一种纪念币自动装箱装置的制作方法
1.本实用新型属于纪念币包装技术领域,特别涉及一种纪念币自动装箱装置。
背景技术:
2.纪念币是一个国家为纪念国际或本国的政治、历史、文化等方面的重大事件、杰出人物、名胜古迹、珍稀动植物、体育赛事等而发行的法定货币,它包括普通纪念币和贵金属纪念币。其中贵金属纪念币主要采用金、银、铂、钯等贵金属或其合金制作而成,因其较为贵重,所以,对包装及洁净度要求较高。传统的贵金属纪念币包装过程一般会先将纪念币包装在透明塑盒内,再将塑盒装载小桶内,然后将小桶装载箱子内,其中,将小桶进行装箱的过程一般采用手工包装,存在操作精度低、包装效率低下、人工成本高的缺点,且工作人员在包装的过程中容易对产品造成污染,使产品表面沾染灰尘、指纹等,生产品质不能保证。
技术实现要素:
3.为解决上述问题,本实用新型的首要目的在于提供一种纪念币自动装箱装置,该装置可以实现整个装箱过程的全自动,提升生产效率,降低生产成本;
4.本实用新型的另一个目的在于提供一种纪念币自动装箱装置,该装置提高了产品的品质与洁净度;
5.本实用新型的最后一个目的是提供一种纪念币自动装箱装置,该装置设计简单、成本低,便于推广和使用。
6.为实现上述目的,本实用新型的技术方案如下:
7.本实用新型提供一种纪念币自动装箱装置,该装置包括:
8.小桶传输机构,用于小桶料件的传输;
9.小桶加盖机构,用于给小桶封盖;
10.小桶搬运装箱机构,用于小桶料件的搬运及装箱;
11.小桶整列机构,用于小桶料件的整列;
12.箱子上下料机构,用于箱子料件的上料及下料;
13.所述小桶传输机构、小桶加盖机构、小桶搬运装箱机构、小桶整列机构、箱子上下料机构组合形成完整的纪念币自动装箱装置。
14.进一步地,所述小桶传输机构包括有支撑主体、小桶传送带、驱动电机,所述小桶传送带绕设在支撑主体上,驱动电机与小桶传送带驱动连接,所述小桶传送带上固定连接有一个以上的小桶载具,且所述小桶载具在小桶传送带上等间距设置。
15.进一步地,所述支撑主体上还设置有小桶装载位,所述小桶装载位处设置有小桶装载模组,所述小桶装置模组与小桶装载位相对设置。所述小桶装置模组用于将未加盖的小桶料件转移到小桶传输机构上。
16.进一步地,所述小桶传输机构还包括检测模组,所述检测模组设置在小桶装载位之后,且检测模组与支撑主体固定连接。所述检测模组包括有检测气缸。所述检测模组用于
检测小桶中的纪念币数量是否为10个,若为10个则判定为良品;否则,判定为不良品。
17.进一步地,所述小桶传输机构还包括有ng通道,所述ng通道与小桶传送带相邻。若小桶被判定为不良品,则会被转移到ng通道。
18.进一步地,所述小桶传输机构还包括有定位模组,所述定位模组设置在检测模组之后,且定位模组与支撑主体固定连接。所述定位模组包括有定位夹具与定位气缸,所述定位夹具与定位气缸驱动连接。所述定位模组用于小桶的定位,定位后,便于对小桶进行加盖。
19.进一步地,所述小桶加盖机构包括盖子载带模组、搬运加盖模组,所述盖子载带模组、搬运加盖模组依次衔接形成小桶加盖机构。
20.进一步地,所述盖子载带模组包括有载带盘、载带流道、盖子载带,所述盖子载带沿载带盘环绕后接入到载带流道内;所述盖子载带模组还包括有载带盘电机与拉载带电机,所述载带盘电机与载带盘驱动连接,所述拉载带电机与载带流道驱动连接。
21.进一步地,所述拉载带电机与载带流道上还设置有棘轮,所述拉载带电机与载带流道通过棘轮连接。
