一种非对称细轴类零件分料装置的制作方法
1.本实用新型涉及自动分料设备技术领域,特别是涉及一种用于手表把轴的非对称细轴类零件分料装置。
背景技术:
2.在零件的分料作业中,常采用振动盘进行物料分类与排序,以检出同类或形状接近的物料并顺序输出,从而便于后续作业中工人分拣物料或机械设备取用零件。然而,传统的振动盘对非对称细轴类零件,如手表把轴等的分料效果较差,分类后的物料中往往夹杂着其他非目标零件,需要进行二次分拣,且在非对称细轴类零件的分料过程中,零件易卡堵振动盘的物料通道,需要频繁的对振动盘进行维护,如此,增大了非对称细轴类零件的分料难度,使得该类零件的分料效率较低。
技术实现要素:
3.基于此,有必要针对分料难度大、分料效率低的技术问题,提供一种用于手表把轴且高效分料的非对称细轴类零件分料装置。
4.一种非对称细轴类零件分料装置,该非对称细轴类零件分料装置包括:
5.机架;
6.分料仓,所述分料仓安装在所述机架上且入料口设有落料平台,所述分料仓的内腔由顶部向底部逐渐收口形成漏斗状分料通道,所述分料通道的中部设有隔板以分割所述分料仓的内腔形成第一分料室与第二分料室,所述第一分料室的顶部与底部分别对应与所述第二分料室的顶部及底部连通;
7.料盒,所述料盒安装于所述机架并位于所述落料平台的上方,用于装载零件并将零件释放在所述落料平台上;
8.吹气装置,所述吹气装置与外部电源电连接;
9.推动机构,所述推动机构的输出端设有与所述吹气装置连通的推料针管,所述推料针管的内径介于待分料零件的大径端直径与小径端直径之间,所述推料针管与零件的大径端接触时,在所述推动机构的作用下将零件推入所述第一分料室;所述推料针管与零件的小径端接触时,在所述吹气装置的气压作用下将零件送入所述第二分料室;
10.托盘,所述托盘安装在所述机架上于所述分料仓下方部位并可相对所述分料仓移动,以承接由所述第一分料室或第二分料室落下的分料后的零件。
11.在其中一个实施例中,所述隔板的顶部呈半圆弧面结构。
12.在其中一个实施例中,所述第一分料室与所述第二分料室结构对称,所述第一分料室与所述第二分料室均分别包括沿所述分料仓的高度方向延伸的直立部、弧形导向部以及设于所述直立部与所述弧形导向部之间的圆弧过渡部。
13.在其中一个实施例中,所述弧形导向部的末端与所述隔板之间形成有用于限定零件输出路径的出料通道。
14.在其中一个实施例中,所述非对称细轴类零件分料装置还包括用于驱动所述托盘移动的牵引机构。
15.在其中一个实施例中,所述第一分料室的输出端设有物料传感器,所述物料传感器分别与所述吹气装置及所述牵引机构电连接,用于在未感应到零件通过时分别向所述吹气装置及所述牵引机构发送信号,以使得所述牵引机构带动所述托盘移动至托盘的承接位对准所述第二分料室的输出端,并由所述吹气装置向所述推料针管送风以将零件吹入所述第二分料室至落入所述托盘的承接位。
16.实施本实用新型的非对称细轴类零件分料装置,将推料针管的内径设置在介于待分料零件的大径端直径与小径端直径之间,当零件的大径端临近推料针管时,零件的大径端不会嵌入推料针管,二者之间的结合力较小,在此情况下,推料针管在推动机构的作用下将零件推入距离推料针管较近的第一分料室内,这样,零件的小径端与分料通道中部的隔板顶端接触,在此情况下,零件受力不均,零件的大径端朝下并经由第一分料室的输出端落在托盘上;当零件的小径端临近推料针管时,零件的小径端嵌入推料针管的内腔并与推料针管的内壁卡接,难以落入第一分料室内,在此情况下,吹气装置向推料针管吹气,使得推料针管内的气压增大,从而将零件吹入距离推料针管较远的第二分料室内,在此情况下,由于零件的大径端率先处于悬空状态,零件受力不均,使得零件的大径端朝下并经由第二分料室的输出端落在托盘上,如此,落在托盘上的零件均为大径端朝下设置,从而达到对零件的分料,该过程中,零件不易卡堵在推料针管或分料仓的入料口,且分料后的零件沿同一方向或形态排布,无需对分料后的零件进行二次分拣,降低了零件的分料难度,同时提升了零件的分料效率和分料效果。
附图说明
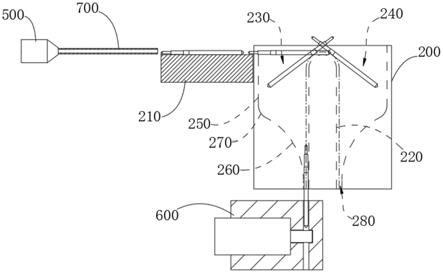
