水的接水槽,所述定位托盘上靠近四角处安装有用于从底侧支撑后桥零件的功能件i,所述机械夹爪包括并列固定的连接板和安装板,所述连接板的中心处设有电磁固定座,用于搬运的六轴机械手自由端安装有电磁固定配合座,所述安装板的外侧安装有两组用于从侧向支撑后桥零件的功能件ii。
9.进一步地,上述汽车后桥零件加工用的自动清洗线中,所述后桥零件共有两种规格,且两种后桥零件的模型重合后具有共同结构特征,所述共同结构特征包含四个的衬套孔、两个横向定位孔和四个侧向定位孔。
10.进一步地,上述汽车后桥零件加工用的自动清洗线中,所述功能件i包括吹气喷嘴i、支撑块、夹紧器i和弹性定位圆锥销i,所述支撑块、吹气喷嘴i各自的下侧与定位托盘固定,上侧安装有与衬套孔配合的夹紧器i以及与横向定位孔配合的弹性定位圆锥销i。
11.进一步地,上述汽车后桥零件加工用的自动清洗线中,所述功能件ii包括拉压手爪、读码器、位置感应器、浮动支撑杆、吹气喷嘴ii,所述读码器靠近安装板的边部中端设置,所述拉压手爪靠近安装板的角端对称设置,两个所述拉压手爪之间分布有若干浮动支撑杆和吹气喷嘴ii。
12.进一步地,上述汽车后桥零件加工用的自动清洗线中,所述浮动支撑杆的杆体外侧固定有柔性垫。
13.进一步地,上述汽车后桥零件加工用的自动清洗线中,所述拉压手爪包括气动推杆、连接环、滑杆、连接盘、防碰定位套管、夹紧器ii,所述气动推杆固定在连接环上,所述气动推杆的活动端固定有连接环,所述连接环和连接盘分布在安装板的两侧,且两者通过贯穿安装板的滑杆进行连接,所述连接盘的外侧固定有防碰定位套管和位于其内的夹紧器ii。
14.进一步地,上述汽车后桥零件加工用的自动清洗线中,所述夹紧器i、夹紧器ii均为液压杠杆式夹紧器。
15.进一步地,上述汽车后桥零件加工用的自动清洗线中,所述连接盘、防碰定位套管的中心轴线重合,所述连接盘的外径大于后桥零件中侧向定位孔的外径,所述连接盘相对于防碰定位套管外露的端面作为支撑端面。
16.进一步地,上述汽车后桥零件加工用的自动清洗线中,所述电磁固定座为铁质件,所述电磁固定配合座为电磁吸件。
17.进一步地,上述汽车后桥零件加工用的自动清洗线中,所述连接板位于铁质件的外围形成用定位槽,所述电磁固定配合座设有与定位槽形状配合的定位凸台。
18.本发明的有益效果是:
19.本发明提供了一种基于机械夹爪的检测平台,包括支撑框架、定位托盘、驱动丝杆、导向杆、操作开关、接水槽、机械夹爪和后桥零件,通过各部件的协同配合,能够实现对汽车后桥零件质检操作时的稳定支撑、水平位移以及上下料等操作,很好解决了传统方案存在的劳动强度高、安全隐患大、效率低、品质稳定性差、人力投入高、工装环境恶劣等问题。
20.当然,实施本发明的任一产品并不一定需要同时达到以上的所有优点。
附图说明
21.为了更清楚地说明本发明实施例的技术方案,下面将对实施例描述所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
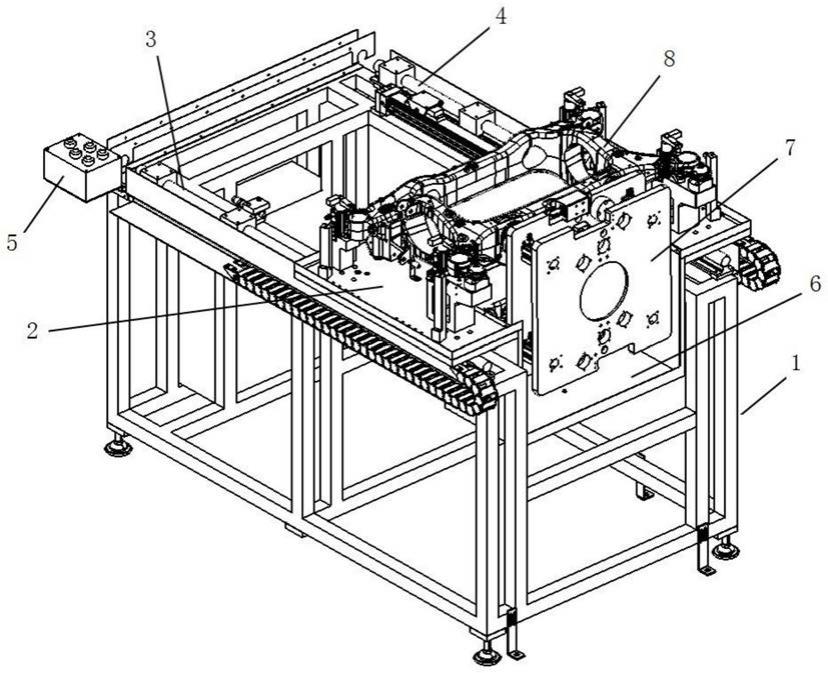
22.图1为本发明整体的结构示意图;
23.图2为本发明中后桥零件的第一种规格示意图;
24.图3为本发明中后桥零件的第二种规格示意图;
25.图4为两种后桥零件模型重合后的共同结构特征示意图;
26.图5为本发明中定位托盘的侧视示意图;
27.图6为发明中定位托盘的部分结构示意图;
28.图7为本发明中机械夹爪一种角度的结构示意图;
29.图8为本发明中机械夹爪另一种角度的结构示意图;
30.图9为本发明中拉压手爪的结构示意图;
31.图10为本发明中机械夹爪的装配示意图;
32.附图中,各标号所代表的部件列表如下:
33.1-支撑框架,2-定位托盘,21-吹气喷嘴i,22-夹紧器i,23-支撑块,24-弹性定位圆锥销i,3-驱动丝杆,4-导向杆,5-操作开关,6-接水槽,7-机械夹爪,71-连接板,72-安装板,73-电磁固定座,74-拉压手爪,75-读码器,76-位置感应器,77-浮动支撑杆,78-吹气喷嘴ii,8-后桥零件,81-衬套孔,82-横向定位孔,83-侧向定位孔,9-六轴机械手,10-电磁固定配合座。
