一种自动上料装置的制作方法
1.本发明属于上料装置技术领域,具体涉及一种自动上料装置。
背景技术:
2.纸管生产过程中,常常面临纸管码放以及上料的问题,由于纸管呈圆柱形,不利于将纸管规整的堆放在一起,导致需要人工对纸管进行整理上料,生产效率极低,目前市面上的上料装置存在以下不足,(1)上料装置无法对纸管进行轴向移动,常常通过传送带进行移动,导致上料装置的整体结构更为复杂,并且占用更大的设备空间;(2)上料装置的稳定性较差,容易发生上料装置卡死的现象,影响整体的生产效率。
技术实现要素:
3.针对以上不足,本发明所要解决的技术问题是提供一种自动上料装置,本上料装置的结构更为简洁,可以直接对纸管进行轴心移动,并且具有更好的稳定性,设备卡机率低。
4.为解决以上技术问题,本发明采用的技术方案是,一种自动上料装置,包括纸管上料机构、推管机构、进料调节机构和机架,纸管上料机构、推管机构、进料调节机构分别固定安装在机架上,进料调节机构与推管机构连接,推管机构与纸管上料机构连接,进料调节机构上的纸管通过推管机构将纸管移动至纸管上料机构处,推管机构包括推管动力件和管件固定架,推管动力件固定安装在机架上,管件固定架与推管动力件连接,在管件固定架上安装有管件固定组件。
5.进一步的,管件固定组件包括前挡块、推管尼龙块,推管尼龙块固定安装在管件固定架的中部,前挡块安装在管件固定架的前端,前挡块与推管尼龙块适配,将管件固定在管件固定架上。
6.进一步的,管件固定架包括推管叉、第一连接板和第二连接板,推管叉安装在推管动力件上,第一连接板与推管叉连接,第二连接板与第一连接板连接,前挡块安装在第二连接板的前端,推管尼龙块安装在推管叉上。
7.进一步的,进料调节机构包括进料导向组件、料槽板和料槽调节组件,料槽板、料槽调节组件分别安装在进料导向组件上,料槽调节组件与料槽板适配,形成导料通道。
8.进一步的,进料导向组件包括进料导向架、打管轴和打管电机,打管轴转动安装在进料导向架上,打管电机与打管轴连接,驱动打管轴转动,打管轴上安装有打管橡皮条。
9.进一步的,料槽调节组件包括前板安装座、料槽调节件和推管驱动件,料槽调节件可调式安装在前板安装座上,推管驱动件可伸缩式安装在前板安装座上,且推管驱动件与料槽板适配。
10.进一步的,料槽调节件包括料槽调节件包括导向杆、导向套、料斗前档杆、推杆调节杆和连接板,导向套安装在前板安装座上,导向杆滑动安装在导向套内,料斗前档杆与导向杆固定连接,推杆调节杆通过连接板固定安装在料斗前档杆上。
11.进一步的,推管驱动件包括驱动气缸和纸管挡板,纸管挡板与驱动气缸连接。
12.进一步的,机架上固定连接有接料板,接料板上安装有纸管挡杆,纸管挡杆、接料板、机架之间合围形成接管槽,纸管上料机构安装在接料板上,且与接管槽适配。
13.进一步的,纸管上料机构包括导轨滑块、推板座、推管杆和无杆气缸,导轨滑块固定安装在接料板上,推板座安装在导轨滑块上,无杆气缸与推板座连接,推管杆固定安装在推板座上,且与接管槽适配。
14.本发明的有益效果是,便于更具管件的大小对进料机构内的进料槽大小进行调节,便于进料槽与不同直径的管件适配,防止设备内管件发生卡死的现象,并且通过纸管上料机构的设置,便于对管件进行轴向移动,防止管件滚动位移,提高管件上料精准度和上料效率,并且简化上料装置结构,减小上料装置的整体占地面积。
附图说明
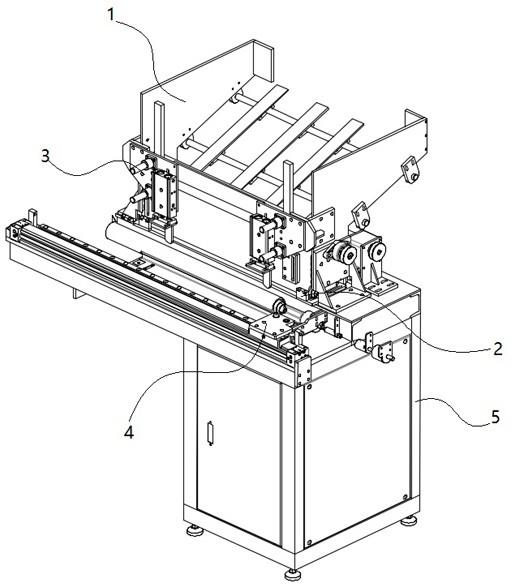
15.图1是本发明的结构示意图。
16.图2是进料导向组件的结构示意图。
17.图3是推管机构的结构示意图。
18.图4是料槽调节组件的结构示意图。
19.图5是纸管上料机构的结构示意图。
