一种多规格玻璃的转向定位结构的制作方法
1.本发明涉及机械半导体设计的技术领域,尤其涉及一种多规格玻璃的转向定位结构。
背景技术:
2.在机械半导体生产线的制造生产作业中,转向定位设备是完成定位作业的关键设备之一。通常情况下,根据生产需要,将半导体组件从单片输送线上分出,以两列形式定位于加工设备入口前端,便于两列组件同步进入加工设备腔体内。传统的转向输送缺少限位手段且无法适应多规格组件的情况,使得组件的在转向输送过程不足够稳定,无法同步进入腔体,导致加工不同步,影响送件节拍、耽误生产,从而对整体生产造成不必要的损失。
技术实现要素:
3.有鉴于此,本发明的目的在于提供一种多规格玻璃的转向定位结构。
4.为了实现上述目的,本发明采取的技术方案为:
5.一种多规格玻璃的转向定位结构,其中,包括:
6.带式伺服驱动机构,所述带式伺服驱动机构包括:电机、若干带轮和同步带,所述电机通过所述同步带与若干所述带轮传动连接;
7.交错胶轮组件,所述交错胶轮组件包括:若干胶轮轴和若干交错胶轮,若干所述胶轮轴在同一水平面内沿第一方向设置,每两相邻的所述胶轮轴之间的距离均相等,每一所述胶轮轴均与一所述带轮配合,所述带轮带动所述胶轮轴转动;每一所述胶轮轴上均安装有若干交错胶轮,所述胶轮轴驱动所述交错胶轮沿第二方向转动;
8.皮带升降定位系统,所述皮带升降定位系统包括:若干横向伺服皮带输送带、双作用气动驱动平台、反推定位轮、夹壳锁定定位块和活动机架,所述双作用气动驱动平台可操作地推动所述横向伺服皮带输送带上下移动,所述横向伺服皮带输送带沿着第一方向设置,所述横向伺服皮带输送带沿第一方向移动,每一所述横向伺服皮带输送带均设于两所述胶轮轴之间,所述反推定位轮设于所述横向伺服皮带输送带的一侧,所述活动机架安装在所述横向伺服皮带输送带的下方,所述夹壳锁定定位块连接所述活动机架和所述双作用气动驱动平台。
9.上述的多规格玻璃的转向定位结构,其中,还包括:机架,所述电机、所述胶轮轴和所述皮带升降定位系统均安装在所述机架上。
10.上述的多规格玻璃的转向定位结构,其中,所述双作用气动驱动平台包括:底部平台和若干气缸装置,所述底部平台平行于所述胶轮轴,所述气缸装置均垂直于所述底部平台。
11.上述的多规格玻璃的转向定位结构,其中,所述气缸装置的活塞与所述夹壳锁定定位块连接。
12.上述的多规格玻璃的转向定位结构,其中,所述反推定位轮包括:气缸和反推轮,
所述气缸安装在所述机架上,所述反推轮安装在所述气缸的活塞杆上。
13.上述的多规格玻璃的转向定位结构,其中,还包括:气控箱,所述气控箱安装在所述机架上,所述气控箱和所述气缸装置连接。
14.上述的多规格玻璃的转向定位结构,其中,所述机架包括:固定安装支架、l型活动地脚和气动安装支架,所述电机和所述胶轮轴安装在所述固定安装支架上,所述l型活动地脚安装在所述固定安装支架的底部,所述气动安装支架安装在所述固定安装支架上,所述气控箱安装在所述气动安装支架上。
15.上述的多规格玻璃的转向定位结构,其中,所述横向伺服皮带输送带的长度小于所述交错胶轮组的长度。
16.本发明由于采用了上述技术,使之与现有技术相比具有的积极效果是:
17.(1)本发明通过技术方案的应用,便于对半导体组件进行辅助止停、转向和定位;
18.(2)本发明在止停半导体组件后同步置于胶轮组件上,能自动地同步输送进入加工设备腔体内,便于加工设备自动且同步进行工艺加工,在不影响送件节拍的情况下进一步提高了整体生产的产量和质量。
附图说明
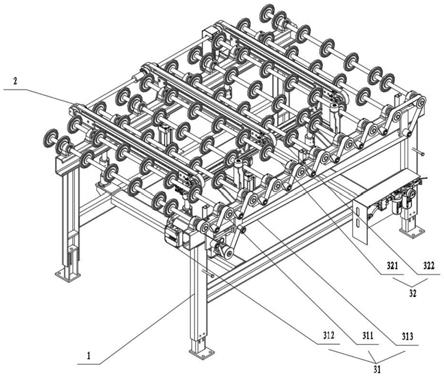
19.图1是本发明的多规格玻璃的转向定位结构的俯视的示意图。
20.图2是本发明的多规格玻璃的转向定位结构的皮带升降定位系统的示意图。
21.图3是本发明的多规格玻璃的转向定位结构的皮带升降定位系统的示意图。
