一体化手套自动化装盒方法与流程
1.本发明涉及自动化生产技术及自动化生产设备,具体的,其展示一种一体化手套自动化装盒方法。
背景技术:
2.在自动化生产技术中,自动装箱或装盒是产品制备后进行自动化包装的重要程序之一,一般为将制备好的成品进行装箱或装盒处理,但现阶段中部分场合的自动化装箱或装盒存在需要解决的问题,如手套的自动化装盒。
3.现阶段的手套装盒,一般采用对应装箱盒机械手的设定:
4.对应装盒机械手设置手套上料输送线和包装盒上料输送线,且对应包装盒上料输送线还需设置包装盒成型设备,包装盒成型设备进行包装盒的成型后,于包装盒上料输送线上搭载成型好的包装盒至对应手套入料处,机械手对应的将手套上料输送线上输送的手套抓取至包装盒进行手套装载。
5.现阶段的手套自动化包装,需要设置包装盒成型设备、手套上料设备、包装盒上料设备、以及装盒机械手配合完成,结构臃肿占用生产场地大,且包装步骤将包装盒的成型、上料以及手套的上料进行独立设备的设置,需要对应设置辅助的控制成型,不利于手套装盒做业的快速进行。
6.因此,有必要提供一种一体化手套自动化装盒方法来解决上述问题。
技术实现要素:
7.本发明的目的是提供一种一体化手套自动化装盒方法。
8.技术方案如下:
9.一种一体化手套自动化装盒方法,步骤如下:
10.1)手套上料:
11.1-1)手套通过手套送料输送线输送到达存料位;
12.1-2)通过手套抓取装置将手套抓取至手套储料输送线;
13.2)纸盒自动化成型:
14.2-1)纸盒上料装置进行纸盒原料上料;
15.2-2)通过纸盒定型装置抓取纸盒上料装置上的纸盒原料,并进行纸盒定型,并将纸盒放置至纸盒输送线上的纸盒工位,实现抓取定型放置一体化纸盒预处理结构;
16.2-3)对应于纸盒输送线远离手套装入工位侧设置纸盒封边装置进行一侧封边;
17.2-4)一侧封边后的纸盒于纸盒输送线上继续输送至装箱工位;
18.3)手套装箱:
19.3-1)再次设置手套抓取装置,手套抓取装置抓取手套至手套上料腔体内;
20.3-2)对应设置手套压紧装置进行手套于手套上料腔体内压实;
21.3-3)手套上料腔体内对应设置有手套推入装置;
22.3-4)纸盒输送线输送纸盒至合页撑开装置处进行合页撑开;
23.3-5)纸盒输送线输送合页撑开后的纸盒到达手套上料腔体位置;
24.3-6)手套推入装置将手套上料腔体内的手套推入纸盒;
25.4)封箱:
26.4-1)装入手套的纸盒通过纸盒输送线进行输送至封箱工位;
27.4-2)封箱工位对应手套装入工位侧设置有纸盒封边装置和封边后胶带贴合装置;
28.4-3)纸盒封边装置进行纸盒的另一侧封边,后通过封边后胶带贴合装置进行胶带贴合形成封边及胶带贴合一体化封箱结构;
29.5)下料:装入手套后的纸盒在进行一体化封箱后,输送至下料输送线进行下一工序。
30.进一步的,手套抓取装置包括连接于手套输送多轴驱动装置的手套抓取设置板,手套抓取设置板上设置有手套压持组件,且对应手套压持组件,手套抓取设置板可滑动设置有一组手套抓取板,一组手套抓取板形成手套的合拢机构;