20.附图标记:进料导向组件1,推管机构2,料槽调节组件3,纸管上料机构4,机架5,打管橡皮条102,打管轴103,带座轴承104,打管电机106,进料导向架109,导向架板110,导向架杆111,架杆轴112,推管动力件21,管件固定架22,管件固定组件24,推管尼龙块201,推管叉202,推管气缸203,气缸底板204,第一连接板205,第二连接板206,前挡块207,料槽调节件31,推管驱动件32,导向杆301,导向套302,料斗前档杆303,前板安装座304,连接板306,推杆调节杆307,料槽板308,驱动气缸310,纸管挡板311,接管槽402,推管杆403,导轨滑块404,推板座405,无杆气缸406,接料板407,纸管挡杆408,纸管卡接头409。
具体实施方式
21.下面结合附图对本发明进行进一步描述。
22.如图1所示,一种自动上料装置,包括纸管上料机构4、推管机构2、进料调节机构和机架5,纸管上料机构4、推管机构2、进料调节机构分别固定安装在机架5上,进料调节机构与推管机构2连接,推管机构2与纸管上料机构4连接,进料调节机构上的纸管通过推管机构2将纸管移动至纸管上料机构4处,通过进料调节机构的设置,便于更具管件的大小对进料机构内的进料槽大小进行调节,便于进料槽与不同直径的管件适配,防止设备内管件发生卡死的现象,并且通过纸管上料机构4的设置,便于对管件进行轴向移动,防止管件滚动位移,提高管件上料精准度和上料效率,并且简化上料装置结构,减小上料装置的整体占地面积。
23.如图2所示,进料调节机构包括进料导向组件1、料槽板308和料槽调节组件3,料槽板308、料槽调节组件3分别安装在进料导向组件1上,料槽调节组件3与料槽板308适配,形成导料通道,通过进料导向组件1对纸管进行导料,便于纸管导向至导料通道内,通过料槽调节组件3对导料通道的宽度进行调节,以便于对单根管件进行导向进料,从而防止本装置
发生卡机现象。
24.进料导向组件1包括进料导向架109、打管轴103和打管电机106,打管轴103通过带座轴承104转动安装在进料导向架109上,打管轴103上安装有打管橡皮条102,通过打管轴103上的打管橡皮条102拨动纸管,能够起到整理的作用,便于纸管顺畅的落入导料通道内,为提高纸管落入导料通道的效率,将打管轴103安装在靠近导料通道的一侧,打管电机106与打管轴103通过皮带、皮带轮连接,驱动打管轴103转动。
25.在本实施例中,导向架109包括导向架板110、导向架杆111和架杆轴112,导向架杆111通过架杆轴112与导向架板110连接,导向架杆111呈倾斜设置,便于纸管自然滑落至导料通道内。
26.如图3所示,料槽调节组件3包括前板安装座304、料槽调节件31和推管驱动件32,料槽调节件31可调式安装在前板安装座304上,通过料槽调节件31对导料通道的宽度进行调节,推管驱动件32可伸缩式安装在前板安装座304上,且推管驱动件32与料槽板308适配,推管驱动件32包括以下两种工况,(1)当推管机构2工作时,推杆驱动件32向上抬起,便于纸管推出导料通道;(2)当推管机构2不工作时,推管驱动件32将纸管固定在导料通道内。
27.料槽调节件31包括料槽调节件包括导向杆301、导向套302、料斗前档杆303、推杆调节杆307和连接板306,导向套302安装在前板安装座304上,导向杆301滑动安装在导向套302内,料斗前档杆303与导向杆301固定连接,通过改变导向杆3在导向套302内的相对位置,从而改变料斗前档杆303在导料通道内的相对位置,从而对导料通道的宽度进行初步调节,推杆调节杆307通过连接板306固定安装在料斗前档杆303上,且推杆调节杆307通过螺栓安装在连接板306上,螺栓可以对推杆调节杆307的相对位置进行小范围调节,从而对导料通道的宽度进行精调,保证导料通道的宽度精度较大,提高设备整体的稳定性,防止设备发生卡机现象。
