一种动刀组件输送装置及输送方法与流程
1.本发明涉及断路器技术领域,尤其涉及一种动刀组件输送装置及输送方法。
背景技术:
2.塑壳断路器被广泛应用于配电网、光伏、新能源汽车充电桩、电气成套领域。全世界每年有数千万级的产量。动刀组件作为塑壳断路器中的核心部件,结合图1包括一个隔离刀套101、三个动刀102、三个动刀底座109、三个大销轴107、三个小销轴105、六个超程弹簧103、三个居中弹簧底座104、六个居中弹簧106、六个居中弹簧底座108,零部件数量繁多。
3.现有的装配方式为人工夹取动刀、运输动刀以及安装动刀。工序复杂,效率低下。
技术实现要素:
4.针对现有技术存在的问题,本发明提供一种动刀组件输送装置及输送方法,实现居中动刀的自动夹取、组装,实现了流水化作业。
5.为达到上述目的,本发明提供了一种动刀组件输送装置,动刀夹取单元以及动刀部件输送单元;
6.所述动刀夹取单元包括第一旋转组件、第一竖直向伸缩组件、第一水平伸缩组件以及夹取组件;
7.所述第一旋转组件上设置所述第一竖直向伸缩组件,并能够带动所述第一竖直向伸缩组件旋转;
8.所述第一竖直向伸缩组件的伸缩端上设置所述第一横向伸缩组件,所述第一竖直向伸缩组件的伸缩端能够沿竖直方向伸缩,带动所述第一水平伸缩组件上下移动;
9.所述第一水平伸缩组件的伸缩端上设置所述夹取组件,所述第一水平伸缩组件的伸缩端沿水平方向伸缩,带动所述夹取组件调整与所述第一旋转组件的水平方向的距离;
10.所述夹取组件用于夹取或释放动刀;
11.所述动刀部件输送单元包括传送组件、容纳组件、居中弹簧夹紧组件;
12.所述传送组件,通过传送带传送所述容纳组件;
13.所述容纳组件,包括容纳部以及夹紧部;所述容纳部用于放置动刀部件,所述夹紧部用于夹紧位于所述容纳部内的动刀部件;
14.所述居中弹簧夹紧组件,用于夹紧动刀部件两侧安装的居中弹簧。
15.进一步地,所述第一旋转组件,包括第一底座、第一电机座、第一电机、齿轮传动组件以及第一旋转座;
16.所述第一底座为框架支座;
17.所述第一电机座上设置所述第一电机,所述第一电机经齿轮传动组件驱动所述第一旋转座相对于所述第一底座转动;
18.第一电机座、第一电机、齿轮传动组件设置所述第一底座框架支座内部;所述第一旋转座位于框架支座顶部。
19.进一步地,所述齿轮传动组件,包括:第一齿轮、第二齿轮以及第一转轴;第一电机的电机轴与第一齿轮固定连接,第二齿轮固定连接在第一转轴上,第一转轴与所述第一旋转座固定连接。
20.进一步地,所述第一竖直向伸缩组件,包括:第一气缸座、第一气缸以及若干第一气缸杆;
21.所述第一旋转座上固定安装第一气缸座,第一气缸座上固定安装有第一气缸;第一气缸杆装配在第一气缸上,沿竖直方向延伸,第一气缸杆在第一气缸的驱动下沿竖直方向伸缩;第一气缸杆的远端安装所述第一水平伸缩组件,带动所述第一水平伸缩组件上下移动。
22.进一步地,所述第一水平伸缩组件,包括:第二气缸座、第二气缸以及第二气缸杆;
23.第二气缸座安装在所述第一气缸杆的远端;第二气缸座上固定安装有第二气缸;第二气缸杆沿水平方向延伸,装配在第二气缸上,第二气缸杆在第二气缸的驱动下沿水平方向伸缩;
24.所述第二气缸杆的远端安装所述夹取组件,带动所述夹取组件沿水平方向移动。
25.进一步地,所述夹取组件,包括第三气缸座、第一夹紧气缸、第一夹爪、第二夹爪;
26.所述第三气缸座安装在所述第二气缸杆的远端,第三气缸座上固定安装有第一夹紧气缸,第一夹爪和第二夹爪安装在第一夹紧气缸上,驱动第一夹爪和第二夹爪相互靠近或者相互远离。
27.进一步地,第一夹爪、第二夹爪的杆部相互平行设置。
28.进一步地,所述传送组件,包括:支架、第一电机座、第一电机、第一v带、第一转轴、第三带轮、第四带轮、第二转轴、传动支座、第一带轮、第二带轮、第二v带;