具体实施方式
34.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
35.如图1所示,一种基于机械夹爪的检测平台,包括支撑框架1、定位托盘2、驱动丝杆3、导向杆4、操作开关5、接水槽6、机械夹爪7和后桥零件8,支撑框架1的上侧并排安装有驱动丝杆3和导向杆4,驱动丝杆3的外侧套设有一个与其啮合的螺母块,导向杆4的外侧套设有两个与其配合的滑块,螺母块、滑块固定在定位托盘2的底侧。支撑框架1上安装有用于控制驱动丝杆3进行正向旋转或反向旋转的操作开关5,定位托盘2的底侧固定有用于收集沥水的接水槽6,接水槽6的底端安装有排水阀。
36.如图2-图4所示,后桥零件8共有两种规格,且两种后桥零件8的模型重合后具有共同结构特征,共同结构特征包含四个的衬套孔81、两个横向定位孔82和四个侧向定位孔83。
37.如图5-图6所示,定位托盘2上靠近四角处安装有用于从底侧支撑后桥零件8的功能件i,功能件i包括吹气喷嘴i 21、支撑块23、夹紧器i 22和弹性定位圆锥销i 24,支撑块23、吹气喷嘴i 21各自的下侧与定位托盘2固定,上侧安装有与衬套孔81配合的夹紧器i 22以及与横向定位孔82配合的弹性定位圆锥销i 24。
38.如图7-图8所示,机械夹爪7包括并列固定的连接板71和安装板72,连接板71的中心处设有电磁固定座73,用于搬运的六轴机械手9自由端安装有电磁固定配合座10,安装板72的外侧安装有两组用于从侧向支撑后桥零件8的功能件ii。功能件ii包括拉压手爪74、读码器75、位置感应器76、浮动支撑杆77、吹气喷嘴ii 78,读码器75靠近安装板72的边部中端设置,拉压手爪74靠近安装板72的角端对称设置,两个拉压手爪74之间分布有若干浮动支
撑杆77和吹气喷嘴ii 78。浮动支撑杆77的杆体外侧固定有柔性垫。读码器75为二维码读码器,后桥零件8的机身上印有二维码,可实现零件信息追溯。吹气喷嘴ii 783能够对后桥零件8机身上二维码部分进行清洁,保障顺利读码。
39.如图9所示,拉压手爪74包括气动推杆741、连接环742、滑杆743、连接盘744、防碰定位套管745、夹紧器ii 746,气动推杆741固定在连接环742上,气动推杆741的活动端固定有连接环742,连接环742和连接盘744分布在安装板72的两侧,且两者通过贯穿安装板72的滑杆743进行连接,连接盘744的外侧固定有防碰定位套管745和位于其内的夹紧器ii 746。连接盘744、防碰定位套管745的中心轴线重合,连接盘744的外径大于后桥零件8中侧向定位孔83的外径,连接盘744相对于防碰定位套管745外露的端面作为支撑端面。
40.本实施例中,夹紧器i 22、夹紧器ii 746均为液压杠杆式夹紧器。
41.如图10所示,电磁固定座73为铁质件,电磁固定配合座10为电磁吸件。连接板71位于铁质件的外围形成用定位槽,电磁固定配合座10设有与定位槽形状配合的定位凸台。
42.通过各部件的协同配合,能够实现对汽车后桥零件质检操作时的稳定支撑、水平位移以及上下料等操作,很好解决了传统方案存在的劳动强度高、安全隐患大、效率低、品质稳定性差、人力投入高、工装环境恶劣等问题。
43.以上公开的本发明优选实施例只是利于帮助阐述本发明。优选实施例并没有详尽叙述所有的细节,也不限制该发明仅为具体实施方式。显然,根据本说明书的内容,可作很多的修改和变化。本说明书选取并具体描述这些实施例,是为了更好地解释本发明的原理和实际应用,从而使所属技术领域技术人员能很好地理解和利用本发明。本发明仅受权利要求书及其全部范围和等效物的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1