22.进一步地,所述盖子载带模组还包括有载带盘放料感应与拉载带电机原点感应,所述载带盘放料感应与拉载带电机原点感应均设置在载带流道上。所述载带盘放料感应用于判断是否需要载带盘放载带,拉载带电机原点感应用于判断载盖子载带在载带流道中的位置是否正确。
23.进一步地,所述盖子载带上设置有保护膜,所述保护膜贴合在盖子载带上,所述盖子载带模组还包括有收上带、收上带电机,所述收上带与收上带电机驱动连接,且所述保护膜从盖子载带模组上分离后环绕到收上带上。保护膜用于保护盖子载带模组中的塑盒盖,盖子载带在进入载带流道前,保护膜从盖子载带模组上分离进入收上带进行回收,重复利用。
24.进一步地,所述盖子载带模组上还连接有直线导轨与换盘气缸,所述盖子载带模组可在换盘气缸的驱动下在直线导轨上滑动;所述盖子载带模组设置有两组。可通过换盘气缸驱动盖子载带模组移动,实现不停机换料,提升加工效率。
25.进一步地,所述搬运加盖模组包括有移动驱动组件、扭盖组件、吸盖盘,所述扭盖组件、吸盖盘均与移动驱动组件驱动连接。
26.进一步地,所述移动驱动组件包括有横向驱动件、纵向驱动件,所述横向驱动件与纵向驱动件驱动连接。所述横向驱动件包括横移气缸,纵向驱动件包括升降气缸。所述纵向驱动件上还连接有调控阀,用于控制纵向驱动件的驱动力度。
27.进一步地,所述扭盖组件包括夹紧件、扭紧气缸、扭盖传感器,所述扭紧气缸去夹紧件驱动连接,扭盖传感器与夹紧件固定连接。扭紧气缸驱动夹紧件扭动盖子,实现加盖;扭盖传感器用于检测扭盖是否到位。
28.进一步地,所述小桶搬运装箱机构包括驱动组件、单桶搬运组件、组桶搬运组件,所述单桶搬运组件、组桶搬运组件均与驱动组件驱动连接。
29.进一步地,所述驱动组件包括x轴驱动件、y轴驱动件,所述x轴驱动件与y轴驱动件驱动连接,且单桶搬运组件、组桶搬运组件均与y轴驱动件驱动连接。所述x轴驱动件与y轴驱动件均为驱动气缸。
30.进一步地,所述单桶搬运组件包括有夹桶件、夹桶件升降气缸,所述夹桶件与夹桶件升降气缸驱动连接。单桶搬运组件用于实现小桶传输机构上单个小桶的搬运,搬运到小桶整列机构或ng通道。
31.进一步地,所述组桶搬运组件包括有装箱真空吸盘、装箱升降驱动件、真空表,所述装箱升降驱动件与装箱真空吸盘驱动连接,所述真空表与装箱真空吸盘连通。所述装箱升降驱动件用于驱动装箱真空吸盘升降,真空表用于检测装箱真空吸盘是否吸取到小桶。
32.进一步地,所述装箱真空吸盘设置有六个,可一次性吸取小桶整列机构上的所有小桶。
33.进一步地,所述小桶整列机构包括有整列支撑架、储料盘、推料组件、换排组件,所述推料组件、换排组件、储料盘均与整列支撑架固定连接。储料盘中一次可放置六个小桶,分为两排。
34.进一步地,所述推料组件包括推料气缸与推料板,所述推料气缸与推料板驱动连接。所述推料组件用于将小桶推到储料盘中。
35.进一步地,所述换排组件包括有换排气缸与换排板,所述换排气缸与换排板驱动连接,所述换排组件用于储料盘中小桶换排。所述换排组件设置有两组,且两组换排组件对称设置在储料盘的两边。
36.进一步地,所述小桶整列机构还包括有排位感应器,所述排位感应器设置在储料盘的侧边并与储料盘固定连接。排位感应器用于感应储料盘中的两排小桶的位置是否正确。所述排位感应器设置有两个,且两个排位感应器相平行。
37.进一步地,所述箱子上下料机构包括空箱上料模组、满箱下料模组、箱子横移模组,所述空箱上料模组、箱子横移模组与满箱下料模组依次衔接形成箱子上下料机构。