29.支架包括两个向上延伸平行设置的支板,第一v带和第二v带分别设置在两个支板的内侧;
30.第一电机座固定至一个支板,第一电机座上安装第一电机;第一电机的电机轴与第一转轴固定连接,第一转轴的两端分别固定安装第三带轮和第一带轮,第三带轮通过第一v带与第四带轮连接,第四带轮通过第二v带与第二带轮连接,第四带轮和第二带轮固定安装在第二转轴的两端,第二转轴安装在支架的后侧,并且第一转轴和第二转轴能够转动;传动支座固定安装在第一v带和第二v带上。
31.进一步地,所述容纳组件包括方盒,方盒内部为镂空型;方盒内部设置第一夹板和第二夹板;所述第一夹板和第二夹板内部为放置动刀部件所述容纳部。
32.进一步地,所述容纳组件的夹紧部包括所述第一夹板、第二夹板,第一夹板与方盒的内壁之间设置若干压缩弹簧,第二夹板与方盒的内壁之间设置若干压缩弹簧。
33.进一步地,所述居中弹簧夹紧组件,包括竖直向伸缩部、水平向伸缩部以及夹座;
34.所述竖直向伸缩部的伸缩端设置水平向伸缩部,所述竖直向伸缩部的伸缩端沿竖直方向伸缩带动水平向伸缩部在竖直方向移动;
35.所述水平向伸缩部的伸缩端设置夹座,所述水平向伸缩部的伸缩端沿水平伸缩带动夹座在竖直方向移动;
36.所述夹座的爪端,用于夹持固定装配动刀部件两侧组装的居中弹簧。
37.进一步地,还包括控制模块,控制包括:启动第一电机,带动第一夹爪和第二夹爪
绕第一底座的中心为圆心旋转,启动第一气缸,带动第一夹爪和第二夹爪发生竖直移动,启动第二气缸,带动夹爪发生横向移动,将第一夹爪和第二夹爪移动至生产流水线上的动刀上方;
38.控制第一气缸,将第一夹爪和第二夹爪缓缓落至能够夹住动刀的位置,启动第一夹紧气缸,第一夹爪和第二夹爪相互靠近,并夹住动刀;再控制第一气缸、第二气缸、第一电机,将动刀远离动刀的生产流水线并到达动刀部件的组装工位的上方;
39.启动第二电机,使传动支座移动至动刀的装配工位;
40.当动刀夹取装置将动刀放置在动刀部件输送装置的方盒上部时,控制第一气缸,带动动刀下落,并进入第一夹板和第二夹板中间,使两个夹板被撑开,动刀部分放入方盒内部;
41.启动第二电机,使传动支座移动至动刀部件的装配工位。
42.提供一种利用所述的动刀组件输送装置进行动刀输送的方法,包括:动刀的生产流水线位于动刀夹取单元的前端,当需要进行动刀部件的装配时,启动第一电机,带动第一夹爪和第二夹爪绕第一底座的中心为圆心旋转,启动第一气缸,带动第一夹爪和第二夹爪发生竖直移动,启动第二气缸,带动夹爪发生横向移动,将第一夹爪和第二夹爪移动至生产流水线上的动刀上方;
43.控制第一气缸,将第一夹爪和第二夹爪缓缓落至能够夹住动刀的位置,启动第一夹紧气缸,第一夹爪和第二夹爪相互靠近,并夹住动刀;再控制第一气缸、第二气缸、第一电机,将动刀远离动刀的生产流水线并到达动刀部件的组装工位的上方;
44.启动第二电机,使传动支座移动至动刀的装配工位;
45.当动刀夹取装置将动刀放置在动刀部件输送装置的方盒上部时,控制第一气缸,带动动刀下落,并进入第一夹板和第二夹板中间,使两个夹板被撑开,动刀部分放入方盒内部;
46.启动第二电机,使传动支座移动至动刀部件的装配工位。
47.本发明的上述技术方案具有如下有益的技术效果:
48.(1)本发明实现塑壳断路器动刀的自动夹取,动刀组件的输送,实现了流水化作业。
49.(2)本发明通过气缸驱动气缸杆伸缩,实现夹取组件水平及竖直方向的移动,结构简单且驱动稳定性好。
50.(3)本发明设有卡位夹板,可以夹紧固定动刀零部件方便整个动刀部件的组装。设有夹座装置,可以实现对居中弹簧的临时卡位,防止其在装配过程中发生掉落。
附图说明
51.图1是动刀组件示意图;
52.图2为塑壳断路器动刀组件的全自动组装系统示意图;
53.图3为动刀部件全自动装配输送装置示意图;
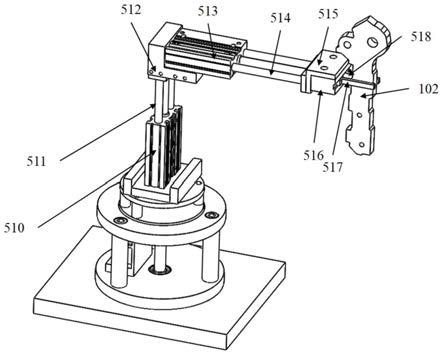