17.图1为本实用新型的一实施例中非对称细轴类零件分料装置的结构示意图;
18.图2为本实用新型的一实施例中非对称细轴类零件分料装置的分料原理图。
具体实施方式
19.为使本实用新型的上述目的、特征和优点能够更加明显易懂,下面结合附图对本实用新型的具体实施方式做详细的说明。在下面的描述中阐述了很多具体细节以便于充分理解本实用新型。但是本实用新型能够以很多不同于在此描述的其它方式来实施,本领域技术人员可以在不违背本实用新型内涵的情况下做类似改进,因此本实用新型不受下面公开的具体实施例的限制。
20.请一并参阅图1与图2,本实用新型提供了一种用于手表把轴且高效分料的非对称细轴类零件分料装置10,该非对称细轴类零件分料装置10包括机架100、安装在机架100上且入料口设有落料平台210的分料仓200、料盒300、吹气装置400、推动机构500以及托盘600,其中,机架100用于支撑其余各部件,以抬升装置的整体高度,从而便于将经过非对称细轴类零件分料装置10分料处理后的零件送入上料设备中,如送入手表把轴加工时的自动上料装置中进一步加工或处理。分料仓200为零件的分料处理提供作业空间,具体的,分料仓200的内腔由顶部向底部逐渐收口形成漏斗状分料通道,分料通道的中部设有隔板220以分割分料仓200的内腔形成第一分料室230与第二分料室240,第一分料室230的顶部与底部
分别对应与第二分料室240的顶部及底部连通。料盒300安装于机架100并位于落料平台210的上方,用于装载零件并将零件释放在落料平台210上,即用于为非对称细轴类零件分料装置10的处理作业提供原料。吹气装置400与外部电源电连接,用于在通电条件下向分料仓200内送气,从而为零件的移动提供动力。
21.需要说明的是,由于本实施例的分料装置用于实现非对称细轴类零件的分料作业,在此预设该零件包括直径较大的大径端和直径较小的小径端,以便于对零件与推料针管700不同接触情况进行分析。
22.推动机构500用于将物料推送入分料仓200内进行分拣,推动机构500的输出端设有与吹气装置400连通的推料针管700,推料针管700的内径介于待分料零件的大径端直径与小径端直径之间,推料针管700与零件的大径端接触时,在推动机构500的作用下将零件推入第一分料室230;推料针管700与零件的小径端接触时,在吹气装置400的气压作用下将零件送入第二分料室240。托盘600安装在机架100上于分料仓200下方部位并可相对分料仓200移动,以承接由第一分料室230或第二分料室240落下的分料后的零件。
23.实施本实用新型的非对称细轴类零件分料装置10,将推料针管700的内径设置在介于待分料零件的大径端直径与小径端直径之间,当零件的大径端临近推料针管700时,零件的大径端不会嵌入推料针管700,二者之间的结合力较小,在此情况下,推料针管700在推动机构500的作用下将零件推入距离推料针管700较近的第一分料室230内,这样,零件的小径端与分料通道中部的隔板220顶端接触,在此情况下,零件受力不均,零件的大径端朝下并经由第一分料室230的输出端落在托盘600上;当零件的小径端临近推料针管700时,零件的小径端嵌入推料针管700的内腔并与推料针管700的内壁卡接,难以落入第一分料室230内,在此情况下,吹气装置400向推料针管700吹气,使得推料针管700内的气压增大,从而将零件吹入距离推料针管700较远的第二分料室240内,在此情况下,由于零件的大径端率先处于悬空状态,零件受力不均,使得零件的大径端朝下并经由第二分料室240的输出端落在托盘600上,如此,落在托盘600上的零件均为大径端朝下设置,从而达到对零件的分料,该过程中,零件不易卡堵在推料针管700或分料仓200的入料口,且分料后的零件沿同一方向或形态排布,无需对分料后的零件进行二次分拣,降低了零件的分料难度,同时提升了零件的分料效率和分料效果。