38.进一步地,所述空箱上料模组包括上料支架、上料电机、上料输送带,所述上料输送带绕设在上料支架上且上料电机与上料支架固定连接,所述上料输送带与上料电机驱动连接。所述空箱上料模组还包括有用于阻挡第二个箱子的挡住件,所述阻挡件上驱动连接有阻挡气缸,且阻挡气缸与上料支架固定连接。
39.进一步地,所述满箱下料模组包括有下料支架、下料电机、下料输送带,所述下料输送带绕设在下料支架上且下料电机与下料支架固定连接,所述下料输送带与下料电机驱动连接。所述下料支架上还固定连接有满料感应器,用于感应箱子中是否装满小桶。
40.进一步地,所述箱子横移模组包括箱子横移气缸与箱子搬运夹爪,所述箱子横移气缸与箱子搬运夹爪驱动连接。箱子横移模组用于将箱子从空箱上料模组搬运到满箱下料模组。
41.进一步地,本装置的打包流程为:小桶装载模组将小桶未加盖的小桶移入小桶输传输机构上进行加盖,加完盖后,小桶搬运装箱机构将加盖完成的小桶装入箱子上下料机构中空箱子中,整个打包过程完成。
42.本实用新型的优势在于:相比于现有技术,首先,本实用新型的整个装置可实现全自动,无需人工参与,生产效率高、降低了生产成本;其次,包装过程采用自动化控制,包装的精度高,提升了产品的品质;再次,包装过程没有人工参与,避免工作人员在包装过程中对产品产生污染,提高了产品的洁净度;最后,本装置流程设计简单、便于推广和使用。
附图说明
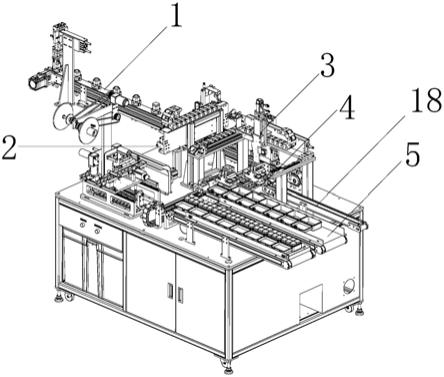
43.图1是本实用新型的结构示意图。
44.图2是本实用新型的小桶传输机构的结构示意图。
45.图3是本实用新型的盖子载带模组的结构示意图。
46.图4是本实用新型的搬运加盖模组的结构示意图。
47.图5是本实用新型的小桶搬运装箱机构的结构示意图。
48.图6是本实用新型的小桶整列机构的结构示意图。
49.图7是本实用新型的箱子上下料机构的结构示意图。
50.图8是图7中a的局部放大图。
具体实施方式
51.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图1-8及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
52.为实现上述目的,本实用新型的技术方案如下:
53.该装置包括:
54.小桶传输机构1,用于小桶料件的传输;
55.小桶加盖机构2,用于给小桶封盖;
56.小桶搬运装箱机构3,用于小桶料件的搬运及装箱;
57.小桶整列机构4,用于小桶料件的整列;
58.箱子上下料机构5,用于箱子料件的上料及下料;
59.所述小桶传输机构1、小桶加盖机构2、小桶搬运装箱机构3、小桶整列机构4、箱子上下料机构5组合形成完整的纪念币自动装箱装置。
60.所述小桶传输机构1包括有支撑主体11、小桶传送带12、驱动电机13,所述小桶传送带12绕设在支撑主体11上,驱动电机13与小桶传送带12驱动连接,所述小桶传送带12上固定连接有一个以上的小桶载具14,且所述小桶载具14在小桶传送带12上等间距设置。
61.所述支撑主体11上还设置有小桶装载位15,所述小桶装载位15处设置有小桶装载模组16,所述小桶装载模组16与小桶装载位15相对设置。所述小桶装载模组16用于将未加盖的小桶料件转移到小桶传输机构1上。
