泡沫陶瓷自动无尘布料卸板生产线的制作方法
1.本实用新型涉及烘干设备的技术领域,特别涉及一种泡沫陶瓷自动无尘布料卸板生产线。
背景技术:
2.泡沫陶瓷材料是一种具有高温特性的多孔材料,具有热导系数低、重量轻、硬度高的优良性能,现缺乏先进的大规模连续自动化生产设备,生产效率低下,且产品质量难以保证。
技术实现要素:
3.本实用新型旨在至少解决现有技术中存在的技术问题之一。为此,本实用新型提出一种泡沫陶瓷自动无尘布料卸板生产线,窑车沿着输送轨道运动,依次经过第一装卸区、第一布料器、第二装卸区、第二布料器、第三装卸区,输送轨道上方装有纵移滑架,所述纵移滑架与输送轨道位于同一轴线上,所述纵移滑架上滑动装有窑具卸装机械手,窑具卸装机械手在所述第一装卸区、第一布料区、第二装卸区、第二布料区上方往复移动,所述第一装卸区、第二装卸区、第三装卸区内均装有卸板机械手、围板装卸机械手、横移滑架,所述横移滑架跨装于输送轨道上方,所述横移滑架的轴线与输送轨道的轴线相互垂直,所述卸板机械手与所述围板装卸机械手滑动装于所述横移滑架上。
4.根据本实用新型的一些实施例,所述窑具卸装机械手包括卸装移动车架、抓手盘架、抓手架,所述卸装移动车架滑动装于所述纵移滑架上;所述抓手盘架上装有夹持减速电机,所述夹持减速电机上装有摆臂转轴,所述摆臂转轴连接有摆臂,所述摆臂两端分别装有拉杆,所述拉杆与所述抓手架连接。
5.根据本实用新型的一些实施例,所述卸装移动车架上装有第一升降电机,所述第一升降电机上装有第一升降转轴,所述第一升降转轴端部装有第一双联链轮,所述第一双联链轮上装有第一主动链条,所述第一主动链条的一端均装有第一双位连接头,第一双位连接头上分别装有第一升降链条、第一从动链条,所述第一升降链条通过第一转向链轮向下转向并与所述抓手盘架连接;所述第一从动链条上绕装有第二转向链轮,所述第一从动链条上装有第二双位连接头,所述第二双位连接头分别与第二升降链条、所述第一主动链条的另一端连接,所述第二升降链条通过第三转向链轮向下转向并与所述抓手盘架连接。
6.根据本实用新型的一些实施例,所述卸板机械手包括卸板移动车架、抓手框架、抓手组,所述卸板移动车架滑动装于所述横移滑架上,所述抓手框架底部安装所述抓手组,所述抓手组包括两个抓手,两个所述抓手之间装有气缸拉杆,两个所述抓手与所述抓手框架底部之间装有滑轨滑块组件。
7.根据本实用新型的一些实施例,所述卸板移动车架上装有第二升降电机,所述第二升降电机上装有第二升降转轴,所述第二升降转轴端部装有第二双联链轮,所述第二双联链轮上装有第二主动链条,所述第二主动链条的一端均装有第三双位连接头,所述第三
双位连接头上分别装有第三升降链条、第二从动链条,所述第三升降链条通过第四转向链轮向下转向并与所述抓手框架连接;所述第二从动链条上绕装有第五转向链轮,所述第二从动链条上装有第四双位连接头,所述第四双位连接头分别与第四升降链条、所述第二主动链条的另一端连接,所述第四升降链条通过第六转向链轮向下转向并与所述抓手框架连接。
8.根据本实用新型的一些实施例,所述围板装卸机械手包括围板装卸车架、夹手框架、夹手杆、气动夹手,所述围板装卸车架滑动装于所述横移滑架上,所述气动夹手排列装于所述夹手杆上,所述夹手杆包括两根长夹手杆、两根短夹手杆,两根所述长夹手杆分别活动装于所述夹手框架的长边外侧,两根所述短夹手杆分别活动装于所述夹手框架的宽边外侧。
9.根据本实用新型的一些实施例,两根所述长夹手杆间装有两根横主轴,两根所述横主轴上均装有第一同步带轮,两个所述第一同步带轮间装有第一同步带;其中一根所述横主轴上装有第一伺服减速电机;两根所述横主轴的端部均螺纹连接有第一螺母座,所述第一螺母座固定于所述长夹手杆上。
10.根据本实用新型的一些实施例,两根所述短夹手杆间装有两根纵主轴,两根所述纵主轴上均装有第二同步带轮,两个第二同步带轮间装有第二同步带;其中一根所述纵主轴上装有第二伺服减速电机;两根所述纵主轴的端部均螺纹连接有第二螺母座,所述第二螺母座固定于所述短夹手杆上。
11.根据本实用新型的一些实施例,所述夹手框架上装有两根升降立柱,所述围板装卸车架底部装有两个升降机座,两个所述升降机座分别套于两根所述升降立柱上,在所述升降机座内转动装有双排链轮,所述围板装卸车架上装有升降减速电机,所述升降减速电机上装有升降转轴,所述升降转轴两端与所述双排链轮连接,所述双排链轮上装有双排链条,所述双排链条的两端分别固定于所述升降立柱上;所述升降机座内装有两个张紧双排链轮,所述双排链轮位于两个所述张紧双排链轮之间,两个所述张紧双排链轮位于链条外侧。