31.手套抓取板上设置有手套内推合拢板,手套内推合拢板可转动连接于手套抓取板,且手套抓取板上还设置有用于驱动手套内推合拢板转动进行手套面向手套压持组件合拢的合拢驱动件;
32.抓取手套时,一组手套抓取板受驱动做相互靠近动作,后合拢驱动件受驱动进行手套面向手套压持组件合拢,最后通过手套压持组件进行合拢后的手套的下压定型,形成双边推动合拢式手套定型抓取结构。
33.进一步的,纸盒定型装置包括纸盒上料输送架、设置于纸盒上料输送架的纸盒上料直线驱动件,纸盒上料直线驱动件上设置有纸盒上料抓取架,纸盒上料抓取架上可升降设置有纸盒抓取设置体,纸盒抓取设置体末端设置有纸盒抓设置板,纸盒抓取设置板上设置有纸盒抓取件;
34.纸盒抓取件由吸盘构成;
35.纸盒抓取设置体上对应纸盒抓设置板设置有定型结构;
36.定型结构包括可转动连接于纸盒抓设置板上的定型板,定型板连接于转动驱动件,转动驱动件设置于纸盒抓取设置体上;
37.纸盒上料直线驱动件驱动纸盒抓取设置体至纸盒上料装置处,纸盒抓取设置体下降通过纸盒抓取件抓取纸盒原料后上升,上升后定型板受驱动转动,推动纸盒侧边和上边至呈90
°
状,将平压存料的纸盒原料进行展开至立体状,并输送至纸盒输送线上的纸盒工位,形成纸盒抓取、定型、输送一体化抓取上料结构。
38.进一步的,纸盒封边装置包括封边升降台,封边升降台上设置有上合页下压组件、对应上合页下压组件设置有下合页上顶组件,且封边升降台还设置有一组侧边合页转折组件;
39.纸盒输送线输送纸盒,对应一组侧边合页转折组件进行纸盒两侧边合页的转折合并至纸箱主体,后通过上合页下压组件和下合页上顶组件进行上下侧边合页的合拢,形成一体化纸箱封边结构;
40.上合页下压组件包括设置于封边升降台的上封边转动架,上封边转动架上设置有转动体,转动体上设置有上合页下压件,上合页下压件为可伸缩连接于转动体,且转动体连
接于上合页下压驱动件;
41.侧边合页转折组件包括设置于封边升降台上的侧边转动件,连接于侧边转动件的进行推动侧边合页进行折向纸盒主体的侧边合页推动架;
42.下合页上顶组件包括斜向推动架,斜向推动架上斜向设置有下合页上推驱动件,下合页上推驱动件连接有下合页上推体,下合页上推体上设置有上推架,上推架上设置有上推滚轮。
43.进一步的,装箱工位包括手套上料腔体,手套上料腔体包括手套料腔,手套料腔对应纸盒输送线侧设置有纸盒对应腔,手套推入装置设置于手套料腔的下部对应纸盒对应腔设置,手套装箱时,手套料腔受推动面向纸盒运动,纸盒对应腔进入纸盒,手套推入装置将手套上料腔体内的手套推入纸盒形成高效手套入盒结构。
44.进一步的,封边后胶带贴合装置包括贴胶带设置架,贴胶带设置架通过升降驱动件连接有贴胶带组件,贴胶带组件包括胶带推板,胶带推板用于推动胶带机合格标签至封边后的纸盒进行贴合,胶带推板受贴胶带推动件驱动,且对应贴胶带设置架还设置有胶带及合格标签存料体。
45.与现有技术相比,本发明通过将手套的上料机纸盒的成型上料集合与一体,结构精简紧凑,减少生产场地的占用,同时将手套上料机纸盒成型上料集合于一工序完成,有效提高手套装盒效率。
附图说明