62.所述小桶传输机构1还包括检测模组17,所述检测模组17设置在小桶装载位15之后,且检测模组17与支撑主体11固定连接。所述检测模组17包括有检测气缸171。所述检测模组17用于检测小桶中的纪念币数量是否为10个,若为10个则判定为良品;否则,判定为不良品。
63.所述小桶传输机构1还包括有ng通道18,所述ng通道18与小桶传送带12相邻。若小桶被判定为不良品,则会被转移到ng通道18。
64.所述小桶传输机构1还包括有定位模组19,所述定位模组19设置在检测模组17之后,且定位模组19与支撑主体11固定连接。所述定位模组19包括有定位夹具191与定位气缸192,所述定位夹具191与定位气缸192驱动连接。所述定位模组19用于小桶的定位,定位后,便于对小桶进行加盖。
65.所述小桶加盖机构2包括盖子载带模组21、搬运加盖模组22,所述盖子载带模组21、搬运加盖模组22依次衔接形成小桶加盖机构2。
66.所述盖子载带模组21包括有载带盘211、载带流道212、盖子载带213,所述盖子载带213沿载带盘211环绕后接入到载带流道212内;所述盖子载带模组21还包括有载带盘电机214与拉载带电机215,所述载带盘电机214与载带盘211驱动连接,所述拉载带电机215与载带流道212驱动连接。
67.所述拉载带电机215与载带流道212上还设置有棘轮(图未示),所述拉载带电机215与载带流道212通过棘轮(图未示)连接。
68.所述盖子载带模组21还包括有载带盘放料感应216与拉载带电机原点感应,所述载带盘放料感应216与拉载带电机原点感应217均设置在载带流道212上。所述载带盘放料感应216用于判断是否需要载带盘放载带,拉载带电机原点感应217用于判断载盖子载带在载带流道212中的位置是否正确。
69.所述盖子载带213上设置有保护膜(图未示),所述保护膜贴合在盖子载带213上,所述盖子载带模组21还包括有收上带218、收上带电机219,所述收上带218与收上带电机219驱动连接,且所述保护膜从盖子载带模组21上分离后环绕到收上带218上。保护膜用于保护盖子载带模组21中的塑盒盖,盖子载带在进入载带流道212前,保护膜从盖子载带模组上分离进入收上带进行回收,重复利用。
70.所述盖子载带模组21上还连接有直线导轨23与换盘气缸24,所述盖子载带模组21可在换盘气缸24的驱动下在直线导轨23上滑动;所述盖子载带模组21设置有两组。可通过换盘气缸驱动盖子载带模组21移动,实现不停机换料,提升加工效率。
71.所述搬运加盖模组22包括有移动驱动组件221、扭盖组件222、吸盖盘223,所述扭盖组件222、吸盖盘223均与移动驱动组件221驱动连接。
72.所述移动驱动组件221包括有横向驱动件224、纵向驱动件225,所述横向驱动件224与纵向驱动件225驱动连接。所述横向驱动件224包括横移气缸,纵向驱动件225包括升降气缸。所述纵向驱动件225上还连接有调控阀226,用于控制纵向驱动件225的驱动力度。
73.所述扭盖组件222包括夹紧件227、扭紧气缸228、扭盖传感器229,所述扭紧气缸228去夹紧件227驱动连接,扭盖传感器229与夹紧件227固定连接。扭紧气缸228驱动夹紧件227扭动盖子,实现加盖;扭盖传感器229用于检测扭盖是否到位。
74.所述小桶搬运装箱机构3包括驱动组件31、单桶搬运组件32、组桶搬运组件33,所述单桶搬运组件32、组桶搬运组件33均与驱动组件31驱动连接。