54.图4为动刀夹取装置局部示意图;
55.图5为动刀夹取装置夹取状态示意图;
56.图6为动刀部件输送装置示意图;
57.图7为传送组件示意图;
58.图8为容纳组件及居中弹簧夹紧组件示意图;
59.图9为容纳组件内部示意图;
60.图10为夹座夹持固定装配动刀部件环节中的居中弹簧示意图。
61.其中,101-隔离刀套;102-动刀;103-超程弹簧;104-超程弹簧底座;105-小销轴;106-居中弹簧;107-大销轴;108-居中弹簧底座;109-动刀底座;100-动刀组件;200-隔离刀套夹取装置;300-超程弹簧组装装置;400-居中弹簧组装装置;500-动刀夹取装置;600-动刀部件输送装置;700-底座组装装置;800-销轴组装装置;501-第五底板;502-第一底座;503-第一电机座;504-第一电机;505-第一齿轮;506-第二齿轮;507-第一转轴;508-第一旋转座;509-第一气缸座;510-第一气缸;511-第一气缸杆;512-第二气缸座;513-第二气缸;514-第二气缸杆;515-第三气缸座;516-第一夹紧气缸;517-第一夹爪;518-第二夹爪;601-支架;602-第二电机座;603-第二电机;604-第一v带;605-第一转轴;606-第三带轮;607-第四带轮;608-第二转轴;609-传动支座;610-第一带轮;611-第二带轮;612-第二v带;613-方盒;614-第三气缸;615-第三气缸杆;616-第四气缸座;617-第四气缸;618-第四气缸杆;619-夹座;620-第一夹板;621-第二夹板;622-小弹簧。
具体实施方式
62.为使本发明的目的、技术方案和优点更加清楚明了,下面结合具体实施方式并参照附图,对本发明进一步详细说明。应该理解,这些描述只是示例性的,而并非要限制本发明的范围。此外,在以下说明中,省略了对公知结构和技术的描述,以避免不必要地混淆本发明的概念。
63.结合图2-3,塑壳断路器动刀组件的全自动组装系统,包括:隔离刀套夹取装置200、超程弹簧组装装置300、居中弹簧组装装置400、底座组装装置700、销轴组装装置800和动刀部件输送装置500、600。其中100为动刀组件。
64.动刀部件全自动装配输送需要实现动刀的自动夹取、底座的组装、销轴组装和动刀部件的输送。本发明目的在于实现动刀的自动夹取。提供一种动刀部件输送装置,包括动刀夹取单元500以及动刀部件输送单元600。
65.动刀夹取单元500:结合图4,包括第五底板501、第一底座502、第一电机座503、第一电机504、第一齿轮505、第二齿轮506、第一转轴507、第一旋转座508、第一气缸座509、第一气缸510、第一气缸杆511、第二气缸座512、第二气缸513、第二气缸杆514、第三气缸座515、第一夹紧气缸516、第一夹爪517、第二夹爪518。
66.动刀夹取单元500位于动刀部件输送装置的前方位置。第一底座502固定安装在第五底板501上,第一电机座503安装在第一底座502内部底侧,第一电机座503上固定有第一电机504,电机轴与第一齿轮505固定连接,第二齿轮506固定连接在第一转轴507上,第一转轴507与第一旋转座508固定连接。第一齿轮505和第二齿轮506啮合传动。第一旋转座508安装在第一底座502上,可以相对第一底座502转动。第一旋转座508上固定安装第一气缸座509,第一气缸座509上固定安装有第一气缸510,第一气缸杆511装配在第一气缸510上,可以相对第一气缸510竖直移动。第一气缸杆511端部固定安装有第二气缸座512,第二气缸座512上固定安装有第二气缸513,第二气缸杆514装配在第二气缸513上,可以相对第二气缸