12.根据本实用新型实施例的一种泡沫陶瓷自动无尘布料卸板生产线,至少具有如下有益效果:
13.窑车在窑炉内完成烧制后沿着输送轨道运动,依次经过第一装卸区、第一布料器、第二装卸区、第二布料器、第三装卸区,在第一装卸区、第二装卸区、第三装卸区内装有围板装卸机械手、卸板机械手,围板装卸机械手拆卸窑车上窑具的围板,方便卸板机械手将烧制好的泡沫陶瓷取出,取出泡沫陶瓷后,围板装卸机械手重新将围板放置于窑车上,再通过第一布料器、第二布料器重新向围板内布料,完成布料后的窑车进入下一窑炉内,实现泡沫陶瓷的连续烧制;其次窑车上至少堆叠有三层窑具,为方便拆垛,在输送轨道上方安装窑具卸装机械手,实现了自动组装拆卸围板和自动搬运陶瓷,自动化程度高,大大的减少了劳动力,且生产效率和生产质量都得到提高。
14.本实用新型的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本实用新型的实践了解到。
附图说明
15.本实用新型的上述和/或附加的方面和优点从结合下面附图对实施例的描述中将变得明显和容易理解,其中:
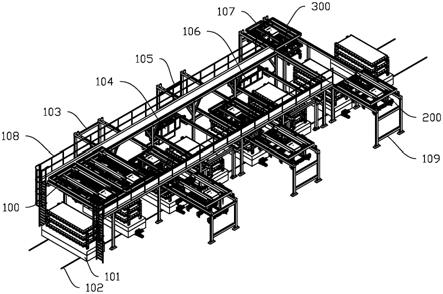
16.图1为本实用新型实施例的立体示意图;
17.图2为本实用新型实施例的窑具卸装机械手立体示意图;
18.图3为本实用新型实施例的窑具卸装机械手底部立体示意图;
19.图4为本实用新型实施例的窑具卸装机械手侧视示意图;
20.图5为本实用新型实施例的卸板机械手立体示意图;
21.图6为本实用新型实施例的卸板机械手侧视示意图;
22.图7为本实用新型实施例的围板装卸机械手立体示意图;
23.图8为本实用新型实施例的夹手框架与围板装卸车架连接示意图;
24.图9为本实用新型实施例的围板装卸机械手底部示意图。
具体实施方式
25.下面详细描述本实用新型的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本实用新型,而不能理解为对本实用新型的限制。
26.参照图1,一种泡沫陶瓷自动无尘布料卸板生产线,窑车101沿着输送轨道 102运动,依次经过第一装卸区103、第一布料器104、第二装卸区105、第二布料器106、第三装卸区107,输送轨道102上方装有纵移滑架108,纵移滑架108 与输送轨道102位于同一轴线上,纵移滑架108上滑动装有窑具卸装机械手100,窑具卸装机械手100在第一装卸区103、第一布料区、第二装卸区105、第二布料区上方往复移动,第一装卸区103、第二装卸区105、第三装卸区107内均装有卸板机械手200、围板装卸机械手300、横移滑架109,横移滑架109跨装于输送轨道102上方,横移滑架109的轴线与输送轨道102的轴线相互垂直,卸板机械手200与围板装卸机械手300滑动装于横移滑架109上。
27.工作时,窑车101在窑炉内完成烧制后沿着输送轨道102运动,依次经过第一装卸区103、第一布料器104、第二装卸区105、第二布料器106、第三装卸区 107,在第一装卸区103、第二装卸区105、第三装卸区107内装有围板装卸机械手300、卸板机械手200,围板装卸机械手300拆卸窑车101上窑具的围板,方便卸板机械手200将烧制好的泡沫陶瓷取出,取出泡沫陶瓷后,围板装卸机械手 300重新将围板放置于窑车101上,再通过第一布料器104、第二布料器106重新向围板内布料,完成布料后的窑车101进入下一窑炉内,实现泡沫陶瓷的连续烧制;其次窑车101上至少堆叠有三层窑具,为方便拆垛,在输送轨道102上方安装窑具卸装机械手100,实现了自动组装拆卸围板和自动搬运陶瓷,自动化程度高,大大的减少了劳动力,且生产效率和生产质量都得到提高。
28.参照图2至4所示,窑具卸装机械手100包括卸装移动车架110、抓手盘架 120、抓手架130,卸装移动车架110滑动装于纵移滑架108上;抓手盘架120 上装有夹持减速电机121,夹持减速电机121上装有摆臂转轴122,摆臂转轴122 连接有摆臂123,摆臂123两端分别装有拉杆124,拉杆124与抓手架130连接,夹持减速电机121通过摆臂转轴122带动摆臂123转
动,使拉杆124向内拉动抓手架130,完成对窑具的抓取。