22.附图中:1、机架;2、皮带升降定位系统;21、横向伺服皮带输送带;22、双作用气动驱动平台;23、反推定位轮;24、夹壳锁定定位块;25、活动机架;31、带式伺服驱动机构;32、交错胶轮组件;311、带轮;312、电机;313、同步带;321、胶轮轴;322、交错胶轮。
具体实施方式
23.下面结合附图和具体实施例对本发明作进一步说明,但不作为本发明的限定,图1是本发明的多规格玻璃的转向定位结构的俯视的示意图;图2是本发明的多规格玻璃的转向定位结构的皮带升降定位系统的示意图;图3是本发明的多规格玻璃的转向定位结构的皮带升降定位系统的示意图,参见图1至图3所示,示出较佳实施例的一种多规格玻璃的转向定位结构,包括:
24.带式伺服驱动机构31,带式伺服驱动机构31包括:电机312、若干带轮311和同步带313,电机312通过同步带313与若干带轮311传动连接;
25.交错胶轮组件32,交错胶轮组件32包括:若干胶轮轴321和若干交错胶轮322,若干胶轮轴321在同一水平面内沿第一方向设置,每两相邻的胶轮轴321之间的距离均相等,每一胶轮轴321均与一带轮311配合,带轮311带动胶轮轴321转动;每一胶轮轴321上均安装有若干交错胶轮322,胶轮轴321驱动交错胶轮322沿第二方向转动;
26.皮带升降定位系统2,皮带升降定位系统2包括:若干横向伺服皮带输送带21、双作用气动驱动平台22、反推定位轮23、夹壳锁定定位块24和活动机架25,双作用气动驱动平台22可操作地推动横向伺服皮带输送带21上下移动,横向伺服皮带输送带21沿着第一方向设置,横向伺服皮带输送带21沿第一方向移动,每一横向伺服皮带输送带21均设于两胶轮轴
321之间,反推定位轮23设于横向伺服皮带输送带21的一侧,活动机架25安装在横向伺服皮带输送带21的下方,夹壳锁定定位块24连接活动机架25和双作用气动驱动平台22。
27.在一种优选的实施例中,还包括:机架1,电机312、胶轮轴321和皮带升降定位系统2均安装在机架1上。
28.在一种优选的实施例中,双作用气动驱动平台22包括:底部平台和若干气缸装置,底部平台平行于胶轮轴321,气缸装置均垂直于底部平台。
29.在一种优选的实施例中,气缸装置的活塞与夹壳锁定定位块24连接。
30.以上仅为本发明较佳的实施例,并非因此限制本发明的实施方式及保护范围。
31.本发明在上述基础上还具有如下实施方式:
32.本发明的进一步实施例中,反推定位轮23包括:气缸和反推轮,气缸安装在机架1上,反推轮安装在气缸的活塞杆上。
33.本发明的进一步实施例中,还包括:气控箱,气控箱安装在机架1上,气控箱和气缸装置连接。
34.本发明的进一步实施例中,机架1包括:固定安装支架、l型活动地脚和气动安装支架,电机312和胶轮轴321安装在固定安装支架上,l型活动地脚安装在固定安装支架的底部,气动安装支架安装在固定安装支架上,气控箱安装在气动安装支架上。
35.本发明的进一步实施例中,横向伺服皮带输送带21的长度小于交错胶轮322组的长度。
36.在一种优选的实施例中,玻璃沿第二方向在胶轮轴321上移动,反推定位轮23矫正玻璃的位置,随后皮带升降定位系统2升起进而带动玻璃上升离开胶轮轴321,并跟随皮带沿第一方向移动至下一工序处。
37.在另一种优选的实施例中,玻璃在皮带升降定位系统2上跟随皮带沿第一方向移动,至一定位置后,皮带升降定位系统2下降使玻璃落在胶轮轴321上,随后玻璃跟随叫轮轴沿第二方向移至下一工序处。
38.以上仅为本发明较佳的实施例,并非因此限制本发明的实施方式及保护范围,对于本领域技术人员而言,应当能够意识到凡运用本发明说明书及图示内容所作出的等同替换和显而易见的变化所得到的方案,均应当包含在本发明的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1