烧结模具上下料模具转运系统的制作方法
1.本实用新型属于金属砂轮生产技术领域,具体涉及一种烧结模具上下料模具转运系统。
背景技术:
2.目前烧结型金属砂轮片主要制造工艺流程,包括混料、压制成型、热压烧结、磨削加工和检测包装等,金属砂轮片经过混料后需要放入烧结模具中,并将填充有金属砂轮物料的烧结模具转运至烧结压机中进行烧制,传统的烧结模具的转运、上料和下料均需要人工借助运输小车进行转运,采用人工进行转运具有生产效率低的问题,此外,现有的生产线结构能为智能化生产提供硬件支撑。
技术实现要素:
3.为解决上述技术问题,本实用新型提供一种烧结模具上下料模具转运系统。
4.本实用新型的具体方案如下:
5.烧结模具上下料模具转运系统,包括输送台,所述输送台上设置有转运组件和模具检测组件,其中,所述模具检测组件包括模具起始传感器和模具到位传感器,所述转运组件中设置有控制器、转运托盘和导轨板,所述导轨板设置在模具起始传感器和模具到位传感器之间,所述转运托盘与所述导轨板滑动连接,所述转运托盘上设置有模具上料位和模具下料位,所述模具起始传感器和模具到位传感器与控制器电连接,所述模具起始传感器与模具到位传感器设置在输送台两端。
6.所述导轨板上还设置有定位夹爪,所述定位夹爪在输送台上的高度大于所述转运托盘在输送台上的高度,且所述定位夹爪与模具到位传感器均位于所述输送台的同一端。
7.所述定位夹爪与所述控制器电连接。
8.所述模具到位传感器包括上料位传感器和下料位传感器,所述上料位传感器位于所述定位夹爪的一侧且与模具上料位的中心位置呈直线设置。
9.所述下料位传感器位于所述定位夹爪的一侧且与模具下料位的中心位置呈直线设置。
10.所述导轨板设置在所述输送台内部,所述输送台内部设置有支撑板,所述导轨板与所述支撑板固定连接,所述输送台的表面上设置有至少一组输送间隙,所述转运托盘通过输送间隙与所述导轨板滑动连接。
11.所述输送台内部还设置有线缆拖链,所述线缆拖链设置在所述支撑板下侧。
12.所述控制器为plc,所述模具起始传感器和模具到位传感器均为红外激光传感器。
13.本实用新型公开了一种烧结模具上下料模具转运系统,所述系统通过转运组件和模具检测组件将待烧结的模具通过输送线进行传输,解决了烧结模具人工转运的问题,此外,所述转运组件上还设置有上料位和下料位,所述上料位可以转运准备进行烧结的烧结模具,所述下料位可以转运烧结完成后的模具,所述定位夹爪可以在烧结模具烧结前进行
定位,保证了金属砂轮的良品率,本实用新型采用转运组件和模具检测组件相结合,为生产线的智能化生产提供了硬件支撑,具有结构简洁,提高生产效率的特点。
附图说明
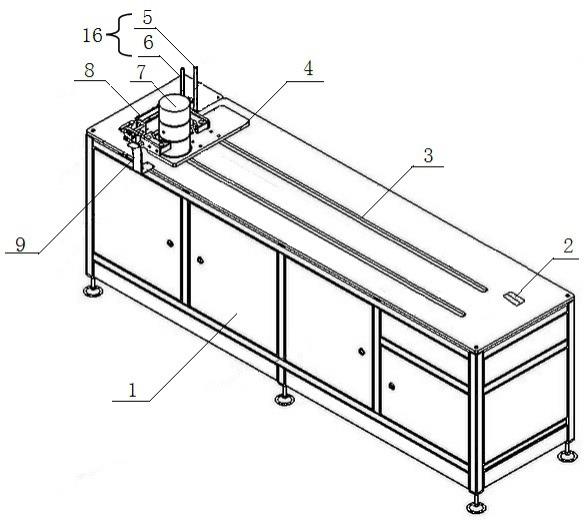
14.图1是烧结模具上下料模具转运系统总体结构示意图。
15.图2是图1的俯视图。
16.图3是转运组件的结构示意图。
17.图4是输送台内部结构示意图。
具体实施方式
18.下面将结合本实用新型中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。显然,所描述的实施例仅仅是本实用新型一部分实施,而不是全部的实施,基于本实用新型的实施例,本领域普通技术人员在没有做、出创造性劳动前提下所获得的所有其它实施例,都属于本实用新型保护的范围。
19.在本实用新型的描述中,需要理解的是,术语
ꢀ“
上”、“下”、“内”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
20.如图1至4所示,烧结模具上下料模具转运系统,包括输送台1,所述输送台1上设置有转运组件和模具检测组件,所示转运组件用于烧结模具的转运,所示模具检测组件,用于检测模具的有无,其中,所述模具检测组件包括模具起始传感器2和模具到位传感器16,所述转运组件中设置有控制器、转运托盘4和导轨板14,所述导轨板14设置在模具起始传感器2和模具到位传感器16之间,所述转运托盘4与所述导轨板14滑动连接,所述转运托盘4上设置有模具上料位12和模具下料位11,所述模具起始传感器2和模具到位传感器16与控制器电连接,所述模具起始传感器2与模具到位传感器16设置在输送台1两端。
21.所述导轨板14上可以设置有导轨13,所述转运托盘4下设置有滑轮,所述滑轮与导轨13转动连接,所述托盘4下可以设置有驱动电机,所述驱动电机与所述控制器电连接,用于控制所述驱动电机的转动,所述驱动电机的输出轴与所述滑轮转动连接,用于驱动滑轮在导轨13上转动,从而实现转运托盘4和导轨板14的滑动连接。