75.所述驱动组件31包括x轴驱动件311、y轴驱动件312,所述x轴驱动件311与y轴驱动件312驱动连接,且单桶搬运组件32、组桶搬运组件33均与y轴驱动件312驱动连接。所述x轴驱动件311与y轴驱动件312均为驱动气缸。
76.所述单桶搬运组件32包括有夹桶件321、夹桶件升降气缸322,所述夹桶件321与夹桶件升降气缸322驱动连接。单桶搬运组件32用于实现小桶传输机构1上单个小桶的搬运,搬运到小桶整列机构4或ng通道。
77.所述组桶搬运组件33包括有装箱真空吸盘331、装箱升降驱动件332、真空表333,所述装箱升降驱动件332与装箱真空吸盘331驱动连接,所述真空表333与装箱真空吸盘331连通。所述装箱升降驱动件332用于驱动装箱真空吸盘331升降,真空表333用于检测装箱真
空吸盘331是否吸取到小桶。
78.所述装箱真空吸盘331设置有六个,可一次性吸取小桶整列机构4上的所有小桶。
79.所述小桶整列机构4包括有整列支撑架41、储料盘42、推料组件43、换排组件44,所述推料组件43、换排组件44、储料盘42均与整列支撑架41固定连接。储料盘42中一次可放置六个小桶,分为两排。
80.所述推料组件43包括推料气缸431与推料板432,所述推料气缸431与推料板432驱动连接。所述推料组件43用于将小桶推到储料盘中。
81.所述换排组件44包括有换排气缸441与换排板442,所述换排气缸441与换排板442驱动连接,所述换排组件44用于储料盘中小桶换排。所述换排组件44设置有两组,且两组换排组件44对称设置在储料盘的两边。
82.所述小桶整列机构4还包括有排位感应器45,所述排位感应器45设置在储料盘42的侧边并与储料盘42固定连接。排位感应器45用于感应储料盘42中的两排小桶的位置是否正确。所述排位感应器45设置有两个,且两个排位感应器45相平行。
83.所述箱子上下料机构5包括空箱上料模组51、满箱下料模组52、箱子横移模组53,所述空箱上料模组51、箱子横移模组53与满箱下料模组52依次衔接形成箱子上下料机构5。
84.所述空箱上料模组51包括上料支架511、上料电机(图未示)、上料输送带512,所述上料输送带512绕设在上料支架511上且上料电机与上料支架511固定连接,所述上料输送带512与上料电机驱动连接。所述空箱上料模组51还包括有用于阻挡第二个箱子的挡住件513,所述阻挡件513上驱动连接有阻挡气缸514,且阻挡气缸514与上料支架511固定连接。
85.所述满箱下料模组52包括有下料支架521、下料电机522、下料输送带523,所述下料输送带523绕设在下料支架521上且下料电机522与下料支架521固定连接,所述下料输送带523与下料电机522驱动连接。所述下料支架521上还固定连接有满料感应器524,用于感应箱子中是否装满小桶。
86.所述箱子横移模组53包括箱子横移气缸531与箱子搬运夹爪532,所述箱子横移气缸531与箱子搬运夹爪532驱动连接。箱子横移模组53用于将箱子从空箱上料模组搬运到满箱下料模组。
87.本装置的打包流程为:小桶装载模组将小桶未加盖的小桶移入小桶输传输机构上进行加盖,加完盖后,小桶搬运装箱机构将加盖完成的小桶装入箱子上下料机构中空箱子中,整个打包过程完成。
88.以上仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1