28.推管驱动件包括驱动气缸310和纸管挡板311,纸管挡板311与驱动气缸310连接,当推管机构2工作时,驱动气缸310将纸管挡板311抬起,从而便于将纸管从导料通道内推出,当推管机构2不工作时,纸管挡板311将纸管固定在导料通道内。
29.在本实施例中,推管机构2在工作过程中需要将纸管推出导料通道,并复位至导料通道内,为防止复位过程中推管机构2与导料通道内的纸管发生干涉,在推管机构2内设置推管尼龙块201,使得未推出的纸管始终位于推管机构2的上方,为防止推管尼龙块201移动过程中与料槽板308发生干涉,在料槽板308上成形有防干涉槽313。
30.如图4所示,推管机构2包括推管动力件21和管件固定架22,推管动力件21固定安装在机架5上,管件固定架22与推管动力件21连接,通过推管动力件21驱动管件固定架22移动,在管件固定架22上安装有管件固定组件24,通过管件固定组件24将纸管固定在管件固定架22上,便于纸管随着管件固定架22移动。
31.本实施例中,为便于纸管从推管机构2上落下,推管机构2成对布设在导料通道的两侧,便于将纸管稳定推出,推管动力件21包括推管气缸203和气缸底板204,推管气缸203通过气缸底板204安装在机架5上。
32.管件固定组件24包括前挡块207、推管尼龙块201,推管尼龙块201固定安装在管件固定架22的中部,前挡块207安装在管件固定架22的前端,前挡块207与推管尼龙块201适配,将纸管固定在前挡块207、推管尼龙块201之间,推管尼龙块201的高度小于纸管高度,防
止复位过程中推管机构2与导料通道内的纸管发生干涉。
33.管件固定架22包括推管叉202、第一连接板205和第二连接板206,推管叉202安装在推管动力件21上,第一连接板205与推管叉202连接,第二连接板206与第一连接板205之间通过螺栓连接,前挡块207安装在第二连接板206的前端,推管尼龙块201安装在推管叉202上,通过改变第二连接板206、第一连接板205之间的相对位置,便于对前挡块207、推管尼龙块201之间的间距进行调节,从而对不同直径的管件进行固定。
34.如图5所示,机架5上固定连接有接料板407,接料板407上安装有纸管挡杆408,纸管挡杆408、接料板407、机架5之间合围形成接管槽402,推管机构2将纸管推至接管槽402上方,纸管下落至接管槽402内,纸管上料机构4安装在接料板407上,且与接管槽402适配,对接管槽402内的纸管进行轴向移动。
35.纸管上料机构4包括导轨滑块404、推板座405、推管杆403和无杆气缸406,导轨滑块404固定安装在接料板407上,推板座405安装在导轨滑块404上,无杆气缸406与推板座405连接,推管杆403固定安装在推板座405上,且与接管槽402适配,在接管槽402内安装有红外线传感器,红外线传感器与无杆气缸406连接,通过无杆气缸406驱动推板座405移动,从而对接管槽402内的纸管进行轴向移动。
36.在推料过程中,为便于进一步提高纸管6的上料精度,在推管杆403上安装有纸管卡接头409,纸管卡接头409与纸管适配,便于对纸管6一侧端部的位置进行定位。
37.对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现;因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
38.尽管本文较多地使用了图中附图标记对应的术语,但并不排除使用其它术语的可能性;使用这些术语仅仅是为了更方便地描述和解释本发明的本质;把它们解释成任何一种附加的限制都是与本发明精神相违背的。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1