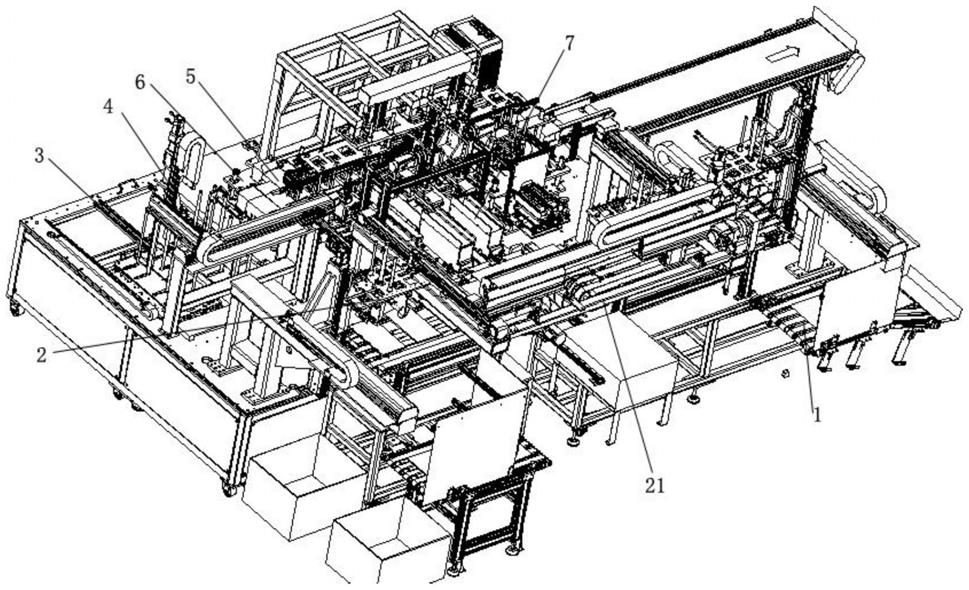
46.图1是本发明的结构示意图之一。
47.图2是本发明的结构示意图之二。
48.图3是本发明的结构示意图之三。
49.图4是本发明的结构示意图之四。
50.图5是本发明的结构示意图之五。
51.图6是本发明的结构示意图之六。
52.图7是本发明的结构示意图之七。
53.图8是本发明的结构示意图之八。
54.图9是本发明的结构示意图之九。
具体实施方式
55.实施例:
56.参照图1-9本实施例展示一种一体化手套自动化装盒方法,步骤如下:
57.1)手套上料:
58.1-1)手套通过手套送料输送线1输送到达存料位;
59.1-2)通过手套抓取装置2将手套抓取至手套储料输送线21;
60.2)纸盒自动化成型:
61.2-1)纸盒上料装置3进行纸盒原料上料;
62.2-2)通过纸盒定型装置4抓取纸盒上料装置3上的纸盒原料,并进行纸盒定型,并将纸盒放置至纸盒输送线5上的纸盒工位,实现抓取定型放置一体化纸盒预处理结构;
63.2-3)对应于纸盒输送线5远离手套装入工位侧设置纸盒封边装置6进行一侧封边;
64.2-4)一侧封边后的纸盒于纸盒输送线5上继续输送至装箱工位;
65.3)手套装箱:
66.3-1)再次设置手套抓取装置2,手套抓取装置2抓取手套至手套上料腔体7内;
67.3-2)对应设置手套压紧装置8进行手套于手套上料腔体7内压实;
68.3-3)手套上料腔体7内对应设置有手套推入装置71;
69.3-4)纸盒输送线5输送纸盒至合页撑开装置81处进行合页撑开;
70.3-5)纸盒输送线5输送合页撑开后的纸盒到达手套上料腔体7位置;
71.3-6)手套推入装置71将手套上料腔体内7内的手套推入纸盒;
72.4)封箱:
73.4-1)装入手套的纸盒通过纸盒输送线5进行输送至封箱工位;
74.4-2)封箱工位对应手套装入工位侧设置有纸盒封边装置6和封边后胶带贴合装置9;
75.4-3)纸盒封边装置6进行纸盒的封边,后通过封边后胶带贴合装置9进行胶带贴合形成封边及胶带贴合一体化封箱结构;
76.5)下料:装入手套后的纸盒在进行一体化封箱后,输送至下料输送线进行下一工序。
77.其中:
78.手套抓取装置2包括连接于手套输送多轴驱动装置的手套抓取设置板21,手套抓取设置板上设置有手套压持组件22,且对应手套压持组件22,手套抓取设置板21可滑动设置有一组手套抓取板23,一组手套抓取板23形成手套的合拢机构;
79.手套抓取板23上设置有手套内推合拢板25,手套内推合拢板25可转动连接于手套抓取板23,且手套抓取板23上还设置有用于驱动手套内推合拢板25转动进行手套面向手套压持组件22合拢的合拢驱动件24;
80.抓取手套时,一组手套抓取板23受驱动做相互靠近动作,后合拢驱动件26受驱动进行手套面向手套压持组件22合拢,最后通过手套压持组件22进行合拢后的手套的下压定型,形成双边推动合拢式手套定型抓取结构。
81.纸盒定型装置4包括纸盒上料输送架41、设置于纸盒上料输送架41的纸盒上料直线驱动件42,纸盒上料直线驱动件42上设置有纸盒上料抓取架43,纸盒上料抓取架43上可升降设置有纸盒抓取设置体44,纸盒抓取设置体44末端设置有纸盒抓设置板45,纸盒抓取设置板45上设置有纸盒抓取件46;