513横向移动。第二气缸杆514端部固定安装有第三气缸座515,第三气缸座515上固定安装有第一夹紧气缸516。第一夹爪517和第二夹爪518安装在第一夹紧气缸516上,并且两者可以相互靠近或者相互远离。
67.动刀的生产流水线位于动刀夹取单元500的前端,当需要进行动刀部件的装配时,启动第一电机504,带动第一夹爪517和第二夹爪518绕第一底座502的中心为圆心旋转,启动第一气缸510,带动夹爪发生竖直移动,启动第二气缸513,带动夹爪发生横向移动。通过第一气缸510、第二气缸513、第一电机504的联动配合,将第一夹爪517和第二夹爪518移动至生产流水线上的动刀上方,之后控制第一气缸510,将两夹爪缓缓落至可以夹住动刀的位置,启动第一夹紧气缸516,第一夹爪517和第二夹爪518相互靠近,并夹住动刀结合图5。之后再通过第一气缸510、第二气缸513、第一电机504的联动控制,将动刀远离动刀的生产流水线并到达动刀部件的组装工位的上方。
68.结合图6,动刀部件输送单元600包括支架601、第二电机座602、第二电机603、第一v带604、第一转轴605、第三带轮606、第四带轮607、第二转轴608、传动支座609、第一带轮610、第二带轮611、第二v带612。所述容纳组件包括方盒613。所述居中弹簧夹紧组件包括第三气缸614、第三气缸杆615、第四气缸座616、第四气缸617、第四气缸杆618、夹座619、第一夹板620、第二夹板621、小弹簧622。
69.动刀部件输送单元600位于动刀夹取单元500的后侧,是动刀部件进行组装的工位并且临时存放动刀部件。支架601与底板固定连接,在支架601的一侧板上安装固定第二电机座602,第二电机座602上安装第二电机603,电机轴与第一转轴605固定连接,第一转轴605的两端分别固定安装第三带轮606和第一带轮610,第三带轮606通过第一v带604与第四带轮607连接,第四带轮607通过第二v带612与第二带轮611连接,第四带轮607和第二带轮611固定安装在第二转轴608的两端,第二转轴608安装在支架601的后侧,并且第一转轴605和第二转轴608可以转动。结合图7,传动支座609固定安装在第一v带604和第二v带612上。
70.启动第二电机603,依次带动第一转轴605、第三带轮606、第一带轮610、第一v带604、第二v代、第四带轮607、第二带轮611转动,进而使传动支座609移动。
71.结合图8,传动支座609上方固定安装方盒613,方盒613内部为镂空型,方盒613外侧远离动刀夹取单元500的一侧安装有第三气缸614,第三气缸614上装配有第三气缸杆615,第三气缸614杆端部固定有第四气缸座616,第四气缸617固定安装在第四气缸座616上,第四气缸杆618从第四气缸617中伸出,并且端部固定安装有夹座619。通过控制第三气缸614,可以使夹座619上下移动,控制第四气缸617,可以使夹座619横向移动。夹座619用于夹持固定装配动刀部件环节中的居中弹簧106,防止居中弹簧在装配过程中掉落,结合图10。
72.结合图9,当动刀夹取单元500将动刀放置在动刀部件输送单元600的方盒613上部时,控制第一气缸,带动动刀缓缓下落,并进入第一夹板620和第二夹板621中间,使两个夹板被撑开,直至将动刀部件大部分放入方盒613内部,夹板被撑开,进一步压缩小弹簧622,小弹簧622产生更大的反向夹紧力,使第一夹板620和第二夹板621牢牢夹紧动刀,防止动刀部件其他零件进行装配时动刀发生移动,从而保证装配性能。
73.方盒613内部平行于要装配的动刀的两侧各安装有四个组弹簧,一侧的小弹簧622分别与第一夹板620和方盒613连接,另一侧的小弹簧622分别与第二夹板621和方盒613连
接。小弹簧622呈压缩状态,可以将第一夹板620和第二夹板621紧靠在一起。两个夹板的上部呈向外张开状,方便动刀放入。