24.请参阅图2,一实施例中,隔板220的顶部呈半圆弧面结构。当零件的大径端与推料针管700的末端接触时,零件在推料针管700的推动下向分料通道的中部移动,至零件的小径端与隔板220的顶端接触为止,在隔板220的顶部为半圆弧面结构的条件下,当零件的小径端与半圆弧面接触时,由于半圆弧面表面光滑,半圆弧面的表面难以为零件的小径端提供保持平衡的着力点,如此,零件的小径端在重力作用下将在半圆弧面的表面向分料仓200底部的方向滑动,且在非对称细轴类零件质地均匀的情况下,零件的大径端的重力大于小径端的重力,零件受力不均,从而使得零件的大径端朝下并产生倾斜,以便于零件顺利经由第一分料室230的底部落在托盘600上。换言之,将隔板220的顶部设计为半圆弧面结构,减小了隔板220顶部对零件翻转移动的阻力,零件与隔板220顶部接触时形成的连接体系稳定性较差,从而避免了零件抵卡在落料平台210与隔板220顶部之间造成的分料仓200堵塞问题,从而提升了本装置对非对称细轴类零件的分料效果及分料效率。
25.需要说明的是,一实施例中,第一分料室230与第二分料室240结构对称,换言之,
隔板220设置在分料通道的中部并分割分料通道形成对称设置的第一分料室230和第二分料室240,第一分料室230与第二分料室240均分别包括沿分料仓200的高度方向延伸的直立部250、弧形导向部260以及设于直立部250与弧形导向部260之间的圆弧过渡部270。进一步的,一实施例中,弧形导向部260的末端与隔板220之间形成有用于限定零件输出路径的出料通道280。直立部250用于延长零件在第一分料室230或第二分料室240内的分料路径,为零件在受力不均的情况下发生翻转提供足够的空间,弧形导向部260与圆弧过渡部270的表面曲率较大,这样,当零件的大径端或小径端中的任一个与弧形导向部260与圆弧过渡部270接触时,接触方式均为点接触,大径端与弧形导向部260或圆弧过渡部270接触形成的连接体系稳定性不足,同样的,小径端与弧形导向部260或圆弧过渡部270接触形成的连接体系稳定性不足,以便于零件相对于分料通道的内壁快速滑动并经由出料通道280落在托盘600上。
26.需要进一步说明的是,本实施例的分料通道的宽度略大于零件大径端的宽度,这样,在保证零件可以顺利经由分料通道落入托盘600的同时,约束了零件的活动范围,避免因零件晃动歪斜造成的零件不能正常落入托盘600问题的发生,以保证零件分料作业的可靠性。
27.一实施例中,非对称细轴类零件分料装置10还包括用于驱动托盘600移动的牵引机构,该牵引机构可以是伺服电机。进一步的,一实施例中,第一分料室230的输出端设有物料传感器,物料传感器分别与吹气装置400及牵引机构电连接,用于在未感应到零件通过时分别向吹气装置400及牵引机构发送信号,以使得牵引机构带动托盘600移动至托盘600的承接位对准第二分料室240的输出端,并由吹气装置400向推料针管700送风以将零件吹入第二分料室240至落入托盘600的承接位。优选的,物料传感器为红外对射传感器。具体的,在非对称细轴类零件分料装置10的工作过程中,当物料传感器的感应端未检测到物料通过的信息时,即判断零件没有进入第一分料室230,亦即在推料针管700推动零件运动的过程中,零件的小径端嵌入推料针管700的内腔并与推料针管700的内壁抵紧,在此情况下,物料传感器向吹气装置400发送电信号,使得吹气装置400工作并向推料针管700内吹气,如此,推料针管700内的气压升高,零件的小径端在气压作用下被推离推料针管700并以相对较大的速度进入第二分料室240内,与此同时,物料传感器还向牵引机构发送电信号,牵引机构在接收电信号后动作并带动托盘600向靠近第二分料室240的方向移动,直至托盘600的承接位与第二分料室240的输出端对准,以便于零件经由第二分料室240顺利落入托盘600内。
28.以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
29.以上所述实施例仅表达了本实用新型的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对实用新型专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。因此,本实用新型专利的保护范围应以所附权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1