82.纸盒抓取件46由吸盘构成;
83.纸盒抓取设置体44上对应纸盒抓设置板45设置有定型结构;
84.定型结构包括可转动连接于纸盒抓设置板45上的定型板47,定型板47连接于转动驱动件48,转动驱动件48设置于纸盒抓取设置体44上;
85.纸盒上料直线驱动件42驱动纸盒抓取设置体44至纸盒上料装置3处,纸盒抓取设置体44下降通过纸盒抓取件46抓取纸盒原料后上升,上升后定型板47受驱动转动,推动纸盒侧边和上边至呈90
°
状,将平压存料的纸盒原料进行展开至立体状,并输送至纸盒输送线5上的纸盒工位,形成纸盒抓取、定型、输送一体化抓取上料结构。
86.纸盒封边装置6包括封边升降台61,封边升降台61上设置有上合页下压组件62、对应上合页下压组件62设置有下合页上顶组件63,且封边升降台61还设置有一组侧边合页转折组件64;
87.纸盒输送线5输送纸盒,对应一组侧边合页转折组件64进行纸盒两侧边合页的转折合并至纸箱主体,后通过上合页下压组件62和下合页上顶组件63进行上下侧边合页的合拢,形成一体化纸箱封边结构;
88.上合页下压组件62包括设置于封边升降台61的上封边转动架621,上封边转动架621上设置有转动体622,转动体622上设置有上合页下压件623,上合页下压件623为可伸缩连接于转动体622,且转动体622连接于上合页下压驱动件624;
89.侧边合页转折组件64包括设置于封边升降台61上的侧边转动件641,连接于侧边转动件641的进行推动侧边合页进行折向纸盒主体的侧边合页推动架642;
90.下合页上顶组件63包括斜向推动架631,斜向推动架631上斜向设置有下合页上推驱动件632,下合页上推驱动件632连接有下合页上推体633,下合页上推体633上设置有上推架634,上推架634上设置有上推滚轮635。
91.手套上料腔体7包括手套料腔72,手套料腔72对应纸盒输送线5侧设置有纸盒对应腔73,且手套推入装置71设置于手套料腔72的下部对应纸盒对应腔73设置,手套装箱时,手套料腔72受推动面向纸盒运动,纸盒对应腔73进入纸盒,手套推入装置71将手套上料腔体7内的手套推入纸盒形成高效手套入盒结构。
92.封边后胶带贴合装置9包括贴胶带设置架91,贴胶带设置架91通过升降驱动件95连接有贴胶带组件,贴胶带组件包括胶带推板92,胶带推板92用于推动胶带机合格标签至封边后的纸盒进行贴合,胶带推板92受贴胶带推动件93驱动,且对应贴胶带设置架91还设置有胶带及合格标签存料体94。
93.与现有技术相比,本发明通过将手套的上料机纸盒的成型上料集合与一体,结构精简紧凑,减少生产场地的占用,同时将手套上料机纸盒成型上料集合于一工序完成,有效提高手套装盒效率。
94.以上所述的仅是本发明的一些实施方式。对于本领域的普通技术人员来说,在不脱离本发明创造构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1