29.为方便升降抓手架130,卸装移动车架110上装有第一升降电机111,第一升降电机111上装有第一升降转轴112,第一升降转轴112端部装有第一双联链轮113,第一双联链轮113上装有第一主动链条114,第一主动链条114的一端均装有第一双位连接头115,第一个双位连接头上分别装有第一升降链条116、第一从动链条117,第一升降链条116通过第一转向链轮118向下转向并与抓手盘架120连接;第一从动链条117上绕装有第二转向链轮119,第一从动链条117 上装有第二双位连接头1200,第二双位连接头1200分别与第二升降链条1300、第一主动链条114的另一端连接,第二升降链条1300通过第三转向链轮1400 向下转向并与抓手盘架120连接。
30.参照图5、6所示,卸板机械手200包括卸板移动车架210、抓手框架220、抓手组230,卸板移动车架210滑动装于横移滑架109上、抓手框架220底部安装抓手组230,抓手组230包括两个抓手231,两个抓手231之间装有气缸拉杆 232,两个抓手231与抓手框架220底部之间装有滑轨滑块组件233,通过气缸拉杆232推动或拉动一侧的抓手231,实现对泡沫陶瓷的抓取和搬运。
31.为使抓手框架220下移,在卸板移动车架210上装有第二升降电机211,第二升降电机211上装有第二升降转轴212,第二升降转轴212端部装有第二双联链轮213,第二双联链轮213上装有第二主动链条214,第二主动链条214的一端均装有第三双位连接头215,第一个第三双位连接头215上分别装有第三升降链条216、第二从动链条217,第三升降链条216通过第四转向链轮218向下转向并与抓手框架220连接;第二从动链条217上绕装有第五转向链轮219,第二从动链条217上装有第四双位连接头2200,第四双位连接头2200分别与第四升降链条2300、第二主动链条214的另一端连接,第四升降链条2300通过第六转向链轮2400向下转向并与抓手框架220连接。
32.参照图7至9所示,围板装卸机械手300包括围板装卸车架310、夹手框架 320、夹手杆330、气动夹手340,围板装卸车架310滑动装于横移滑架109上,气动夹手340排列装于夹手杆330上,夹手杆330包括两根长夹手杆331、两根短夹手杆332,两根长夹手杆331分别活动装于夹手框架320的长边外侧,两根短夹手杆332分别活动装于夹手框架320的宽边外侧,通过气动夹手340将围板外侧面的凸筋夹紧。
33.两根长夹手杆331间装有两根横主轴333,两根横主轴333上均装有第一同步带轮350,两个所述第一同步带轮350间装有第一同步带360;其中一根横主轴333上装有第一伺服减速电机341;两根横主轴333的端部均螺纹连接有第一螺母座370,第一螺母座370固定于长夹手杆331上,两根横主轴333通过第一伺服减速电机341转动,使第一螺母座370在横主轴333的端部移动,从而实现长夹手杆331外移或内移。
34.两根短夹手杆332间装有两根纵主轴380,两根纵主轴380上均装有第二同步带轮381,两个第二同步带轮381间装有第二同步带382;其中一根纵主轴380 上装有第二伺服减速电机390;两根纵主轴380的端部均螺纹连接有第二螺母座 3100,第二螺母座3100固定于短夹手杆332上;两根纵主轴380通过第二伺服减速电机390转动,使第二螺母座3100在纵主轴380的端部移动,从而实现纵夹手杆330外移或内移。
35.为使夹手框架320下移,夹手框架320上装有两根升降立柱321,围板装卸车架310底部装有两个升降机座311,两个升降机座311分别套于两根升降立柱 321上,在升降机座
311内转动装有双排链轮312,围板装卸车架310上装有升降减速电机313,升降减速电机313上装有升降转轴314,升降转轴314两端与双排链轮312连接,双排链轮312上装有双排链条315,双排链条315的两端分别固定于升降立柱321上;升降机座311内装有两个张紧双排链轮316,双排链轮312位于两个张紧双排链轮316之间,两个张紧双排链轮316位于链条外侧。
36.上面结合附图对本实用新型实施例作了详细说明,但是本实用新型不限于上述实施例,在所述技术领域普通技术人员所具备的知识范围内,还可以在不脱离本实用新型宗旨的前提下作出各种变化。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1