74.通过第一气缸510、第二气缸513、第一电机504的联动控制,将动刀远离动刀的生产流水线并到达动刀部件的组装工位的上方,位于两个夹板内部空间的上部。通过控制第一气缸510,将动刀送入第一夹板620和第二夹板621内部,小弹簧622呈压缩状态。控制第一夹爪517和第二夹爪518相互远离,释放动刀。对动刀进行组装,当安装居中弹簧后,控制第三气缸614和第四气缸617,使得夹座619夹紧居中弹簧,可以实现对居中弹簧的临时卡位,防止其在装配过程中发生掉落。
75.进一步地,还包括控制模块,对各个电机和气缸进行控制。控制包括:启动第一电机,带动第一夹爪和第二夹爪绕第一底座的中心为圆心旋转,启动第一气缸,带动第一夹爪和第二夹爪发生竖直移动,启动第二气缸,带动夹爪发生横向移动,将第一夹爪和第二夹爪移动至生产流水线上的动刀上方;
76.控制第一气缸,将第一夹爪和第二夹爪缓缓落至能够夹住动刀的位置,启动第一夹紧气缸,第一夹爪和第二夹爪相互靠近,并夹住动刀;再控制第一气缸、第二气缸、第一电机,将动刀远离动刀的生产流水线并到达动刀部件的组装工位的上方;
77.启动第二电机,使传动支座移动至动刀的装配工位;
78.当动刀夹取装置将动刀放置在动刀部件输送装置的方盒上部时,控制第一气缸,带动动刀下落,并进入第一夹板和第二夹板中间,使两个夹板被撑开,动刀部分放入方盒内部,夹板被撑开,进一步压缩小弹簧,小弹簧产生更大的反向夹紧力,使第一夹板和第二夹板牢牢夹紧动刀,防止动刀部件其他零件进行装配时动刀发生移动,从而保证装配性能。
79.启动第二电机,使传动支座移动至动刀部件的装配工位。
80.提供一种利用所述的动刀组件输送装置进行动刀输送的方法,包括:动刀的生产流水线位于动刀夹取单元的前端,当需要进行动刀部件的装配时,启动第一电机,带动第一夹爪和第二夹爪绕第一底座的中心为圆心旋转,启动第一气缸,带动第一夹爪和第二夹爪发生竖直移动,启动第二气缸,带动夹爪发生横向移动,将第一夹爪和第二夹爪移动至生产流水线上的动刀上方;
81.控制第一气缸,将第一夹爪和第二夹爪缓缓落至能够夹住动刀的位置,启动第一夹紧气缸,第一夹爪和第二夹爪相互靠近,并夹住动刀;再控制第一气缸、第二气缸、第一电机,将动刀远离动刀的生产流水线并到达动刀部件的组装工位的上方;
82.启动第二电机,使传动支座移动至动刀的装配工位;
83.当动刀夹取装置将动刀放置在动刀部件输送装置的方盒上部时,控制第一气缸,带动动刀下落,并进入第一夹板和第二夹板中间,使两个夹板被撑开,动刀部分放入方盒内部,夹板被撑开,进一步压缩小弹簧,小弹簧产生更大的反向夹紧力,使第一夹板和第二夹板牢牢夹紧动刀,防止动刀部件其他零件进行装配时动刀发生移动,从而保证装配性能。
84.启动第二电机,使传动支座移动至动刀部件的装配工位。
85.综上所述,发明本发明涉及一种动刀组件输送装置及输送方法,动刀夹取单元以及动刀部件输送单元。动刀夹取单元用于夹取流水线上的动刀,并放入动刀部件输送单元;动刀部件输送单元夹紧动刀,并在动刀组装过程中夹紧动刀组件。本发明实现塑壳断路器动刀的自动夹取,动刀组件的输送,实现了流水化作业。本发明设有卡位夹板,可以夹紧固
定动刀零部件方便整个动刀部件的组装。设有夹座装置,可以实现对居中弹簧的临时卡位,防止其在装配过程中发生掉落。
86.应当理解的是,本发明的上述具体实施方式仅仅用于示例性说明或解释本发明的原理,而不构成对本发明的限制。因此,在不偏离本发明的精神和范围的情况下所做的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。此外,本发明所附权利要求旨在涵盖落入所附权利要求范围和边界、或者这种范围和边界的等同形式内的全部变化和修改例。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1