22.所述导轨板14上的导轨13上也可以设置为直线电机定子,所述转运托盘4下设置有直线电机转子,在直线电机定子中通电后,所述直线电机转子就可以沿着直线电机定子做直线运动,所述直线电机是一种将电能直接转换成直线运动的传动装置,中间不需要任何中间转换结构。
23.作为本实施例中的优选方式,所述导轨板14上优选设置有导轨13,所述转运托盘4下优选设置有滑轮,采用导轨13和滑轮的实现直线运动,具有节约生产成本的有益效果。
24.所述导轨板14上还设置有定位夹爪8,所述定位夹爪8在输送台1上的高度大于所述转运托盘4在输送台1上的高度,且所述定位夹爪8与模具到位传感器16均位于所述输送台1的同一端。
25.所述定位夹爪8与所述控制器电连接,所述控制器为plc,所述plc是一种专门为在
工业环境下应用而设计的数字运算操作电子系统,具有微处理器的用于自动化控制的数字运算控制器,可以将控制指令随时载入内存进行储存与执行。所述plc中包含有cpu、指令及数据内存、输入/输出接口、电源、数字模拟转换等功能单元。所述plc控制器在工业控制领域具有高可靠性的特点。
26.所述模具到位传感器16包括上料位传感器6和下料位传感器5,所述上料位传感器6位于所述定位夹爪8的一侧且与模具上料位12的中心位置呈直线设置。
27.所述下料位传感器5位于所述定位夹爪8的一侧且与模具下料位11的中心位置呈直线设置。所述上料位传感器6和所述下料位传感器5均设置在传感器固定架上,以使得上料位传感器6和下料位传感器5能够具有一定高度,实现上料位传感器6和下料位传感器5可以对烧结模具进行水平检测。在本实施例中,所述上料位传感器6与下料位传感器5均设置在定位夹爪8的一侧,所述上料位传感器6与所述模具上料位12的中心位置优选为呈45度角设置,所述下料位传感器5与所述模具下料位11垂直设置。
28.所述导轨板14设置在所述输送台1内部,所述输送台1内部设置有支撑板17,所述导轨板14与所述支撑板17固定连接,所述输送台1的表面上设置有至少一组输送间隙3,所述转运托盘4通过输送间隙3与所述导轨板14滑动连接。
29.所述输送台1内部还设置有线缆拖链10,所述线缆拖链10设置在所述支撑板17下侧,所述线缆拖链10优选为链条,所述线缆拖链10可以在转运托盘4移动过程中,所述系统中的电缆可以在所述线缆拖链10上滑动,具有保护系统中电缆不被损坏的有益效果。
30.所述模具起始传感器2和模具到位传感器16均为红外激光传感器,红外线激光传感器是利用红外线来进行数据处理的一种传感器,由于红外线激光传感器检测时不与被测物体直接接触,因而不存在摩擦,具有灵敏度高,反应快的,红外线传感器可以控制驱动装置的运行。
31.所述烧结模具上下料模具转运系统的具体工作过程如下:
32.所述系统上电开始工作,所述转运托盘4中的模具上料位12上放置待烧结模具7,所述模具起始传感器2检测到待烧结模具7,并通过电信号的形式传输到所述控制器,即是plc中,所述控制器输出电信号驱动所述转运托盘4沿着导轨板14进行直线运动,所述上料位传感器6检测到转运托盘4上放置有待烧结模具7,则控制器继续驱动所述转运托盘4沿导轨板14运动,同时,控制器驱动所述定位夹爪8进行待烧结模具7的夹持定位,在夹持定位完成后,所述定位夹爪8在控制器的控制作用下松开所述待烧结模具7,同时,所述转运托盘4进行回移,以使得待烧结模具7从定位夹爪8中移出,此时,控制器与可以控制外部机械手将定位后待烧结模具7转运至烧结压机中进行烧结。若烧结压机中有烧结完成的成型模具,则外部机械手将烧结完成的成型模具放置在模具下料位11,所述下料位传感器5检测到下料位11上放置有成型模具,则控制器驱动所述转运托盘4向模拟起始传感器2所在端移动,完成下料工序。
33.所述控制器,即plc接收上料位传感器6或下料位传感器5发送的传感信号,属于现有技术,所述上料位传感器6或下料位传感器5被烧结模具遮挡后,会向plc发送高电平信号或低电平信号,plc接收到电平信号后,驱动转运托盘4运动。
34.此外,作为本实施例的优选方式,所述模具上料位12与所述转运托盘4之间转动连接,所述上料位12下可以设置有转动电机15,且所述输送台1上设置有找孔红外传感器9,在
待烧结模具7被定位夹爪定位后,外部机械手抓取之前,可以采用转动电机15带动待烧结模具7转动,找空红外传感器9寻找待烧结模具上的孔径的位置,所述待烧结模具7上设置有孔径可以以固定位置的方式放入烧结压机中,方便测量烧结温度。
35.本实用新型方案所公开的技术手段不仅限于上述实施方式所公开的技术手段,还包括由以上技术特征任意组合所组成的技术方案。应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1